ff
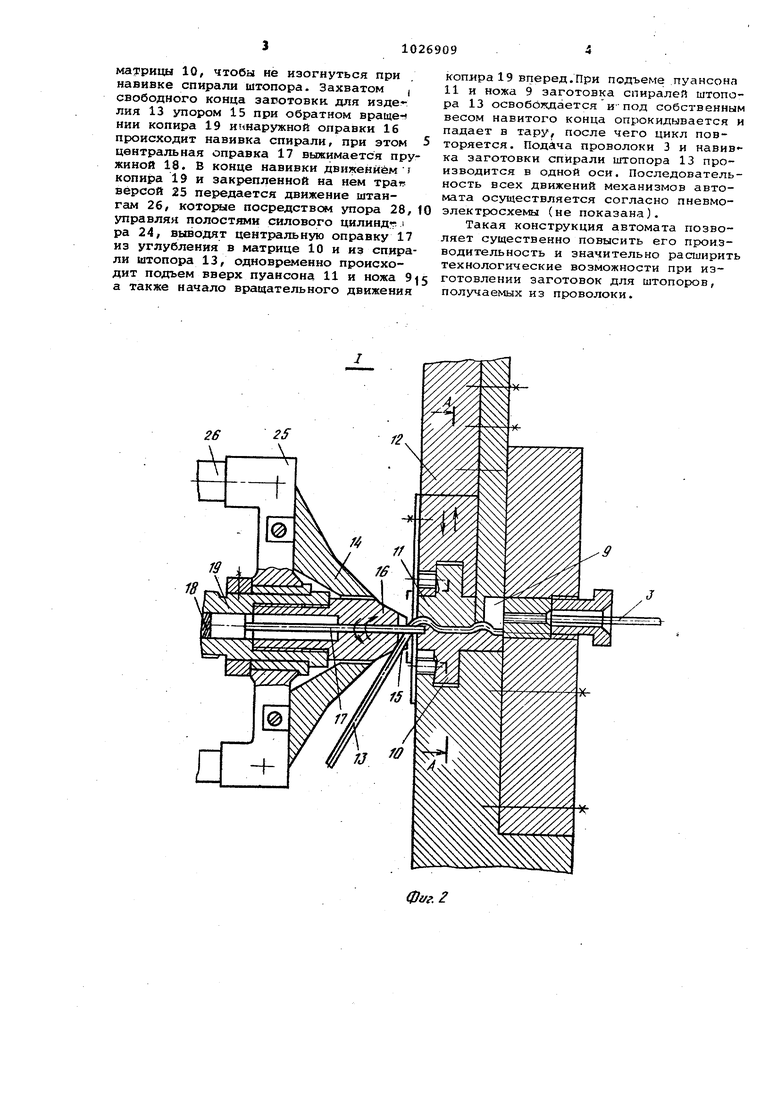
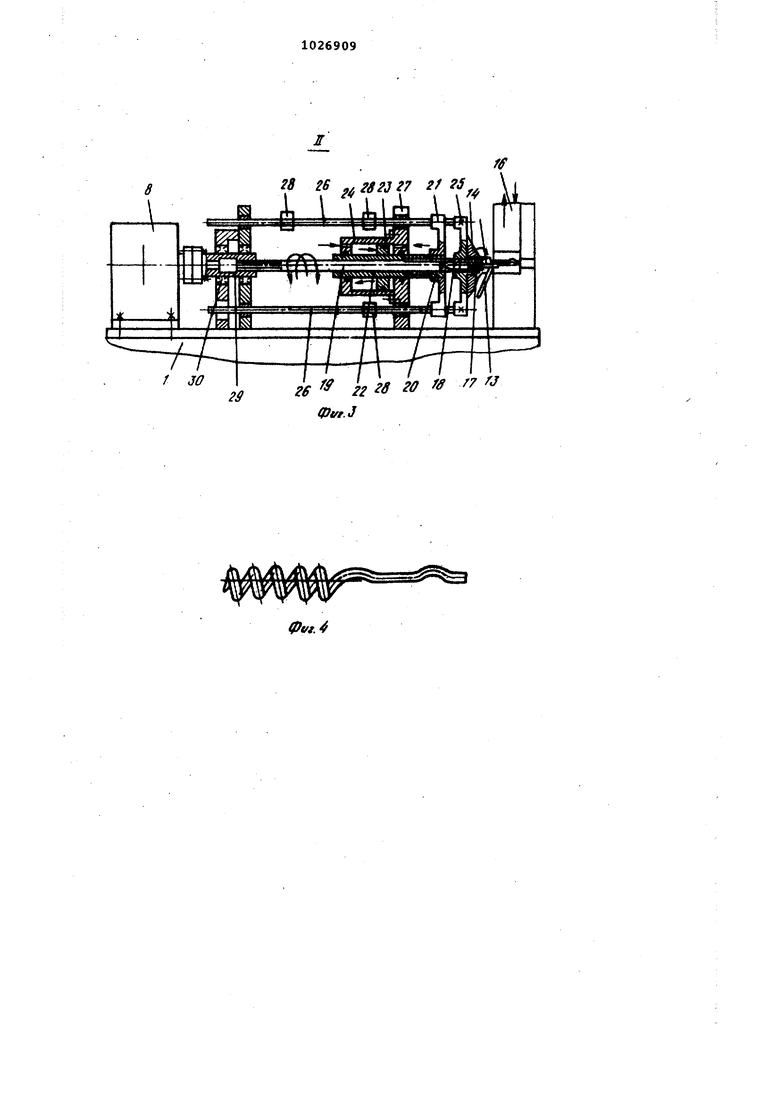
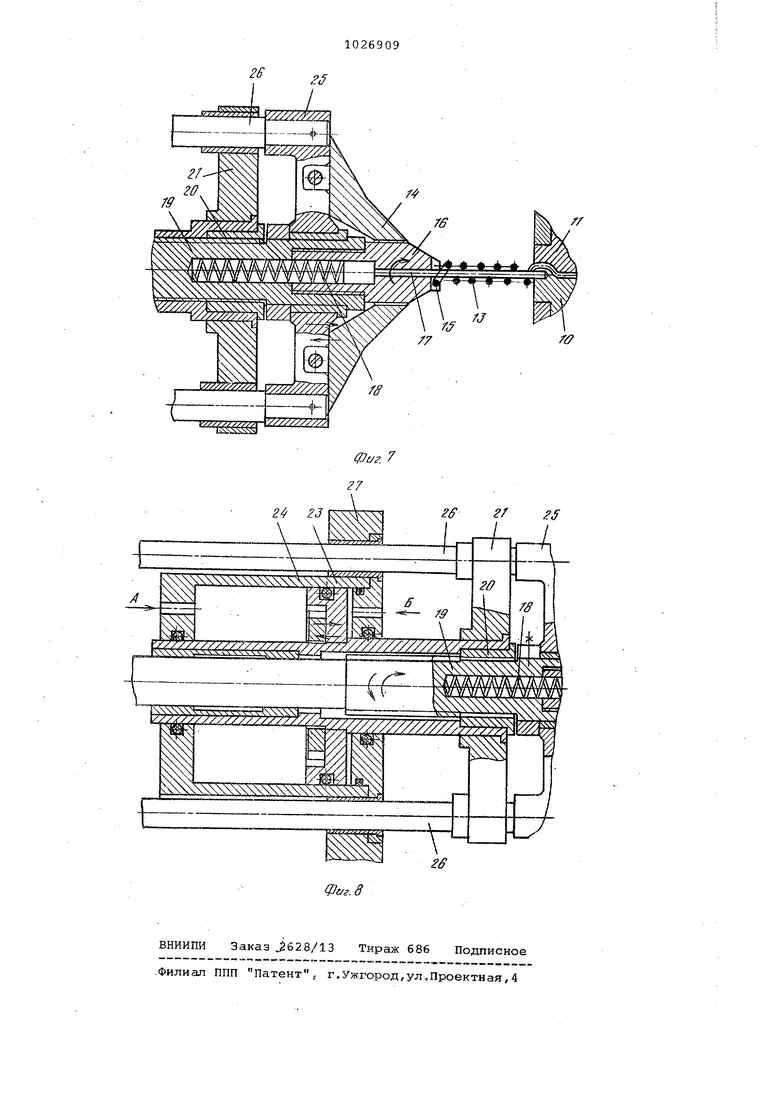
г Изобретение относится к обработке «(атериалов давлением, в частности к оборудованию для изготовления спиральных изделий, преимущественно што поров. Известен автомат для изготовления спиральных изделий, содержащий механизм подачи и резки проволоки, меха низм навивки, имеющий оправки, и механизм ооааботки конца изделия,1}. Недостатком известного технического решения является то, что его производительность ограничена. Наиболее близким к изобретению является автома.т для изготовления сриральных изделий, содержащий смонтЬрованные на станине механизмы пода ч и резки проволоки, приводной меха низм навивки спирали, имеющий центр льную и наружную оправки с захватЬм для проволоки, механизм для осе вого перемещения центральной оправки и механизм обработки конца изделия, состоящий из размещенной на станине матрицы и приводного пуансона 2J. Недостатком этого устройства является то, что его технологические возможности ограничены. Целью изобретения является повыш нйе производительности и расширение технологических возможностей. Указанная цель достигается тем, что в известном автомате для изготовления спиральных изделий, содержащем смонтированные на станине механизмы подачи и резки проволоки, приводной механизм навивки спирали, имеющий центральную и наружную оправ ки с захватом для проволоки, механизм обработки конца изделия, состоящий из размещенной на станине матрицы и приводного пуансона, механизм навивки спирали состоит из смо тированных на станине двух стоек, размещенных в стойках с возможностью возвратно-поступатзльногО перемещени штанг, смонтированной на штангах траверсы и закрепленного на траверсе направляющего конуса для проволо кн, в котором смонтированы наружная и .центральная оправки, при этом механизм осевого перемещения оправо выполнен в виде ходового винта и гайки, а привод механизма навивки, спирали состоит из смонтированного на одной из стоек станины силового Цилиндра. На фиг.1 представлен автомат, об щий вид; на фиг, 2 - узел I на фиг. Ij на фиг. 3 - узел и на фиг. 1; на фиг. 4 - готовое издел:ие на фиг. 5 -разрез А-А на-фиг. 2; на фиг. 6 - момент резки, обработки конца изделия и захвата заготовки при навивке спирали; на фиг. 7 момент окончания навивки спирали штопора; на фиг. 8- перемещение поршня со штоком и винтового копира с траверсами (начало вытягивания центральной оправки). Автомат для изготовления опиральных изделий содержит станину 1, на которой закреплены г барабан 2 с проволокой 3 , механизмы подачи и резки проволоки 4, механизм обработки конца изделия 5, механизм навивки спирали 6. Кроме того, в станине 1 установлен привод 7 с редуктором 8. Механизм резки имеет подвижный нож 9, а механизм обработки конца изделия 5 имеет закрепленную на станине 1 фигурную неподвижную матрицу 10, приводной, пуансон 11, закрепленный на бойке 12. Пуансон 11 удерживает конец изделия, 13 при изгибе проволоки 3 направляющим конусом 14 от прокручивания ее при захвате косым упо.ром 15 наружной оправки 16 и навивки ее на центральную оправку 17, поджимаемую пружиной 18. Механизм навивки спирали 6 выполнен с приводом.от вращающегося -винтового копира 19 и |Гайки 20, установленной в траверсе 21 и скрепленной с полым штоком 22 и поршнем -23, установленных в силовом цилиндре 24. Направляющий конус 14 жестко закреплен на траверсе 25, в отверстиях которой установлены штанги 26, свободно проходящие в отверстиях траверсы 21 и неподвижных стоек 27. На штангах 26 подвижно установлены упоры 28, которые взаимо,действуют с конечными электропневмопереключателями.Реверсивное движение копиру 19 передается шлицевой втулкой 29, установленной в подшипниках 30 от редуктора 8. Изделие 13 выполнено в виде штопора. Автомат работает следующим обра зом. В начале цикла поршень 23 с г полым штоком 22 и копиром 19 находится в крайнем заднем положении. Включается привод 7 и редуктором 8 пере,- дается прямое вращение копиру 19,одновременно механизмподачи проволоки 4 подает проволоку 3 на заданную длину в механизм резки и механизм обработки конца изделия 5, опускается ползун 12, и поочередно нож 9 отрезает заготовку для изделия 13 заданной длины, а пуансон 11 отштамповывает и зажимает ее конец., посл.е чего срабатывает силовой цилиддр 24 и быстро двигается вперед с выдвинутым копиром 19 до упора с матрицей 10 механизма 5, при этом конусом 14 изгибается свободный конец заготовки для изделия 13, оправка 16 одновременно получает обратное вращательное движение с копиром 1.9 от гайки 20 по заданному шагу спирали. При быстрой подаче.тпологого штока 22 вместе с копиром 19 и наружной оправкой 16 вперед одновременно центральная оправка 17 сжимает пружину 18 и своим торцом входит в углубление
матрицы 10, чтобы не изогнуться при навивке спирали штопора. Захватом , свободного конца заготовки для издег ЛИЯ 13 упором 15 при обратном вращеч НИИ копира 19 иннаружной оправки 16 происходит навивка спирали, при этом центральная оправка 17 выжимается пружиной 18. В конце навивки движением г копира 19 и закрепленной на нем тра« вёрсой 25 передается движение штангам 26, которые посредством упора 28, управляя полостями силового цилиндг i pa 24, выводят центральную оправку 17 из углубления в матрице 10 и из спирали штопора 13, одновременно происходит подъем вверх пуансона 11 и ножа 9 а также начало вращательного движения
копира 19 вперед.При подъеме пуансона 11 и ножа 9 заготовка спиралей штопора 13 освобо дается ипод собственным весом навитого конца опрокидывается и падает в тару, после чего цикл повторяется. Подача проволоки 3 и навив«ка заготовки спирали штопора 13 производится в одной оси. Последовательность всех движений механизмов автомата осуществляется согласно пневмоэлектросхемы (не показана).
Такая конструкция автомата позволяет существенно повысить его производительность и значительно расширить технологические возможности при изготовлении заготовок для штопоров, получаемых из проволоки.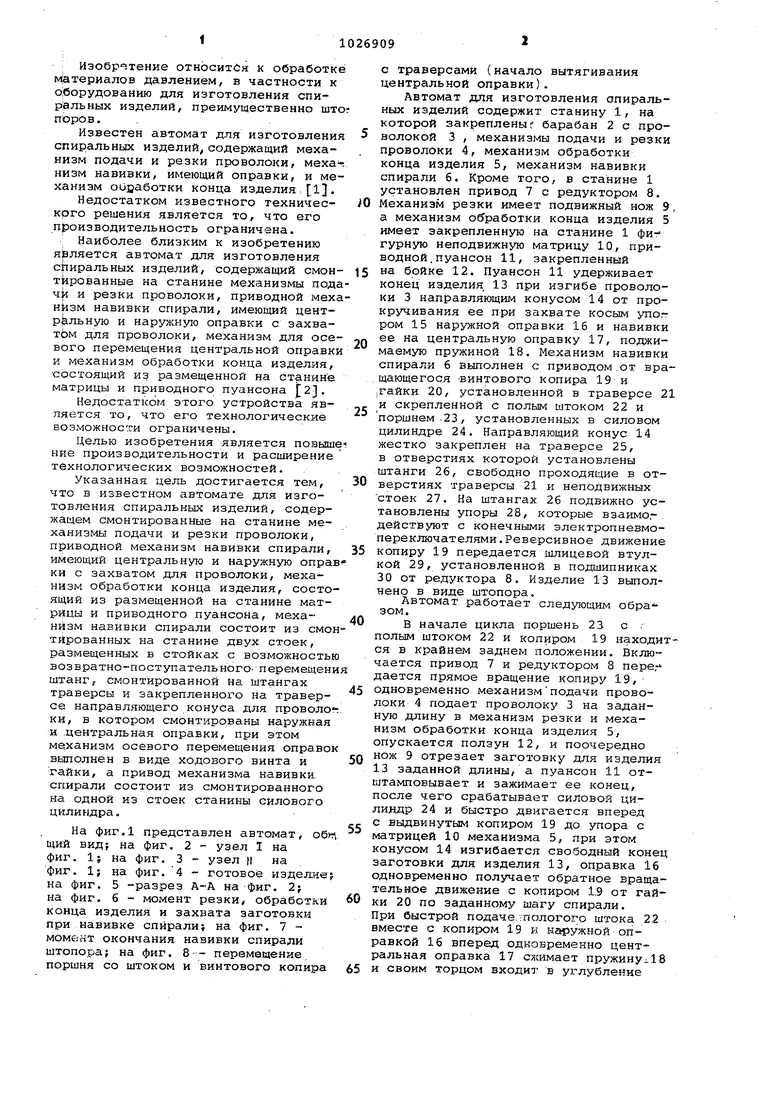
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ЛЕНТЫ ПЛОСКИХ СПИРАЛЕЙ | 1971 |
|
SU295595A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для изготовления колец из проволоки | 1981 |
|
SU1055575A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Автомат для изготовления изделий из проволоки | 1981 |
|
SU1042858A1 |
| Автомат для двусторонней высадки | 1979 |
|
SU1107945A1 |
АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ ИЗДЕЛИЯ, содержащий смон тированные на станине механизмы подачи и резки проволоки, приводной механизм навивки спирали, имеющий центральную и наружную оправки с. захг ватом для проволоки, механизм осевого перемещения центральной оправки и механизм обработки конца изделия, состоящий из размещенной на станине матрицы и приводного пуансона, отличающийся нем, что, с целью повышения производительности и расширения технологических возможностей, навивки спирали состоит из CMOiHHpOBaHmix на станине двух стоек, разме&генных в стойках с воэможностыв возвратно-поступательного перемещения штанг, смонтированной на штангах травед сы и закрепленного на траверсе направляющего конуса для проволоки, в котором смонтированы наружная и центральная оправки, при этом механизм осевого перемещения оправок выполнен в виде ходового винта и гайки, а привод механизма навивки спирали состоит из смонтированного на одной из стоек станины сило- вого цилиндра.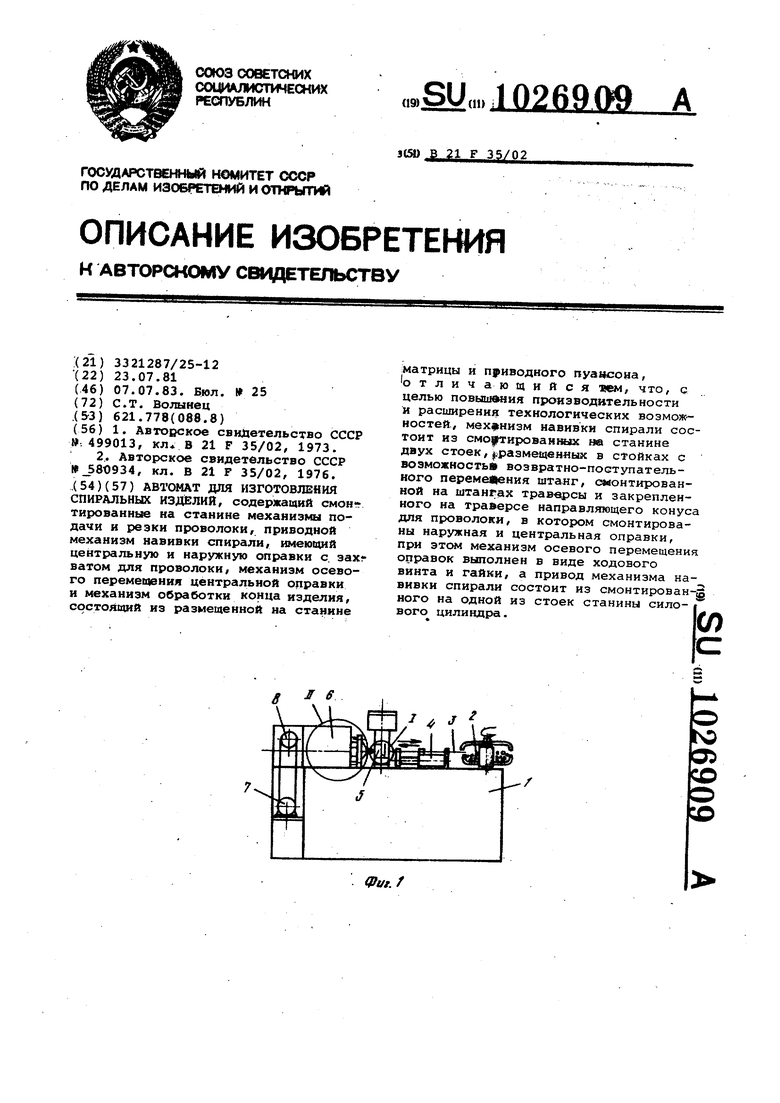
f/.ff Yf/. il
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для отгибки крайнего витка пружины растяжения | 1973 |
|
SU499013A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Накаливаемый катод для вакуумных приборов | 1924 |
|
SU934A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
