Изобретение относится к машиностроению, в частности к производству автоматов для изготовления проволочных решеток.
Целью изобретения является повышение производительности за счет совмещения one- раций контроля наличия прутков и выравнивания их торцов в одной плоскости.
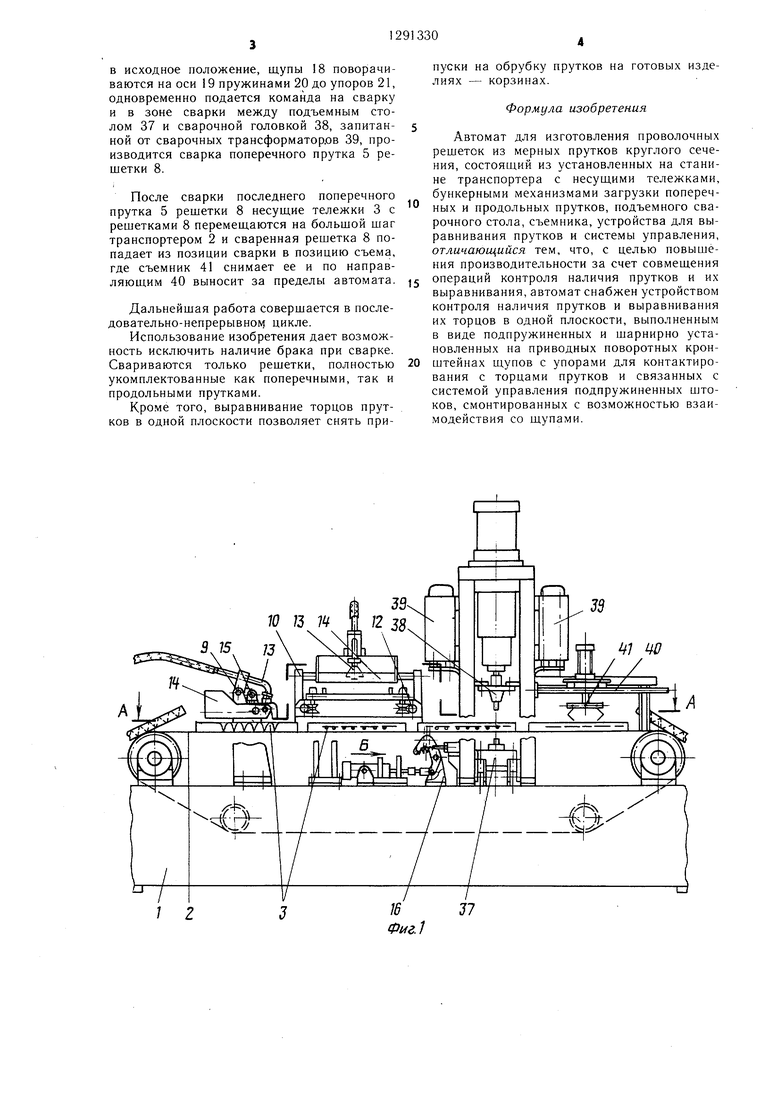
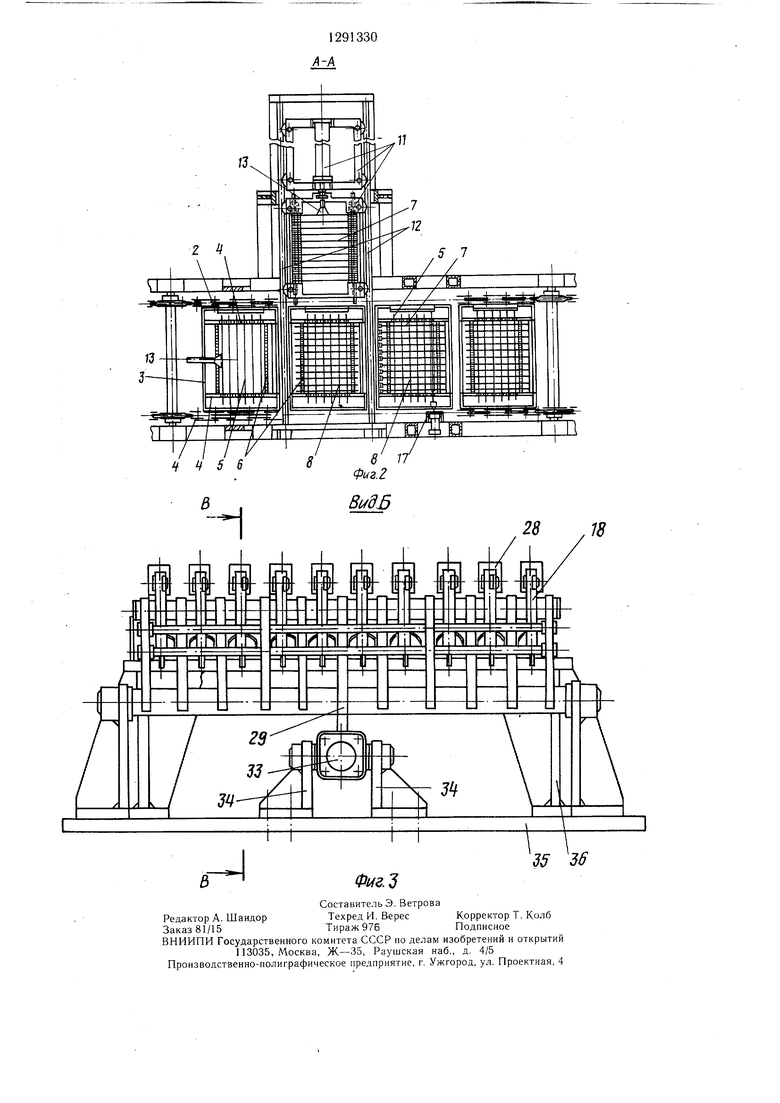
На фиг.1 показан предлагаемый автомат, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.З.
Автомат содержит станину 1, транспортер 2 с несущими тележками 3, на которых смонтированы гребенки 4 для поперечных прутков 5 и гребенки 6 для продольных прутков 7 решетки 8.
На станине 1 установлен механизм 9 загрузки поперечных прутков 5 и механизм 10 загрузки продольных прутков 7 со сборочной тележкой И, смонтированной в направляющих 12. Механизмы загрузки 9 и 10 снабжены присосками 13, бункерами 14 и толкателями 15.
Автомат оснащен устройством 16 для .выравнивания и контроля наличия продольных прутков 7 и устройством 17 для выравнивания и контроля наличия поперечных прутков 5 в гребенках 4 и 6 несущих тележек 3. Устройство 16 является многопозиционным по числу одновременно выравниваемых продольных прутков 7, а устройство 17 - однопозиционным для выравнивания поперечных прутков 5 по одному, непосред- ственно перед сваркой. Оба устройства состоят из щупов 18, смонтированных на оси 19, пружин 20, упоров 21, штоков 22 с пружинами 23, корпусов 24, конечных выключателей 25, закрытых кожухами 26.
На щупах 18 на осях 27 смонтированы упоры 28.
Ось 19 смонтирована на конце поворотного кронштейна 29, который сидит на оси 30 и связан серьгой 31 через резьбовую втулку 32 с приводом 33, установленным на кронштейнах 34 на плите 35, к которой также крепится корпус 36.
Кроме того, на станине установлены подъемный сварочный стол 37, сварочная головка 38 со сварочными трансформаторами 39, направляющие 40 съемника 41.
Автомат работает следующим образом.
В процессе работы транспортер 2 с несущими тележками 3 совершает большие и малые шаговые перемещения.
Сначала несущие тележки 3 соверщают перемещения на шаги, равные расстояниям между поперечными прутками 5 рещетки 8. Количество перемещений при этом равно количеству шагов между поперечными прутками 5.
В процессе этих перемещений, а именно Во время остановки несущей тележки 3 меж- ду щагами, механизм 9 загрузки из бункера 14 с помощью присоски 13, срабатывающей от толкателя 15, сбрасывает поперечo
5
0
t о
0
5
ные прутки 5 в гребенки 4 несущих тележек 3. В это время происходит сварка одного поперечного прутка 5 ранее собранной решетки 8.
В это время механизм загрузки 10 из своего бункера 14 с помощью присоски 13, срабатывающей от такого же толкателя 15, загружает продольные прутки 7 на сборочную тележку 11, которая после загрузки последнего прутка подается по направляющим 12 в зону транспортера 2, где ее ждет ранее загруженная поперечными прутками 5 несущая тележка 3. Производится пересыпание поперечных прутков 5 из сборочной тележки 11 в гребенки 6 несущей тележки 3. После этого транспортер 2 совершает большое шаговое перемещение и несущая тележка 3, загруженная поперечными 5 и продольными 7 прутками, которые вместе образуют решетку 8, перемещается в позицию сварки и останавливается первым поперечным прутком 5 над сварочным столом 37 под сварочной головкой 38, которая запитана от сварочных трансформаторов 39.
Но прежде, чем произойдет сварка первого поперечного прутка 5, производится выравнивание торцов прутков 5 и 7 и контроль наличия этих прутков в гребенках 4 и 6 несущей тележки 3. Выравнивание и контроль наличия всех продольных прутков 7 производится одновременно многопозиционным устройством 16, а выравнивание и контроль наличия поперечных прутков 5 производится по одному непосредственно перед сваркой данного прутка однопозиционным устройством 17. Оба устройства работают следующим образом.
Срабатывает привод 33, поворачивает кронштейн 29 и вводит щупы 18 в зону выравниваемых концов прутков несущей тележки 3. Упоры 28 производят выравнивание торцов прутков в одной плоскости.-Там, где прутки есть, упоры 28 останавливаются, упираясь в них. При дальнейшем повороте кронштейна 29 другой конец щупа 18, поворачиваясь на оси 19, отходит от упора 21 и нажимает на шток 22 и, преодолевая сопротивление пружины 23, замыкает конечный выключатель 25, который подает команду на перемещение несущих тележек 3. Когда в наличии есть все прутки, подается команда на обратный ход привода 33 и на включение сварки.
При отсутствии одного из прутков не происходит замыкание одного из конечных выключателей 25 и вся цепь остается разомкнутой, система остается неподвижной, дальнейшая работа автомата становится невозможной и автомат останавливается.
При наличии всех прутков срабатывают все конечные выключатели 25, привод 33 поворачивает кронштейн 29 на оси 30 в обратную сторону, упоры 28 и штоки 22 под действием пружин 20 и 23 возвращаются
в исходное положение, щупы 18 поворачиваются на оси 19 пружинами 20 до упоров 21, одновременно подается команда на сварку и в зоне сварки между подъемным столом 37 и сварочной головкой 38, запитан- ной от сварочных трансформаторов 39, производится сварка поперечного прутка 5 решетки 8.
После сварки последнего поперечного прутка 5 решетки 8 несущие тележки 3 с решетками 8 перемещаются на большой шаг транспортером 2 и сваренная решетка 8 попадает из позиции сварки в позицию съема, где съемник 41 снимает ее и по направляющим 40 выносит за пределы автомата.
Дальнейшая работа совершается в последовательно-непрерывном цикле.
Использование изобретения дает возможность исключить наличие брака при сварке. Свариваются только решетки, полностью укомплектованные как поперечными, так и продольными прутками.
Кроме того, выравнивание торцов прутков в одной плоскости позволяет снять при
пуски на обрубку прутков на готовых изделиях - корзинах.
Формула изобретения
Автомат для изготовления проволочных решеток из мерных прутков круглого сечения, состоящий из установленных на станине транспортера с несущими тележками, бункерными механизмами загрузки поперечных и продольных прутков, подъемного сварочного стола, съемника, устройства для выравнивания прутков и системы управления, отличающийся тем, что, с целью повышения производительности за счет совмещения операций контроля наличия прутков и их выравнивания, автомат снабжен устройством контроля наличия прутков и выравнивания их торцов в одной плоскости, выполненным в виде подпружиненных и шарнирно установленных на приводных поворотных кронштейнах щупов с упорами для контактирования с торцами прутков и связанных с системой управления подпружиненных штоков, смонтированных с возможностью взаимодействия со щупами.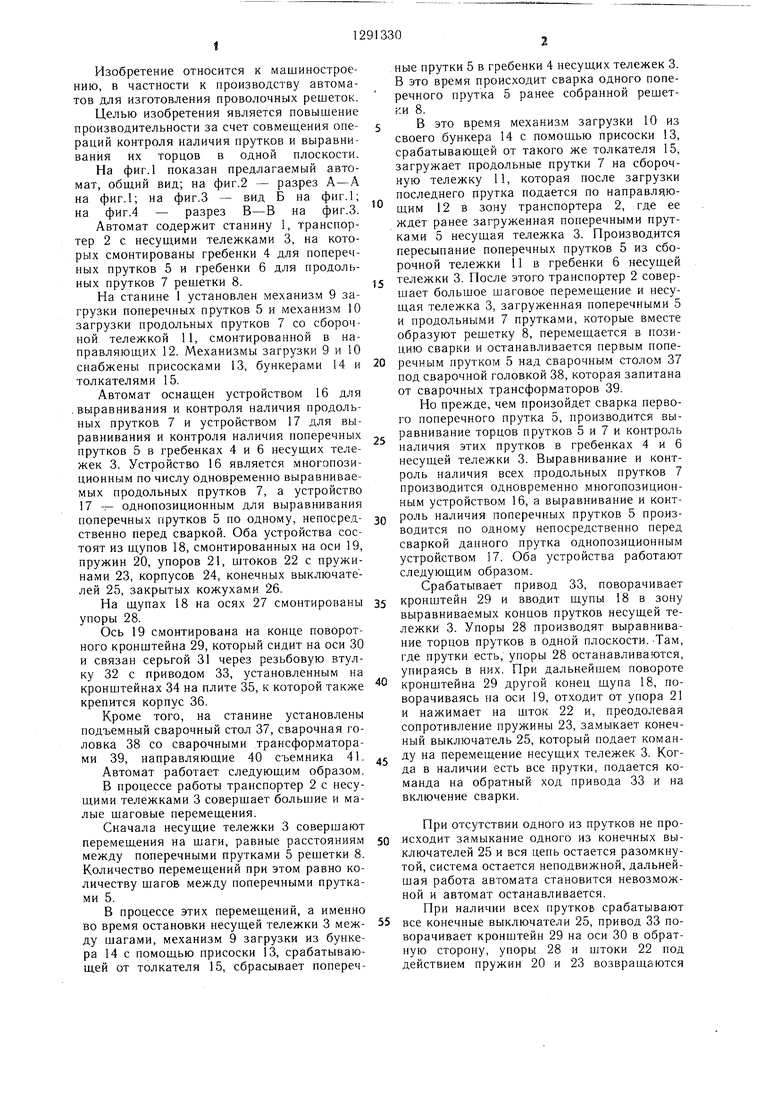
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных решеток | 1985 |
|
SU1289642A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
Изобретение относится к области машиностроения, в частности к производству автоматов для изготовления проволочных решеток. Цель изобретения - повышение производительности за счет совмещения операций контроля наличия прутков и их выравнивания. Привод 33 поворачивает кронштейн 29 и вводит щуп 18 в зону расположения концов прутков 5,7, выравнивая их. Там, где прутки есть, упоры 28 останавливаются и свободный конец шупа нажимает на шток 22. Шток 22 подает сигнал в систему управления автоматам для следующего перемещения. При отсутствии одного из прутков сигнал не образуется и автомат не включается. 4 ил. SB сл го со со фиг А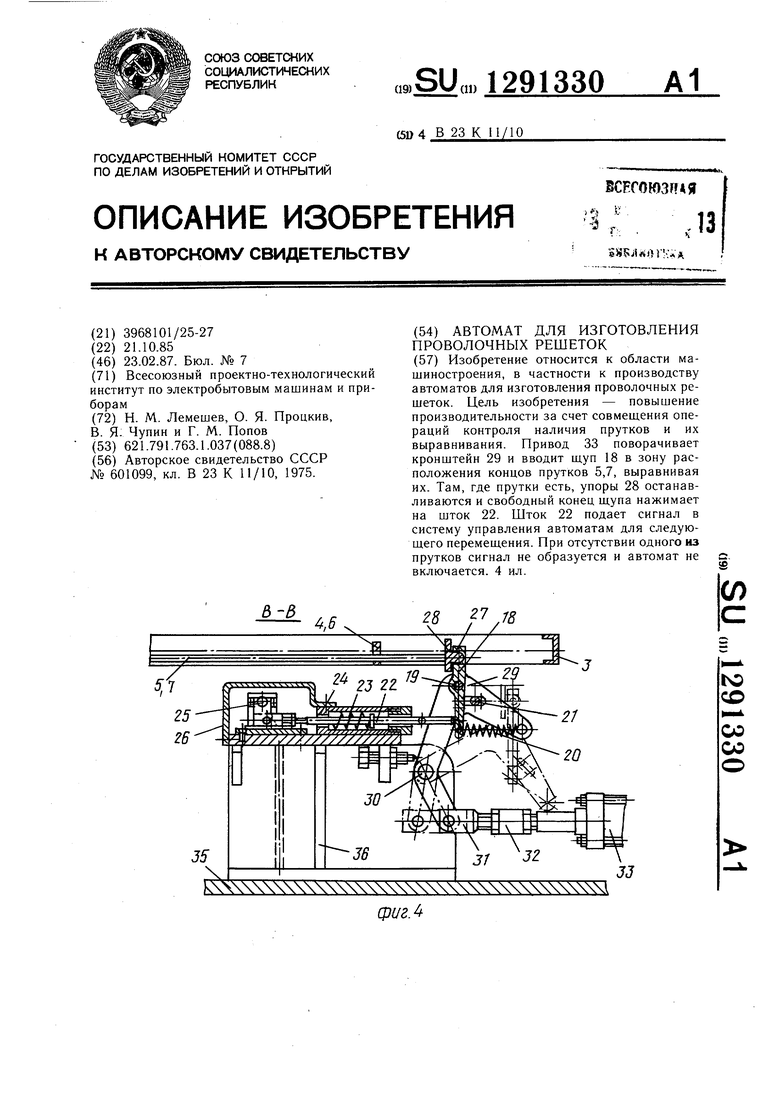
1291330 /1-А
35 3ff
. З
Составитель Э. Ветрова
Редактор А. ШандорТехред И. ВересКорректор Т. Колб
Заказ 81/15Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-иолиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автомат для контактной точечной сварки | 1975 |
|
SU601099A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
