Известны автоматы для изготовления из проволоки пружни с использованием установленной в ипшиделе вращающейся онравкн, получающей возвратно-поступательное перемещение для захватывания конца проволоки и сбрасывания roTOBOii пружиныПредлагаемый автомат отличается от известных тем, что, с целью изготовления цилиндрических пружин с коническим концом, врап1,ающаяся оправка выполнена цилиндрической с коническим концом и соосно с ней расположена совершающая возвратно-поступательные перемещения втулка, предназначенная для подачи конца проволоки к пальцевому захвату, смонтированному на шнинделе автомата, направления оправки при навивке пружины и опоры для оправки при обрыве проволоки в результате скручивания последней на коническом конце вращающейся оправки.
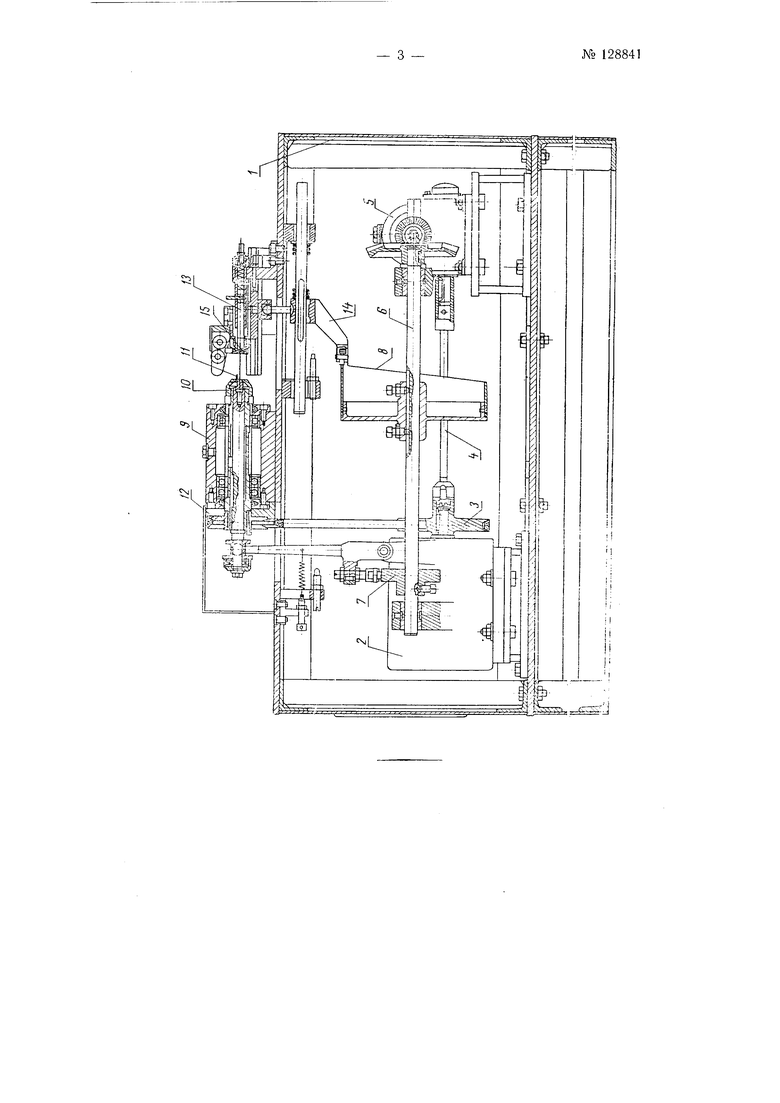
На чертеже показана схема автоматаВнутри сварного стола / смонтирован электродвигатель 2, вращение которого передается на щкив . и через вал 4 на червячный ред Ктор 5. Редуктор 5 передает вращение к распределительному валу 6, на котором установлены копиры 7 и 8. Вал 6 соверщает один оборот за пикл. На верхней плоскости стола смонтирована щпиндельная головка 9 с вращающимся захватом 10 и оправкой //. Оправка // получает вращение от электродвигателя через щкив 12 и осевое перемещение в момент окончания навивки от копира 7. Осевое перемещение производится для осуществления съема готовой пружины, которая падает з бункер (на чертеже не показан). На каретке 13, управляемой копиром 8, через поводок М установлен механизм подачи проволоки, включающий втулку 15, которая направляет проволоку в захват 10 в момент начала навивки и ведет ее в процессе навивки, обеспечивая заданный щаг витка- Одновременно втулка 15 направляет и поддерживает оправку //.
№ 128841 -2 В момент окончания }1авивки на конусном конце оправки происходит мгновенное скручивание проволоки, вследствие чего она обрываетсяСтанок может переналаживаться для изготовления разной длины и дидметра-.
Предмет изобретения
Автомат для изготовления из проволоки пружин с использованием установленной в шеинделе вращающейся оправки, получающий возвратно-поступательные перемещения для захватывания конца проволоки и сбрасывания готовой пружины, отличающийся тем, что, с целыо изготовления цилиндрических пружин с коническим концом, вран1ающаяся оправка выполнена цилиндрической с коническим концом и соосно с ней расположена соверщающая возвратно-поступательные перемещения втулка, предназначенная для подачи конца проволоки к пальцевому захвату, смонтированному на щпинделе автомата, направлении оправки при навивке пружины и опоры для оправки при обрыве проволоки в результате скручивания последней на коническом конце вращающейся оггравки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ПРУЖИН | 1966 |
|
SU182099A1 |
| Автомат для навивки пружин | 1979 |
|
SU860922A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ПРУЖИН | 1969 |
|
SU247904A1 |
| Устройство для навивки пружин | 1978 |
|
SU745580A1 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления спиральных изделий | 1981 |
|
SU1026909A1 |
| ПРУЖИКОНАВЙВОЧНЫЙ АВТОМАТ | 1968 |
|
SU211508A1 |
| Автомат для изготовления призматических пружин | 1956 |
|
SU108889A1 |
| Устройство для навивки пружин | 1982 |
|
SU1147495A1 |