Известен стан для прокатки цилиндрических Шестерен, включающий одну пару зубчатых валков, приводимых через две конические передачи, суппорт с гидравлическим зажимом прокатываемой заготовки и устройство для сближения кареток рабочих валков в процессе прокатки.
Отличием предложенного стана является то, что в нем, кроме зубчатых валков, предусмотрены гладкне бочкообразные прнводные рабочие валки, которые обкатывают заготовку до прокатки зубьев, придавая ей нужную форму и размеры по диаметру и ширине обода; устройство для зажима и перемещения заготовки от обкатных валков к зубчатым, состоящее из двух гидроцилиндров, связанных со шпинделями зажима рычажной системой, и механизм синхронизации движения кареток. Последний содержит гидроцилиндр, две зубчатые рейки, прикрепленные к кареткам, и два зубчатых сектора, которые находятся в зацеплении между собой и с рейками.
При такой конструкнии обеспечивается прокатка зубчатых колес из механически не обработанных заготовок.
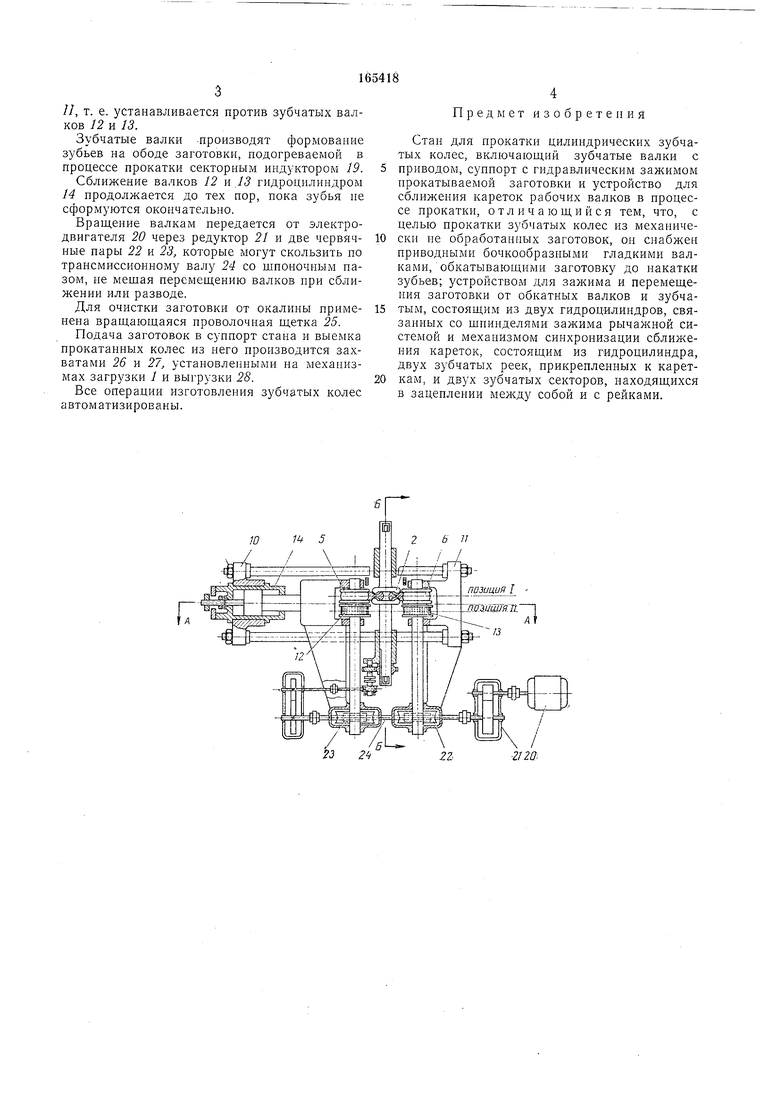
Штампованная заготовка без предварнтелЬ ной механической обработки с помощью механизма загрузки / подается в стан между зал ;имами 2 и зажимается гидроцилиндрами 5 и 4 в позиции /, т. е. против обкатных гладких валков 5 и 5. На вращающуюся заготовку цилиндром 7 надвигается кольцевой индуктор 8, укрепленный на трансформаторе 9, и обод заготовки нагревается.
После нагрева индуктор с трансформатором перемещаются в Исходное положение, а каретки /( и // с установленными на них гладкими и зубчатыми валками 5, 6, 12 и 13 начинают сближаться под действием гидроцилиндра 14.
Одинаковое перемещение обеих кареток обеспечивается синхронизирующим мехаиизмом, состоящим из зубчатых секторов 15 и 16, находящихся в зацеплении между собой, и реек 17 и 18, укрепленных иа каретках /Он 11 и входян;их в зацепление с этими секторами. Секторы во время перемещения кареток поворачиваются вокруг своих осей. Бочкообразные валки 5 и 6 с боковыми ребордами служат для обкатки по наружному диаметру заготовки до необходимого размера и формования торцов обода заготовки е целью получення точного размера обода по щирине.
//, т. е. устанавливается против зубчатых валков 12 и 13.
Зубчатые валки -производят формование зубьев на ободе заготовки, подогреваемой в процессе прокатки секторным индуктором 19.
Сближение валков 12 и 13 гидроцилиндром 14 продолжается до тех пор, пока зубья не сформуются окончательно.
Вращение валкам передается от электродвигателя 20 через редуктор 21 и две червячные пары 22 и 23, которые могут скользить по трансмиссионному валу 24 со шпоночным пазом, не мешая перемещению валков прн сближении или разводе.
Для очистки заготовки от окалины применена вращающаяся проволочная щетка 25.
Подача заготовок в суппорт стана и выемка прокатанных колес из него производится захватами 26 и 27, установленнымн на механизмах загрузки / и выгрузки 28.
Все операции изготовления зубчатых колес автоматизированы.
Предмет изобретения
Стан для прокатки цилиидрических зубчатых колес, включающий зубчатые валки с
приводом, суппорт с гидравлическим зажимом прокатываемой заготовки и устройство для сближения кареток рабочих валков в процессе прокатки, отличающийся тем, что, с целью прокатки зубчатых колес из мсханнчески не обработанных заготовок, он снабжен приводными бочкообразными гладкими валками, обкатывающими заготовку до накатки зубьев; устройством для зажима и перемещения заготовки от обкатных валков и зубчатым, состоящим из двух гидроцилиндров, связанных со щпинделями зажима рычажной системой и механизмом синхронизации сближения кареток, состоящим из гидроцилиндра, двух зубчатых реек, прикрепленных к кареткам, и двух зубчатых секторов, находящихся в зацеплении между собой и с рейками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1808452A1 |
| Стенд для прокатки цилиндрических зубчатых колес | 1985 |
|
SU1260091A1 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| СТАН ДЛЯ ПРОКАТКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОФИЛЕМВС^^СОЮЗНАКгч</•'•;C:^'P-T?XHI!St::.•"'-''1ИОТ~'-^Л | 1971 |
|
SU315498A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Способ прокатки цилиндрических зубчатых колес | 1977 |
|
SU743764A1 |
| Зубопрокатный станок | 1979 |
|
SU812400A1 |
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |

23 4
//7/,:/, : Г-Г /
4
i:b.
иГГ;.
i чч I
77 /5 /6 5 2
