1
Изобретение относится к обработке металлов давлением и может быть использовано при горячей обрезке облоя
Целью изобретения является повышение стойкости инструмента путем сокращения времени контакта режущей кромки матрицы с поковкой.
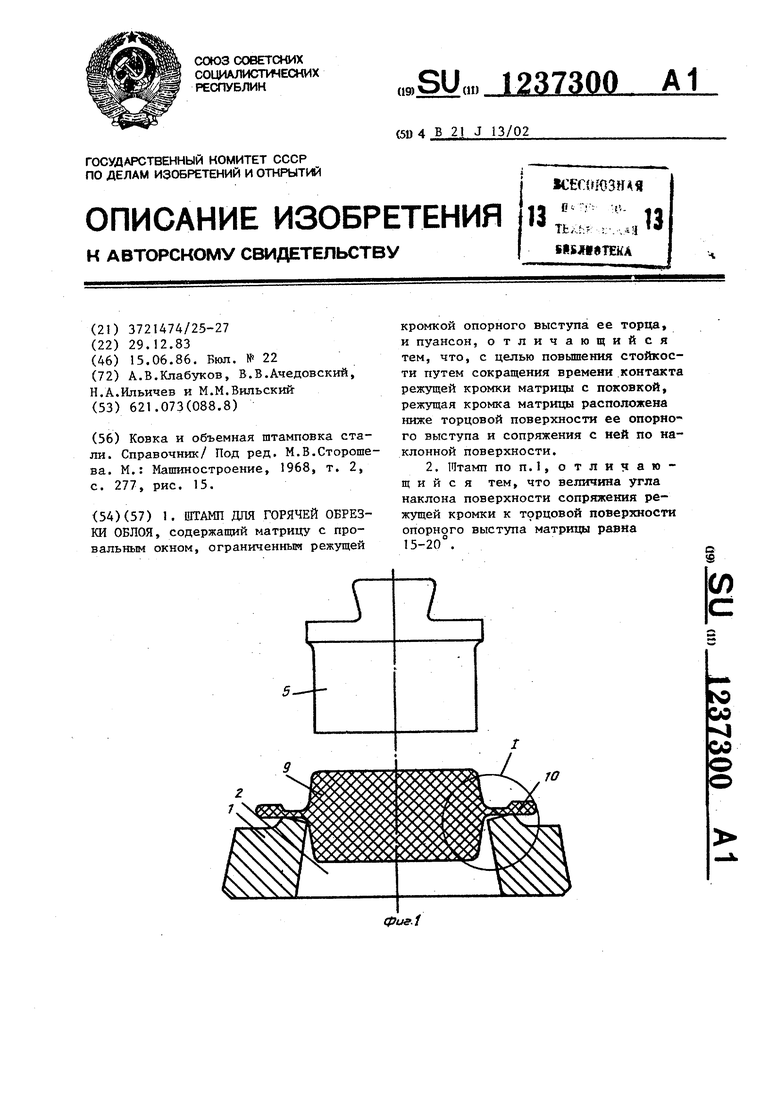
На фиг.1 изображен штамп с уложенной в провальное окно матрицы горячей поковкой с облоем; на фиг.2 - узел Г на фиг.1.
Штамп содержит матрицу 1, имеющую провальное окно 2, ограниченное контуром режущей кромки 3 опорного пояска 4, и толкающий пуансон 5. Режзпцая кромка 3 опорного пояска 4 расположена ниже его торцовой поверхности 6 и сопряжена с ней наклЬнной,поверхностью 7 под углом oi , равным 15-20 . Максимальное значение, угла « определено величиной А смещения режущей кромки 3 от линии режущего контура 8 матри15 1 (фиг.2), которая может быть равна половине величины допускаемого остатка от облоя ha поковке ГОСТ 7505-74. Минимальное значение угла
373002
х определено минимально ощутимым эффектом повьшения стойкости режущей кромки матрицы. Величина 5 может быть равна ширине мостика облойной 5 канавки молотого штампа (фиг.2). Величина Б зависит от выбранных величин ос и В , может быть равна 2-8 мм. Минимальная величина Б берется при обрезке облоя поковок Массой от 10 16 кг, максимальная величина Б -при обрезке облоя поковок массой 160 кг и более.
Штамп для горячей обрезки облоя 15 работает следующим образом.
Поковка 9 с облоем 10 размещается на опорном пояске 4 матрицы I, после чего на нее воздействуют пуансоном 5, проташсивая в провальное окно 2. 20 При этом режущая кромка 3 матриць I не взаимодействует с горячей поковкой 9 и только после изгибания облоя 10 и фиксирования поковки в окне матрицы происходит обрезка облоя, после чего поковка сразу же проваливается в окно 2.
25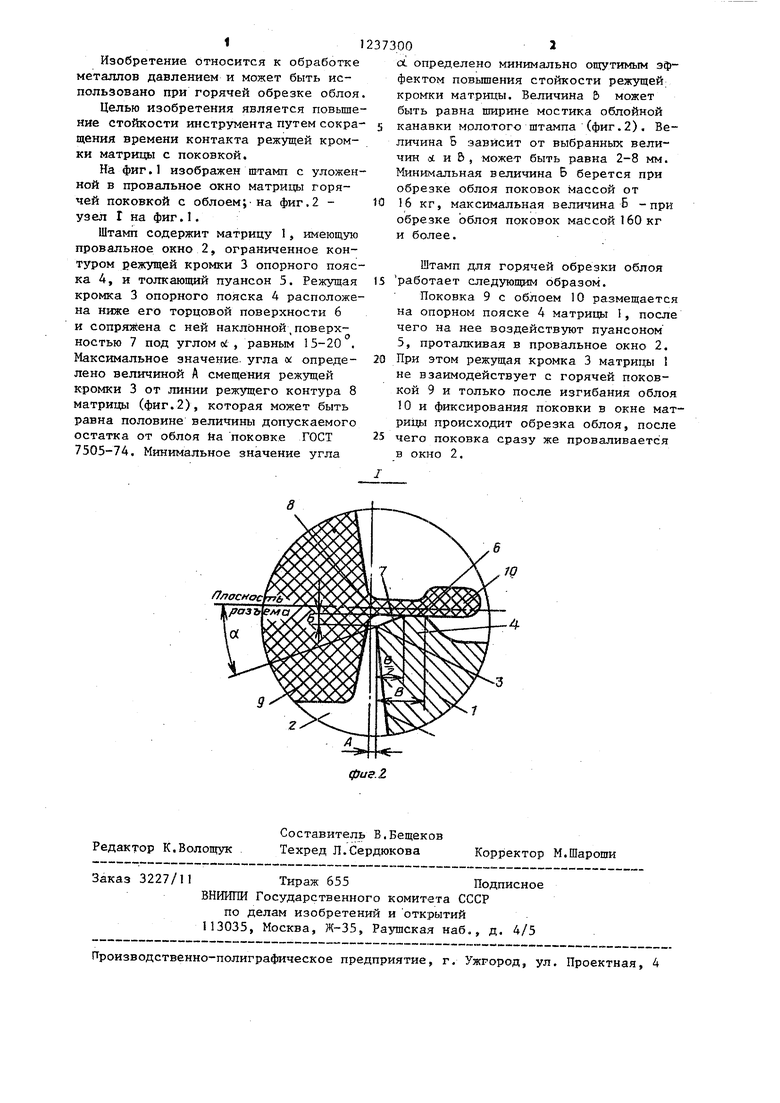
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки облоя поковок прямоугольных в плане | 1985 |
|
SU1291269A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Штамп для обрезки облоя | 1980 |
|
SU910301A1 |
| Способ обрезки облоя на поковках и штамп для его осуществления | 1988 |
|
SU1551464A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Штамп для обрезки облоя и обжима поковок | 1983 |
|
SU1159707A1 |
| Штамп для обрезки облоя | 1982 |
|
SU1047573A2 |
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
Редактор К.Волощук
Составитель В.Бещеков Техред Л.Сердюкова
Заказ 3227/11 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Шарощи
| Ковка и объемная штамповка стали | |||
| Справочник/ Под ред | |||
| М.В.Стороше- ва | |||
| М.: Машиностроение, 1968, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| ЩТАМП ДЛЯ ГОРЯЧЕЙ ОБРЕЗКИ ОБЛОЯ, содержащими матрицу с провальным окном, ограниченным режущей кромкой опорного выступа ее торца, и пуансон, отличающийся тем, что, с целью повьшгения стойкости путем сокращения времени контакта режущей кромки матрицы с поковкой, режущая кромка матрицы расположена ниже торцовой поверхности ее опорного выступа и сопряжения с ней по наклонной поверхности | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
