289
в полость 13 засЫ1 пи)Т иорошог-.. При помощи электродвигателя (но покл зл:;) изделию придают вращение. Иод дейс - вием центробежных сил частицы портика выбрасываются из полости KJ гфорези 16 на внутреннюю поверхиос i , изделия и формируют на ней поролгковь слой равномерной толщины. Заготовку нагревают до задантгой температур, и производят спекание ггокрытия, liocjTO охлаждения изделия с покр) злектИзобретение относится ic порошковой металлургии, в частнос/ги к нанесению покрытий из порошков н,) поверхность изделий.
Целью изобретения являеп ся повышение качества покрытия,
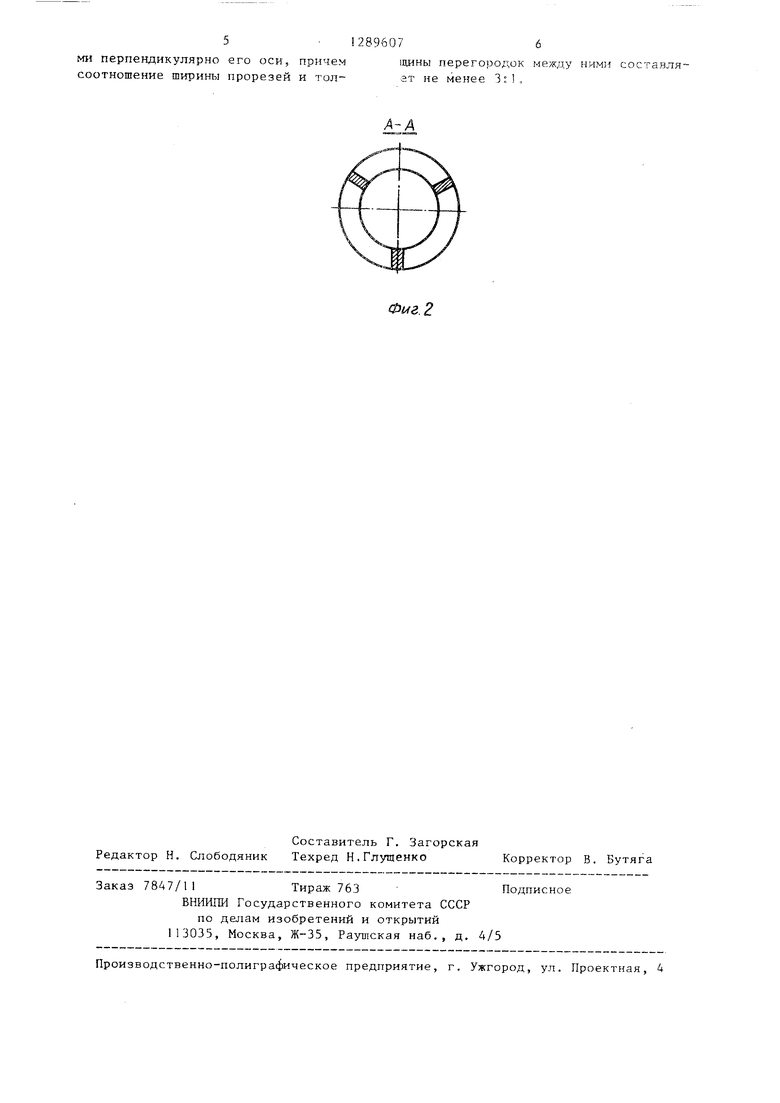
На фиг. 1 показано устройство, обгсгий вид; ка фиг. 2 - разрез А-А на фн Г. 1 .
Устройство содержит основание 1, на котором расположен узел враш,е}П1я (не обозначен), иабженньш истсчьш- ком 2. нагрева. Вращение от электро- двигателя (не показан) через Kjn-nio- вой ремень 3 передается на шкив 4 и связанный с ним над 5, отверст-ие которого расточено под конус Морзе для закрепления верхней съемной центрирующей теллоизоляциог-птоГа оправки состоящей из хвостовика 6, теплоизоляционных щайб 7 и
3 ащи т ь о и шайбы 9, гайки 10 и поджимного наконечника 1 1 Внутри нижней части гю.пжим- ного наконечника по его оси выполнены две сообщарлциеся между собой линдрические полос т-и 12, 13. Полость 12 (меньшего диаметра) ;::с1е,1;:и- нена с каналами 14. Полость 13 (.гаего диаьгетра) соответствует высоте и объему формируемог о па поверхности изделия покрытия. В стенке 15 наконечника, ограничиваюо;ей полоеть 13, выполнены прорези 16 перпендикулярно оси наконечника. Прорези расположе- Hbi равномерно и в пределах высоты формируемого покрытия, причем соотношение ширины прорезей и толщины перегородок 1 7 ними составляет не менее 3:1,
одвигатил (П к;1;оча 0 1 . изделие опус- и С1 имают с ту:;ки 29, Процесс H/ineceHHH ;1окрь тия повторяют на дру- изделии, Ра)знсм рнск:ть ианесетпюго порсмлкоисч о с;.:-оя достига- е1тс:я расположспгисм рав)омер- ;;о по Bbico re сте пчи, ограпичиваю цей полость 13 (бол1Л 1его диаметра), при соотношении ипгрипы прорезей и толпщ- ны перегородок между пими не менее 3:1, 2 ид., табл.
Узел вращеппя закреплен на осиова- оии 1 посредством стакана 18, з ко- i opoM на подгпиппкках 19 смон :-ирован :юлый вал 5. К оепованию также кре- :гкггся корггус 20, в котором размешен стакан 21 вмеете с установленным в ;;tJM аодш}П1Пиками 22 и полым валом 23, 1 полый вал 23 вставлена нижняя съем- пая теплоизоляциоппая оправка, состоящая из хвостовика 24. reпJ;OИзoля.и- оыных шайб 25 5 26s защитной шайбь 27,. гайки 28 и смеп ной втулки 29, пз которой устаиазливается покрываемое изделие, Стакан 2 соедрп1ен со штоком Г певмоцилиндра 30, закре1/::ен:юго на
i
Устрюйство работает следующим образом,
г) Иа сменную втулку 29 устанавлива- с:тся изделие. При подаче сжатог-с воздуха в пневмоцилиндр 30 его шток поднимает стакан 21 и изделие перемешается в зону действия индук-тора уста5 новки 2 нагрева токами высокой час- |ТОты (не показана) , г де входит в контакт с поджип,М 1акопечп}п ом 1 1 , входящим в е-остав верхней с-вег-.-пой теп- лоизотппцлотп ой оправки. Через ка- ;:ал 14 в подоств 13 доверху засыпается порошок. Включением электродвигателя (не показан) изделию (заготовке) придают вращение. Под действием -центробежных сил частицы порошка мгно- гзенно выбрасьшаются из полости 1 3 через прорези 16 на внутреннюю поверхность изделия и формируют на ней порошковый слой равномерной толщины. Заготовку нагревают до требуемой температуры. KoiiT-роль за режимом нагрева
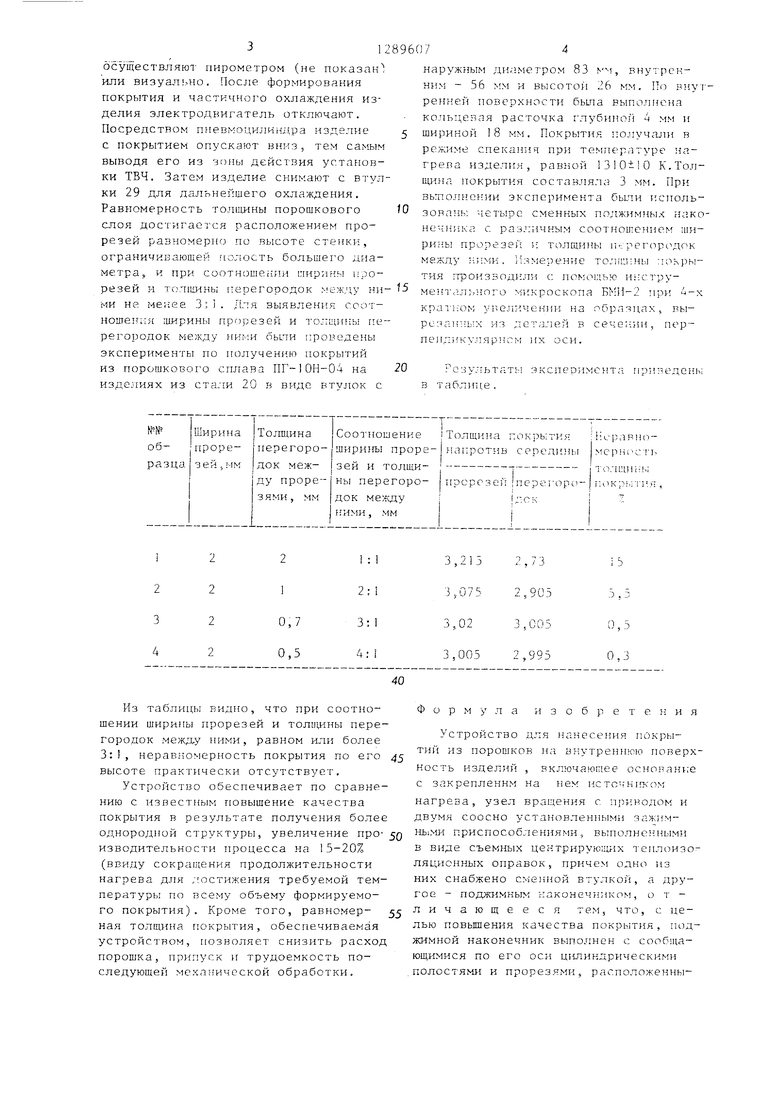
осуществляют пирометром (не показан или визуал лю. После фopмиpoвat ия покрытия и частичного охлаждения изделия электродвигатель отключают. Посредством пневмоцилин гра изделие с покрытием опускают вниз, тем самым выводя его из зг)ны действия установки ТВЧ. Затем изделие снимают с втул ки 29 для дальнейшего охлаждения. Равномерность толщины порошкового слоя достигается расположением прорезей равномерно по высоте стенки, ограничивающей гих юсть большего диаметра, и при соотношеняи ширины прорезей и толшинь; перегородок меж. ни ми не менее 3;). Для выявления соот- ношенпя ширины прорезей и толоцигь пе регородок между ними бьши проведены эксперименты по получению покрытий из порошкового сплава 11Г-10Н-04 на изделиях из стали 20 в виде втулок с
Из табли ;ь видно, что при соотношении ширины прорезей и толоц ны перегородок ними, равном или более 3:, неравномерность покрытия по его практ1- чески отсутствует.
Устройство обеспечивает по сравнению с -1звестным повышение качества покрытия в результате пoлyчe ия более однородной структурь, увеличение про- изводительности родесса на 15-20% (ввиду сокращения продолжительности нагрева для ;;остижения требуемой температуры по всему объему формируемого покрытия). Кроме того, равномер- ная тола1ина покрытия, обеспечиваемая устройством, позволяет снизить расход порошка, 1рипуск и трудоемкость последующей механической обработки.
896074
наружным дия.метром 83 , внутрен- ниу, - 56 - и высотой 26 мм. По внут - ренней поверхности была выполнена кольцевая расточка г лубнпо ч мм и 5 шириной 18 . Покрь тия получали в режиме спекания при температуре нагрева изделия, равной К.Тол- иц1на покрытия составляла 3 м. При вьгпо.гптеьгии эксперимента были исполь- четыре сменных подж1тмных нако- не-.;ника с раз.чичным соотно1пе})ием ;ии- ринь прорезей и толгцнны пч peroptvK K между ними, -;тмерен {е тол;1 ;ны локры- тия ;Троизводили с noN oi;Lbre и.чстру- ме1{1 ;льного микроскопа Бг И-2 npt; i-x Kpai iiOM увеличен) на Рбрая,ах, вы- резаинь;х из дета/шй в сечении, пер- пе 1дикулярнсм х оси.
JO
t5
20
Форм у л а и 3 о б
е т е
и я
Устройство для нанесения Г 0кры- тий из порошков на в:чутре И1Ю1о оверх- ность изделий , включающее основание с закрепленнм на нем KTO -.:HnKONi нагрева, узел вращения с П1)иводом и двумя соосно установлен ыми зажим- приспособлениями 5 выполненными в виде съемных центрирующих те лоизо- ляционных оправок, причем одно из них снабжено о енной втулкой, а другое - поджимны ; наконечником, о т - личаюш;ееся тем, что, с целью повышения качества покрь тия, поджимной наконечник выполнен с сообщающимися по его осн цнлиндрическ -;ми полостями и прорезями, расположеннь 5 1289607
ми перпендикулярно его оси, причем соотношение ширины прорезей и толщины перегородок между ними составляет не менее 3:1,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| Устройство для нанесения покрытий из металлических порошков на цилиндрические детали | 1982 |
|
SU1069955A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей | 1987 |
|
SU1496928A1 |
| Способ нанесения покрытий методом электроконтактного припекания | 1982 |
|
SU1087285A1 |
| Способ восстановления изношенных поверхностей полых цилиндрических изделий | 1987 |
|
SU1533840A1 |
| Устройство для получения покрытий | 1976 |
|
SU599929A2 |
| Сцинтилляционный детектор, способ его сборки и устройство для сборки сцинтилляционного детектора | 1991 |
|
SU1805410A1 |
| Установка для нанесения полимерных порошковых покрытий на токопроводящие изделия | 1984 |
|
SU1224015A1 |
| Устройство для получения покрытий из порошков на внутренней поверхности изделий | 1985 |
|
SU1289608A1 |
| Устройство для изготовления трубчатых изделий из порошка | 1987 |
|
SU1519921A1 |
Изобретение относится к устройствам для нанесения покрытий из порошков на внутреннюю поверхность изделий. Цель - повьшение качества покрытия. На сменную втулку 29 устанавливают покрываемое изделие. При подаче сжатого воздуха в пневмоци- линдр 30 его шток поднимает стакан 21 изделие перемещается в зону индуктора 2, где входит в контакт с поджимным наконечником П. Через каналы 14 3 с SS (Л 00 05 
.2
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ПОКРЫТИЙ | 0 |
|
SU394165A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № 942326, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
