Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесно-волокнистых плит мокрым способом.
Цель изобретения - повышение качества материала за счет перераспределения волокна в его структуре и уменьшения вымывания мелких фракций волокна.
На чертеже представлена схема двустороннего обезвоживания древесно-волок- нистого ковра.
Схема содержит нижнюю сетку 1, нижний отсасываюш,ий ящик 2, верхнюю сетку 3, верхний отсасывающий ящик 4.
Пример. Древесно-волокнистую массу со степенью помола 22 ДС и породным со10
При одностороннем (известном) способе обезвоживания среднее значение предела прочности плит кг/см и диапазон изменения влажности по толщине ковра ,8-93,7%.
Средние значения предела прочности плит и влажности ковра для двустороннего (предлагаемого) способа обезвоживания приведены в таблице.
Влажность верхнего и нижнего слоев отличается на 2-5%, что позволяет улучшить качество плит за счет равного распределения волокна и отверждения связующего по толщине плиты при ее горячем прессовании, предотвращения возникновения расслоений и пузырей в готовых плитах.
ставом сырья 30% лиственных и 70% хвои- Двустороннее обезвоживание позволяет ста- ных пород проклеивают, при этом концент- билизировать влaжнoctь после механичес- рация химикатов составляет, % к массе кого отжима ковра (перед горячим прессо- абсолютно сухого волокна: серная кислота ванием) в пределах 68-74%. Предел проч- 0,7; парафин 0,8; фенолформальдегидная ности плиты возрастает на 10-15% по сра- смола 1,0. Проклеенная древесно-волокнис- 20 внению с односторонним обезвоживанием за тая суспензия с концентрацией 1,2% обез- счет упрочнения структуры и перемещения воживается на сетке № 8 (свободным сте- волокна мелких фракций в верхние слои ков- канием воды) и затем со скоростью 17 м/мин подается к отсасывающим ящикам 2 и 4 между сетками 1 и 3. Величина вакуума создается при помощи вакуумнасоса и устанавливается в пределах 0,006 - 0,015 МПа. Полученные образцы ковра механически обез25
ра. Угол наклона верхней сетки относительно нижней устанавливается в зависимости от концентрации массы, степени помола волокна и находится в пределах 5-10°.
воживаются и запрессовываются в лабораторном прессе при t 195°C и давлении 5,0 МПа.
Значение превышения вакуума в верхних отсасывающих ящиках относительно нижних исследовалось в диапазоне 1,05-1,25 раз.
Увеличенная глубина вакуума в верхнем отсасывающем ящике позволяет не только повысить качество плит, но и снизить «про вал мелкого волокна, которое не загрязняет оборотные воды и остается в структуре сформованного материала.
Величина превышения вакуума в верхних отсасывающих устройствах относительно нижних, ЛР
Среднее значение предела прочности плит, кг/см,
и диапазон изменения влажности ковра по толщине, %
0,5
329
320
331
336
333
91,1-93,6 91,2-92,7 91,5-92,1 89,7-93,589,5-92,6
1,1
374
370
376
377
375
92,1-93,5 90,1-92,7 89,1-90,5 89,7-91,7 91,1-92,0
1,15
1,2
369
372
374
380
378
90,4-91,3 90,1-92,0 89,7-91,6 89,1-91,7 90,4-92,2
380383378380381
90,7-91,8 90,0-91,3 89,0-90,6 89,3-91,5 90,7-91,4
1,25
350
342
351
347
349
90,8-93,4 90,7-92,4 91,3-92,3 89,7-92,3 88,4-91,5
При одностороннем (известном) способе обезвоживания среднее значение предела прочности плит кг/см и диапазон изменения влажности по толщине ковра ,8-93,7%.
Средние значения предела прочности плит и влажности ковра для двустороннего (предлагаемого) способа обезвоживания приведены в таблице.
Влажность верхнего и нижнего слоев отличается на 2-5%, что позволяет улучшить качество плит за счет равного распределения волокна и отверждения связующего по толщине плиты при ее горячем прессовании, предотвращения возникновения расслоений и пузырей в готовых плитах.
Двустороннее обезвоживание позволяет ста- билизировать влaжнoctь после механичес- кого отжима ковра (перед горячим прессо- ванием) в пределах 68-74%. Предел проч- ности плиты возрастает на 10-15% по сра- 0 внению с односторонним обезвоживанием за счет упрочнения структуры и перемещения волокна мелких фракций в верхние слои ков-
Двустороннее обезвоживание позволяет ста- билизировать влaжнoctь после механичес- кого отжима ковра (перед горячим прессо- ванием) в пределах 68-74%. Предел проч- ности плиты возрастает на 10-15% по сра- внению с односторонним обезвоживанием за счет упрочнения структуры и перемещения волокна мелких фракций в верхние слои ков-
ра. Угол наклона верхней сетки относительно нижней устанавливается в зависимости от концентрации массы, степени помола волокна и находится в пределах 5-10°.
Увеличенная глубина вакуума в верхнем отсасывающем ящике позволяет не только повысить качество плит, но и снизить «провал мелкого волокна, которое не загрязняет оборотные воды и остается в структуре сформованного материала.
320
331
336
333
370
376
377
375
372
374
380
378
342
351
347
349
Формула изобретения
Способ производства листовых материалов, преимущественно древесно-волокнис- тых плит, путем подачи древесно-волок- нистой суспензии в клиновой зазор между двумя бесконечными сетками, рабочие ветви которых образуют горизонтально расположенный участок совместного движения, вакуумного обезвоживания формуемого материа
ла по обе стороны сеток при помощи верхнего и нижнего отсасывающих ящиков и последующего прессования, отличающийся тем, что, с целью повыщения качества материала за счет перераспределения волокна в его структуре и уменьщения вымывания мелких фракций волокна, глубину вакуума в верхнем отсасывающем ящике поддерживают на уровне, превыщающем в 1,1 -1,2 раза глубину вакуума в нижнем ящике.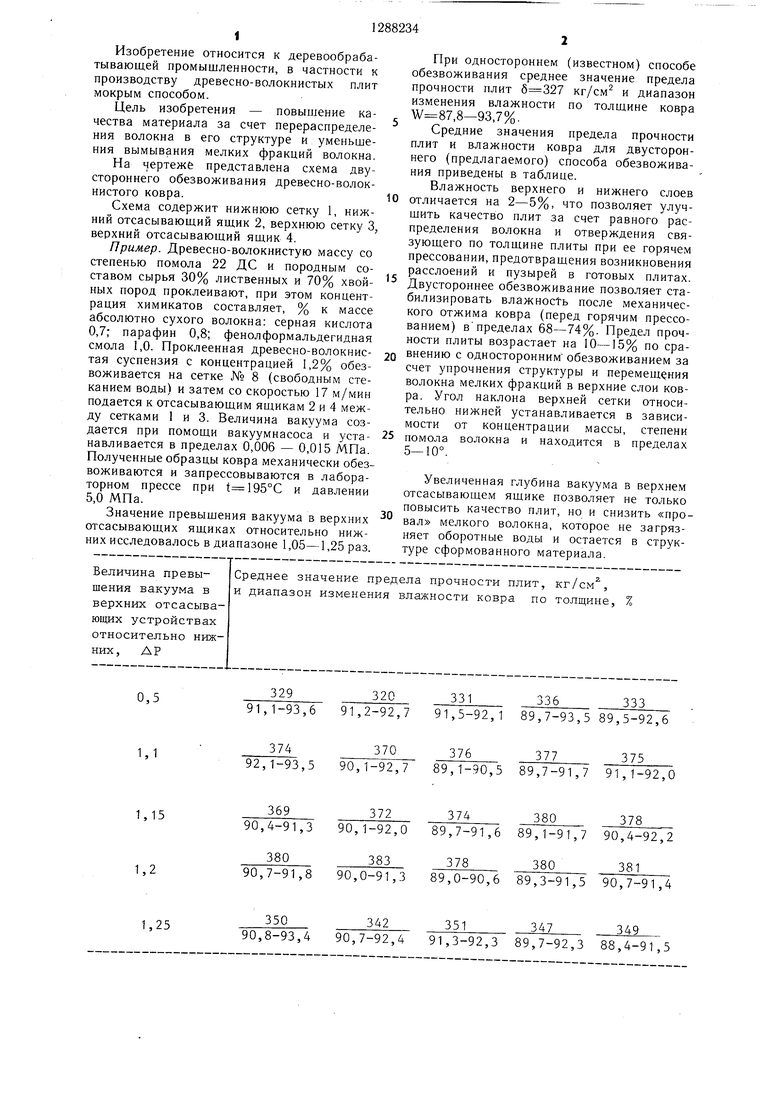
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для отлива древесноволокнистого ковра | 1991 |
|
SU1795993A3 |
| Способ формирования древесноволокнистого ковра и устройство для его осуществления | 1982 |
|
SU1096128A1 |
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| Линия для подачи и дозирования волокнистой суспензии | 1980 |
|
SU908613A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| Способ изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1381224A1 |
| Способ формирования ковра для древесно-волокнистой плиты | 1989 |
|
SU1724773A1 |
| Устройство для формования древесноволокнистых плит | 1989 |
|
SU1645325A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1980 |
|
SU889475A2 |
Изобретение относится к технологии обезвоживания древесно-волокнистой суспензии и может найти применение в де/ ревообрабатываюш.ей и бумажной промышленности при производстве древесно-во- локнистых плит и картона. Цель изобретения - повышение качества материала за счет перераспределения волокна в его структуре и уменьшение вымывания мелких фракций волокна. Волокнистая суспензия подается между двумя сетками 1 и 3 с от- сасываюшими верхними 4 и нижними 2 ящиками. Благодаря более глубокому вакууму в верхнем отсасываюшем яшике 4 мелкие фракции волокна не вымываются за счет гравитационного обезвоживания, а остаются в структуре полотна. При этом не Только уменьшается «провал волокна, но происходит внутреннее его перераспределение, что улучшает механические характеристики материала. 1 ил., 1 табл. (О (Л / N3 00 00 ьо 00 4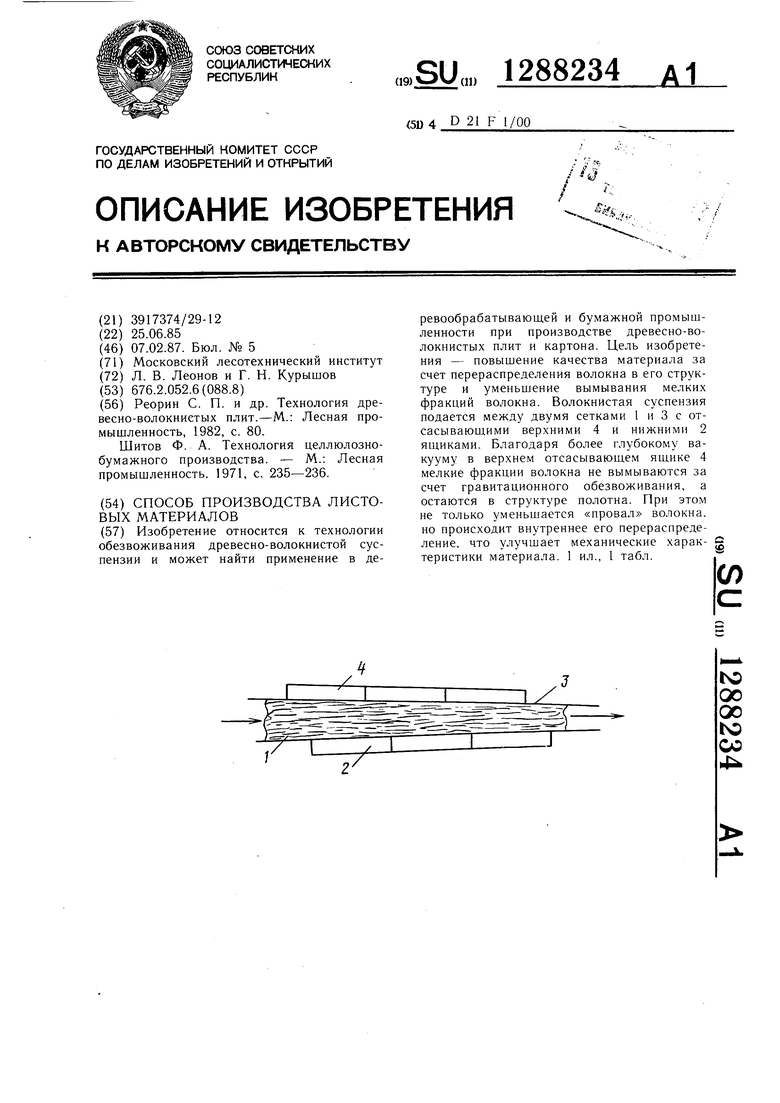
| Реорин С | |||
| П | |||
| и др | |||
| Технология дре- весно-волокнистых плит.-М.: Лесная промышленность, 1982, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Шитов Ф | |||
| А | |||
| Технология целлюлозно- бумажного производства | |||
| - М.: Лесная промышленность | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Упругая металлическая шина для велосипедных колес | 1921 |
|
SU235A1 |
