Изобретение относится к машиностроению, в частности к устройствам для зачистки, и может быть использовано для производства полюсных катушек электрических машин и зачистке сварных швов полос различного профиля.
Целью изобретения является расширение технологических возможностей известных устройств для зачист ки путем обеспечения возможности обработки сварных швов широкого ассортимента полос различного профиля.
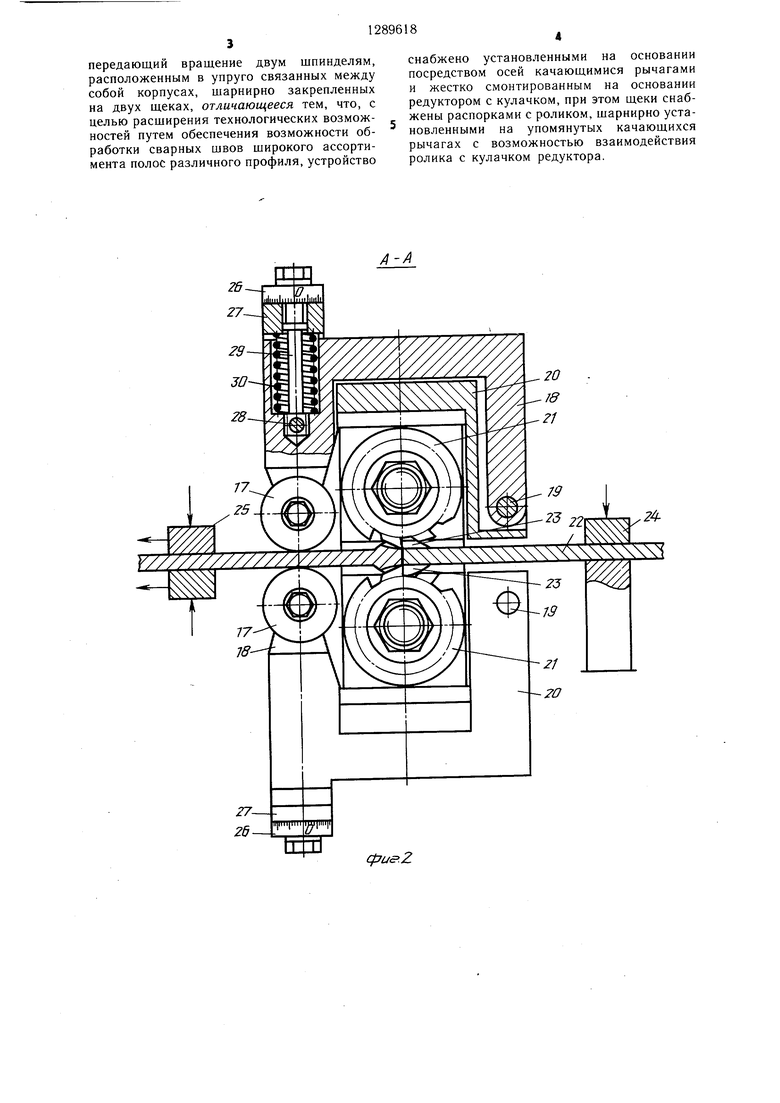
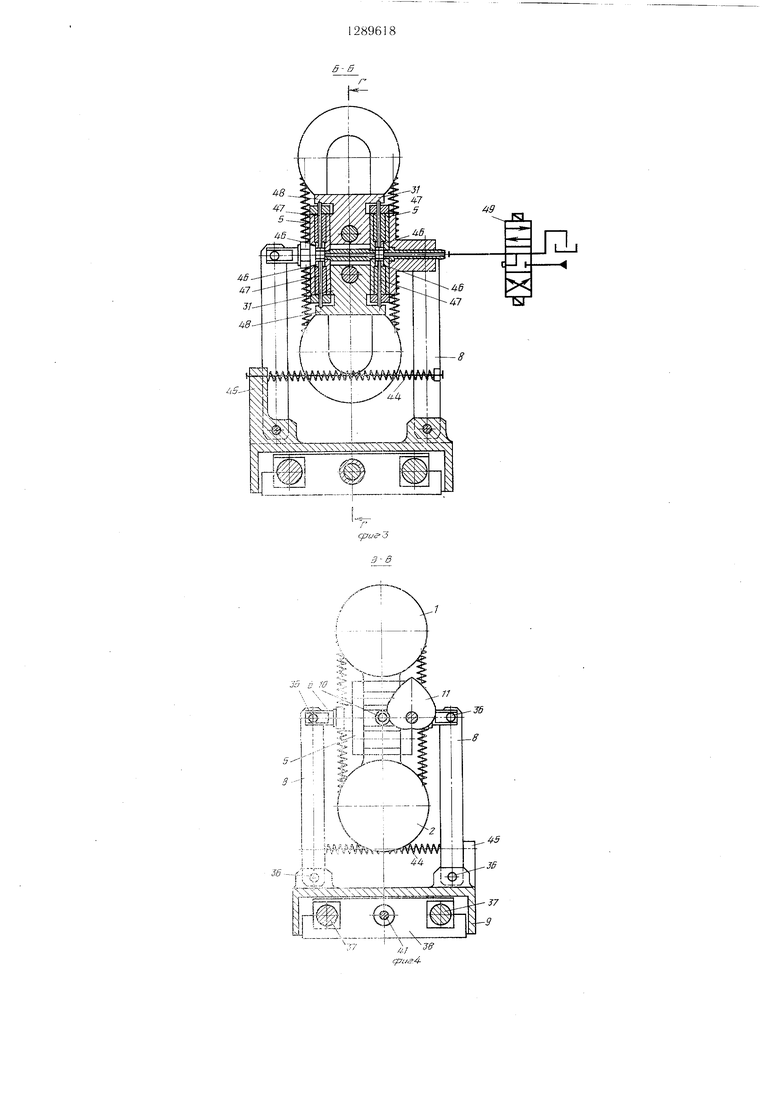
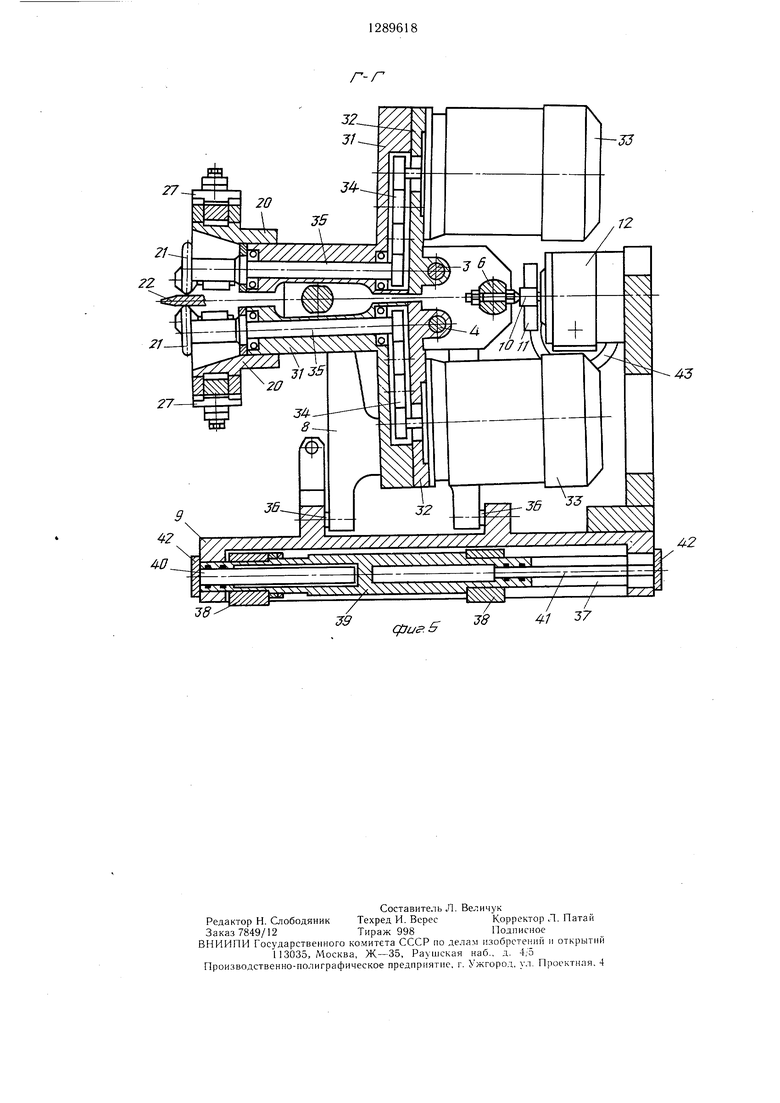
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 3.
Устройство содержит две фрезерные головки 1 и 2, шарнирно установленные на осях 3 и 4 между .двух ш,ек 5, связанных друг с другом распорками 6 и 7. Распорки 7 и 6 закреплены шарнирно на концах качающихся рычагов 8, установленных на основании 9. На распорке 6 закреплен неподвижно ролик 10, опирающийся на кулачок 11 редуктора 12, жестко смонтированного посредством кронштейна 13 на основании 9.
Головки 1 и 2 стянуты между собой пружинами 14. Каждая головка 1 и 2 имеет свой копирный механизм 15 и 16. Последние включают в себя копирные ролики 17, установленные на концах скоб 18. Скобы 18 осями 19 шарнирно закреплены в кронштейнах 20, неподвижно закрепленных на фрезерных головках 1 и 2. Между роликами 17 и фрезами 21 помещена свареная полоса 22 таким образом, что между фрезами 21 расположен участок полосы 22, утолщенный сварным швом 23, а между роликами 17 расположен участок полосы, не искаженный сварным швом. Периферийная поверхность роликов 17, контактирующая с полосой 22, имеет одинаковый профиль с фрезами 21. Полоса 23 зафиксирована в пространстве неподвижным 24 и подвижным 25 зажимами. Положение скоб 18 относительно кронштейнов 20 определено гайкой 26 с делениями, опирающейся через планку 27 на кронштейн 20. Гайка 26 связана со скобой 18 качающимся на оси 28 винтом 29 и пружиной 30.- Фрезерные головки 1 и 2 включают в себя корпус 31 с крышкой 32, двигатель 33, механическую передачу 34, шпиндель 35 и фрезу 21.
Кронштейны 20 копирных механизмов 15 и 16 неподвижно закреплены на корпусах 31. Качающиеся рычаги 8 осями 36 закреплены на основании 9. Последнее направляющими 37.установлено на поперечинах 38. Между направляющими 37 помещен гидроцилиндр 39, жестко закрепленный в поперечинах 38.
Гидроцилиндр 39 имеет два плунжера 40 и 41, опирающиеся на крыщки 42, неподвижно закрепленные на основании 9. Кулачок 11 жестко сидит на выходном валу ре
дуктора 12 с двигателем продольной подачи 43. Основание 9 (фиг. 4), качающиеся рычаги 8 с осями 36 и распорки 6 и 7 образуют параллелограмм. Пружина 44 растяжения закреплена одним концом на одном из рычагов 8, а другим - на выступе 45 основания 9 и прижимает ролик 10 к кулачку 11. В щеки 5 вмонтированы гидроцилиндры 46 со щтоками 47. Последние нажимают на выступы 48 корпусов 31. К гидроцилиндрам 46 подводится масло под давлением через гидрораспределитель 49.
Устройство работает следующим образом. Сваренная полоса 22 закрепляется в зажимах 24 и 25 (фиг. 2) и растягивается. Двигатели 33 и 43 включаются. Вращение от двигателей 33 передается на фрезы 21, а от двигателя 43 - на кулачок 11. Вращаясь, кулачок 11 перемещает опирающийся на него ролик 10. При этом распорки 6 и 7 и связанные с ними щеки 5 с осями 3 и 4
совершают возвратно-поступательные колебательные движения по дуге. Это движение обеспечивает подачу фрез 21 вдоль полосы 22 (поперек сварного шва 23).
При движении осей 3 и 4 по дуге имеет место вертикальная составляющая движения, она компенсируется поворотом корпусов 31 вокруг осей 3 и 4 на небольщой угол, и фрезы 21 движутся практически вдоль полосы 22.
Зазор между фрезами 21 (следовательно, и глубина фрезерования) определяется расстоянием между копирными роликами 17, которые перекатываются по нетронутому сварным швом участку полосы 22.
Таким образом, фрезы 21 повторяют вслед за роликами 17 профиль обрабатываемой полосы 22. После завершения рабочего провода фрез 21 в гидроцилиндры 46 подается давление гидрораспределителем 49, корпуса 3 разводятся штоками 47 и гидроцилиндром 39 все устройство возврашается в исходное положение (отводится от полосы 22).
Настроечные перемещения ролика 17 относительно фрезы 21 (для достижения одинаковой толщины полосы 22 на месте зачистки и на необработанном участке ее) осуществляются гайкой 26 со шкалой, которая, опираясь на планку 27, жестко закрепленную на кронщтейне 20, приподнимает или опускает винтом 29 скобу 18. Пружина 30 служит для устранения люфтов в системе настройки глубины фрезерования.
Таким образом, предлагаемое устройство обеспечивает возможность обработки сварных швов широкого ассортимента полос различного профиля.
55Формула изобретения
Устройство для зачистки, содержащее размещенные на основании электропривод.
передающий вращение двум щпинделям, расположенным в упруго связанных между собой корпусах, шарнирно закрепленных на двух щеках, отличающееся тем, что, с целью расщирения технологических возможностей путем обеспечения возможности обработки сварных швов широкого ассортимента полос различного профиля, устройство
снабжено установленными на основании посредством осей качающимися рычагами и жестко смонтированным на основании редуктором с кулачком, при этом щеки снабжены распорками с роликом, шарнирко установленными на упомянутых качающихся рычагах с возможностью взаимодействия ролика с кулачком редуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ИГЛОФРЕЗ | 1991 |
|
RU2018418C1 |
| Фрезерный станок | 1975 |
|
SU610617A1 |
| Станок для зачистки сварных швов | 1976 |
|
SU569402A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Устройство для зачистки | 1986 |
|
SU1397249A2 |
| Станок для зачистки сварных швов угловых соединений | 1975 |
|
SU523766A1 |
| УСТАНОВКА ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ ШВОВ | 1972 |
|
SU424673A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
Изобретение относится к области машиностроения, в частности к устройствам для зачистки. Цель изобретения - расширение технологических возможностей путем обеспечения возможности обработки сварных швов широкого ассортимента полос различного профиля. Две фрезерные головки 1 и 2, шарнирно установленные на осях 3 и 4, стянуты между собой пружинами 14 и установлены между двух шек 5, связанных друг с другом распорками 6 и 7, закрепленными на концах качаюш,ихся рычагов 8, установленных на основании 9. На распорке 6 неподвижно закреплен ролик 10, опи- раюш,ийся на кулачок 11 редуктора 12, жестко смонтированного на основании 9 с возможностью взаимодействия ролика 10 с кулачком 11 редуктора. 5 ил. i (Л 15 1О 00 ;о 05 СХ)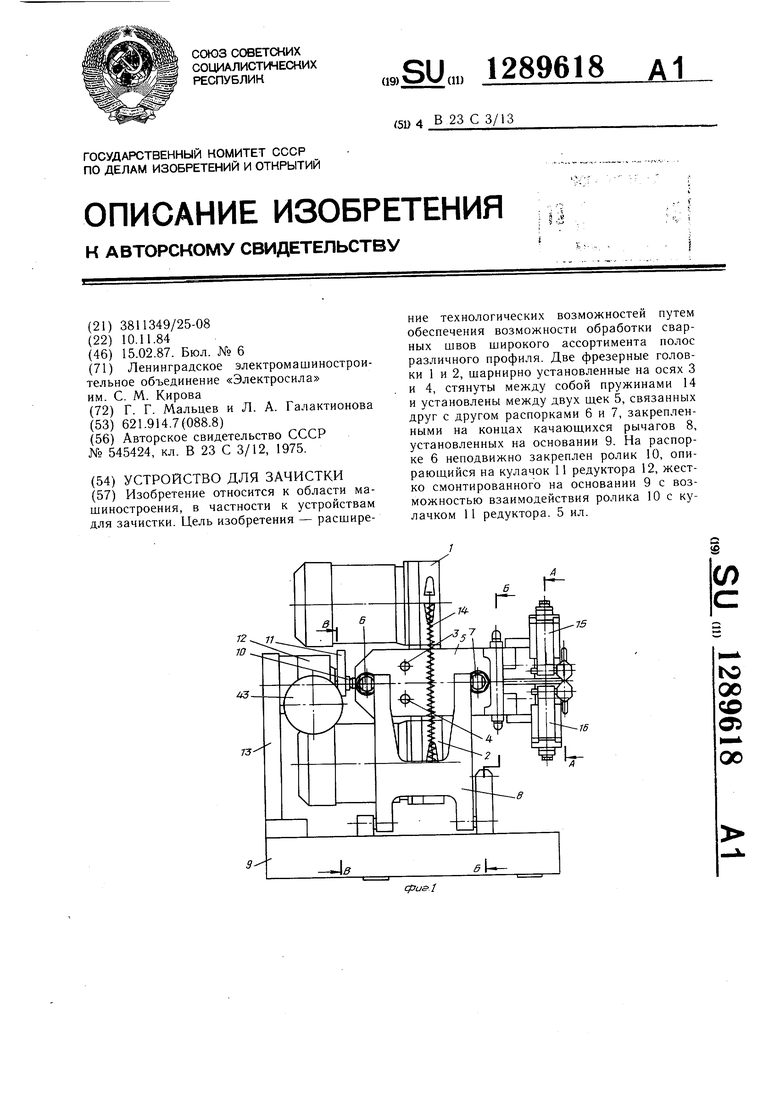
0:3
/}-А
24fpUc.Z
27
37
фиг.5
| Гратофрезное устройство | 1975 |
|
SU545424A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
