(54) СТАНОК ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАЧИСТКИ СВАРНОГО ШВА НА МЕТАЛЛИЧЕСКОЙ ПОЛОСЕ | 1972 |
|
SU344940A1 |
| Станок для зачистки сварных швов угловых соединений | 1979 |
|
SU889299A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| Фрезерный станок | 1975 |
|
SU610617A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Устройство для обработки швов приварки патрубков | 1977 |
|
SU722701A1 |
| Станок для зачистки сварных швов угловых соединений | 1975 |
|
SU523766A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
1
Изобретение относится к области станкостроения, и может быть использовано в металлургической промышленности в непрерывных трубосварочных агрегатах, непрерывных травильных агрегатах, в цехах холодной
прокатки.
Известны станки для зачистки сварных швов на металлических полосах, включающие расположенные одна над другой карет ки, несущие штоссели с инструментальными головками к зажимные губки.
Известные станки не обеспечивают качес.т венной зачистки шва на тонкой стальной полосе толщиной менее 1,5 мм и в особенности на полосе из легкого сплава из-за деформации полосы в зоне зажима и значительных усилий резания при обработке резцами.
С целью улучшения качества обработ ки, в предлагаемом устройстве одна из зажимных губок установлена с возможностью вертикального перемещения и снабжена устройством для регулирования усилия зажима.
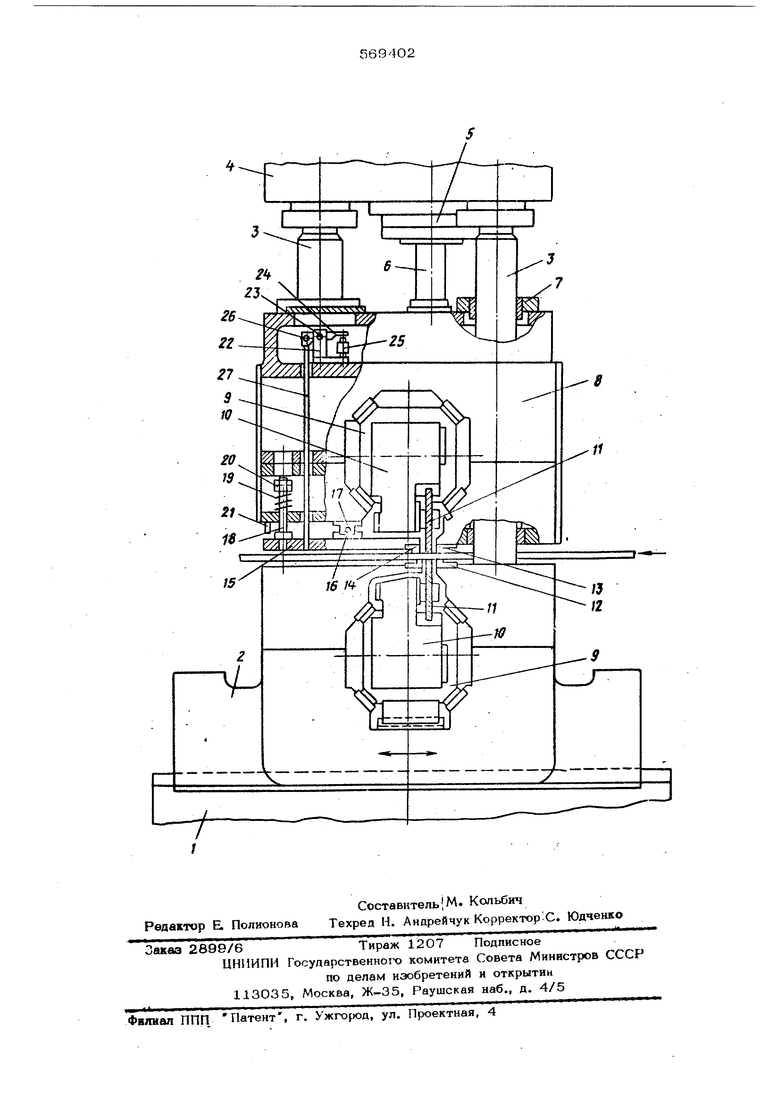
На чертеже представлен станок, общий вид.
Станок состоит из основания 1, по направляющим которого от гядроцилиндра (на чертеже не показан) перемещается нижняя каретка 2, несущая колонны 3, замкнутые сверху балкой 4. В балку 4 встроены гидроцилиндры 5, на штоках 6 которых подвешена базирующаяся по колоннам 3 направляющими втулками 7 верхняя каретка 8. Каретки 2 и 8 выполнены с внутренними направляющими, по которым перемещаются инструментальные штоссели 9, на торцах которых установлены фрезерные головки 1О со скоростными дисковыми фрезами 11, производящими обработку сварного шва. Зажимные губки 12 закреплены на нижней каретке 2, зажимная губка 13 - на верхней каретке 8, а зажимная губка 14 - на конце двуллечего рычага 15, ось 16 которого закреплена на кронштейне 17 верхней каретки 8. К противоположном концу рычага 15 через тягу 18 приложено усилие пружины 19, регулируемое при помощи гаек 2О. Для ограничения угла поворота рычага 15 на верхней каретке 8 установлен упор 21 так, чтобы в момент зажима полосы между
упором 21 и рычагом 15 был зазор. Hia верхней каретке 8 закреплен кронштейн 22, на оси 23 которого смонтнрован двуплечий рычаг 24, причем один конец его взаимодействует с конечным выключателем 25, а другой конец посредством оси 26 соединен с тягой 27, противоположный конеп которой закреллен в рычаге 15.
Станок работает следующим образом. Полоса транспортируется в зазоре между верхней и нижней каретками 2 и 8 до остановки сварного шва в зоне хода нижней каретки 2 по направляющим основания 1. После чего нижняя каретка 2 перемещается до совмещения оси фрез 11с осью сварного шва. Затем.верхняя каретка 8 опускается и под действием усилий от гидроцилиндров 5 полоса зажимается между губками 12,14 с другой стороны.
За счет вертикальной подвижности губки 14 компенсируется разнотолщинность сваренных полос и осуществляется их двусторонний зажим Кроме того, на паре губок 12 р 14 устанавливается меньщее усилие залшма, чем на паре губок 12 и 13 что обеспечивает свободное проскальзыва-
полосы (без выпучивания) межд губками 12 и 14 и, следовательно, качественную зачистку шва.
После зажима включается механизм, перемещающий штоссели 9 с фрезерными головками Ю вдоль щва. Производят обработку шва сверху и снизу полосы. По окончании обработки верхняя каретка 8 поднимается , дается команда на транспортировку полосы, нижняя каретка Ё и штосселя 9 перемещаются в исходные положения, цикл повторяется.
Формула изобретения
Станок для зачистки сварных швов на металлических полосах, включающий расположенные одна над другой-Каретки, несущие штоссепи с инструментальными головкам И и зажимные губки, отличающийся тем, что, с целью улучшения качества обработки, одна из зажимных гу-ц бок установлена с возможностью вертикального перемещения, я снабжена устройством для регулирования усилия эвжвм4.
