Изобретение относится к области обработки металлов давлением, преимущественно к производству деталей из профильного проката с утолщенными элементами, имеющих отверстия и пазы, в частности рельсовых подкладок, применяемых в верхнем строении железнодорожного пути.
Производство таких деталей осуществляется в поточной линии с применением операций резки и пробивки.
Известна поточная линия для производства рельсовых подкладок (линия действует на комбинате “Азовсталь”), включающая стеллаж для профильных полос проката, первый пресс с вертикальным усилием для резки профильного проката на мерные заготовки и пробивки в их основании отверстий, кантователи подкладок, второй пресс с вертикальным усилием для пробивки первого паза в выступающем утолщенном элементе (реборде) подкладки, третий пресс также с вертикальным усилием для пробивки второго паза в другой реборде подкладки и последующей ее правки, бункер.
Указанная поточная линия, содержащая два пресса с вертикальным усилием, применяемых только для пробивки пазов, характеризуется неоправданно увеличенным парком прессового оборудования. По ходу продвижения заготовки в линии требуются две операции кантования подкладки на 90° и 180°, чтобы разместить утолщенные элементы, в которых пробиваются пазы, под вертикальное усилие пресса. Это требует дополнительных механизмов, значительно усложняет технологический процесс и снижает производительность линии. Все это вызывает повышенные затраты на создание и эксплуатацию линии.
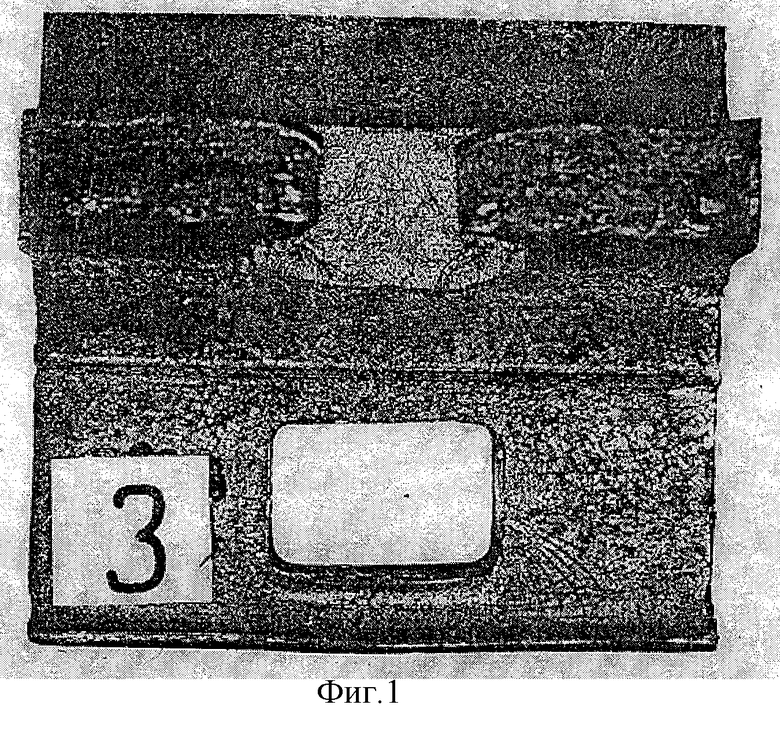
Получаемые в линии рельсовые подкладки характеризуются наличием вблизи пробиваемого паза утяжин металла до 5,5-8,0 мм, отгибов краев паза до 1,5 мм, подъема верха паза до 4-6 мм, сколов по низу и опорной поверхности паза до 32-50 мм. Известно, что качество этих рельсовых подкладок не удовлетворяет требованиям железной дороги.
Наиболее близким по технической сущности к изобретению является поточная линия для производства рельсовых подкладок, эксплуатируемая на Кузнецком металлургическом комбинате.
Линия содержит стеллаж, первый пресс для резки и пробивки отверстий, нагревательную печь, кантователь, второй пресс с вертикальным усилием для пробивки пазов, третий пресс для правки подкладок. В этой поточной линии на первом прессе также производится резка профильного проката на мерные заготовки и пробивка в их основании отверстий; далее заготовки нагреваются до 650-750°С; нагретые заготовки устанавливают вертикально и пробивают пазы одновременно в двух заготовках на двух позициях штампа: в верхней реборде (1-я позиция) и в нижней реборде (2-я позиция); на третьем прессе производят правку подкладок.
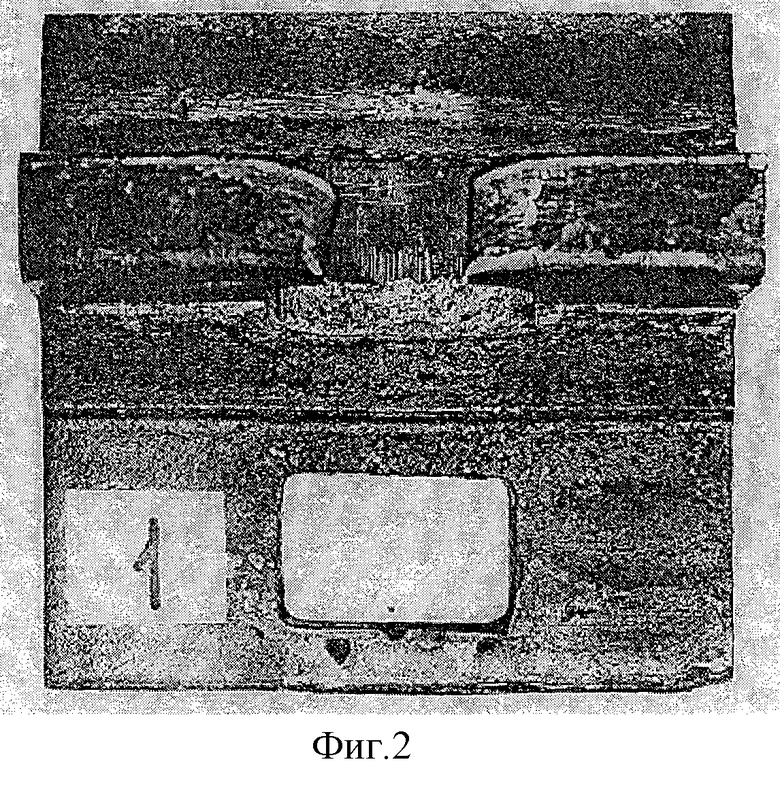
В указанной поточной линии, так же как и в предыдущей линии, перед прессом для пробивки заготовку кантуют на 90° в вертикальное положение. Дополнительные прижимы не используются, чтобы не усложнять и так достаточно сложную конструкцию штампа. Качество получаемых в линии подкладок низкое, характеризующееся наличием утяжин до 5,0-8,5 мм, отгибов элементов вблизи пробиваемого паза до 1-3 мм и сколов на большей части его поверхности до 10-48 мм.
Линия была снята с эксплуатации из-за низкой конкурентоспособности получаемых в этой линии рельсовых подкладок по сравнению с подкладками, пазы в которых изготовляют механическим протягиванием (линии на основе механического протягивания пазов в подкладках действуют на Нижнесалдинском металлургическом заводе).
Использование в линии-прототипе одного пресса для пробивки пазов в подкладках, по сравнению с двумя в линии - аналоге, позволяет исключить вторую операцию кантования подкладки и связанные с ней механизмы, чем упрощается технология изготовления подкладок. Снижаются затраты на создание поточной линии.
Основную сложность в производстве подкладок составляет получение пазов в выступающих утолщенных (свыше 30 мм) элементах профильного проката. Обычная свободная (без прижимов) пробивка пазов не обеспечивает требуемого качества, т.к. характеризуется образованием утяжек металла, сколов, отгибов кромок (Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение. 1979. - 516 с.).
Гарантированное качество пазов обеспечивает более прогрессивный способ чистовой пробивки пазов с нагревом металла и всесторонним обжимом (правкой) заготовки (см. а.с. №1262804 от 08.06.86 г. “Способ получения изделий с отверстиями и пазами”). Однако реализовать этот способ в поточной линии со стандартным прессовым оборудованием не представляется возможным.
Задачей изобретения является повышение качества изготовления пазов в утолщенных элементах рельсовых подкладок за счет реализации технологии чистовой пробивки с одновременной правкой (всесторонним обжимом) подкладок на базе пресса с одним вертикальным усилием и двумя прошивными боковыми системами.
Для достижения указанного результата в поточной линии производства рельсовых подкладок, содержащей пресс для резки профильного проката на мерные заготовки и пробивки в них отверстий, нагревательное устройство и прессовое оборудование для пробивки пазов и правки изделий, взамен стандартных прессов с одним вертикальным усилием применяется пресс с одним вертикальным усилием и двумя боковыми прошивными системами.
На фиг.1 изображен общий вид подкладки, производимой на комбинате “Азовсталь”;
на фиг.2 изображен общий вид подкладки, изготовленной на Кузнецком металлургическом комбинате;
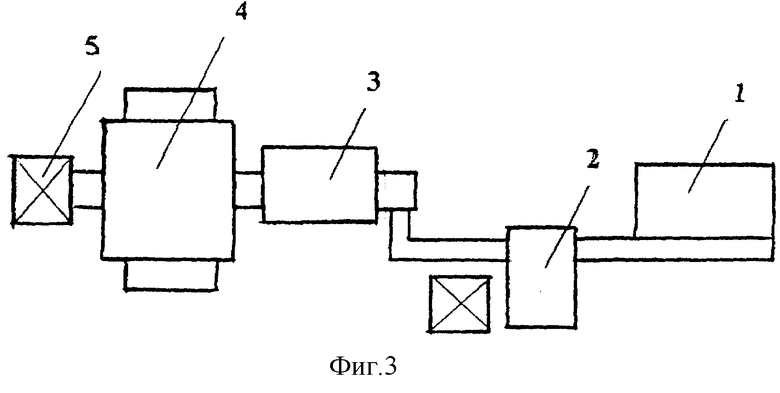
на фиг.3 изображен общий вид предлагаемой поточной линии;
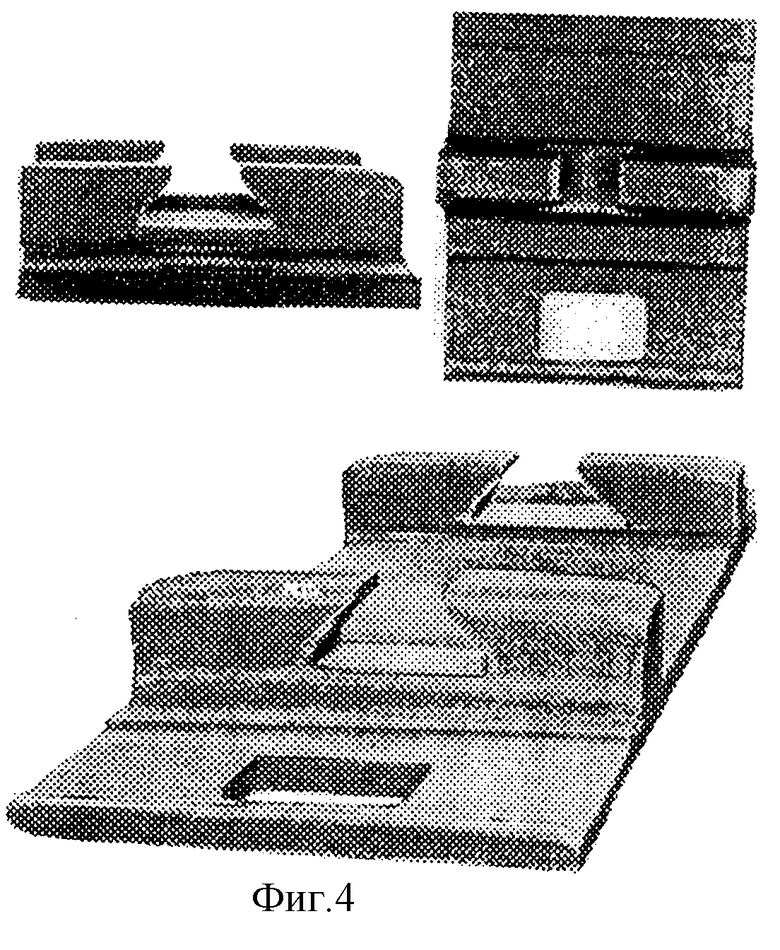
на фиг.4 изображен общий вид подкладки, произведенной на предлагаемой поточной линии.
В составе поточной линии имеются (фиг.3) 1 - стеллаж; 2 - пресс для резки и пробивки отверстий; 3 - нагревательная печь; 4 - с одним вертикальным усилием и двумя боковыми прошивными системами; 5 - контейнер готовой продукции.
Размещение в поточной линии пресса с одним вертикальным усилием и двумя боковыми прошивными системами позволяет реализовать чистовую пробивку пазов в утолщенных элементах профильного проката и выполнить одновременную правку изделий.
Происходит это следующим образом: по ходу движения в линии нагретая заготовка попадает на стол специализированного пресса, вертикальным усилием пресса заготовка обжимается, при этом происходит ее правка с преимущественным обжатием утолщенных элементов под пробивку; состояние обжима фиксируется; в состоянии всестороннего обжима детали боковыми прошивными системами пресса производится одновременная пробивка пазов в утолщенных элементах проката.
Включение в состав линии пресса с одним вертикальным усилием и двумя боковыми прошивными системами позволяет решить поставленные задачи: реализовать схему чистовой пробивки пазов без использования дополнительных прижимов и других вспомогательных механизмов, обеспечить возможность применения штампа максимально простой конструкции, что немаловажно для бесперебойной работы поточной линии, обеспечить правку детали одновременно с пробивкой пазов без дополнительного оборудования, исключить необходимость кантования деталей в линии и сократить количество вспомогательных операций.
Все это позволяет получать изделия с качественно выполненными пазами и прямолинейными поверхностями, хорошего товарного вида (фиг.4). При этом себестоимость продукции при сравнимом качестве существенно ниже, чем в линии на основе механической обработки пазов (например, протягивания или фрезерования).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПАЗАМИ | 2001 |
|
RU2220809C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЕТАЛЕЙ ПРОФИЛЬНОГО ПРОКАТА С ОТВЕРСТИЯМИ И ПАЗАМИ, ПРЕИМУЩЕСТВЕННО РЕЛЬСОВЫХ ПОДКЛАДОК | 2001 |
|
RU2218232C2 |
| Способ изготовления рельсовых подкладок | 1985 |
|
SU1291247A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКЛАДОК КОСТЫЛЬНОГО СКРЕПЛЕНИЯ ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1999 |
|
RU2150346C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ получения плоских изделий с боковыми ребрами типа рельсовой подкладки | 1981 |
|
SU1009575A1 |
| Профильная полоса для рельсовых подкладок | 1986 |
|
SU1342539A1 |
| Устройство для подачи подкладок на звеносборочную линию | 1979 |
|
SU896145A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС | 2019 |
|
RU2725547C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММЫ РАЗДЕЛЬНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2000 |
|
RU2164456C1 |
Изобретение относится к области обработки металлов давлением, а именно к производству деталей из профильного проката с утолщенными элементами, имеющих отверстия и пазы, в частности рельсовых подкладок. Поточная линия для производства деталей из профильного проката с отверстиями и пазами типа рельсовых подкладок содержит пресс для резки профильного проката на мерные заготовки и пробивки в них отверстий, нагревательное устройство и прессовое оборудование для правки изделий и пробивки пазов в утолщенных элементах профильного проката. Прессовое оборудование для правки изделий и пробивки пазов в утолщенных элементах профильного проката выполнено в виде одного пресса с одним вертикальным усилием и двумя боковыми прошивными системами. В результате обеспечивается уменьшение количества технологических операций, упрощается технология изготовления рельсовых подкладок и снижаются затраты на создание поточной линии. 4 ил.
Поточная линия для производства деталей из профильного проката с отверстиями и пазами типа рельсовых подкладок, содержащая пресс для резки профильного проката на мерные заготовки и пробивки в них отверстий, нагревательное устройство и прессовое оборудование для правки изделий и пробивки пазов в утолщенных элементах профильного проката, отличающаяся тем, что прессовое оборудование для правки изделий и пробивки пазов в утолщенных элементах профильного проката выполнено в виде одного пресса с одним вертикальным усилием и двумя боковыми прошивными системами.
| Производство подкладок раздельного скрепления | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| - Нижняя Салда, 2002, 23 с | |||
| Механический пресс | 1980 |
|
SU903200A1 |
| ПОДРЕЛЬСОВАЯ ПОДКЛАДКА | 1996 |
|
RU2112100C1 |
| Способы получения кремнийзамещенного гидроксиапатита и биоактивного покрытия на его основе | 2016 |
|
RU2635189C1 |

