12
привода перемещения поперечных салазок смонтированной с возможностью поворота на 180. Поворот осуществляется посредством зубчато-реечной передачи, зубчатая рейка 16 которой смонтирована на нижних продольных салазках 5, а зубчатое колесо жестко связано с электромагнитной муфтой, обеспечивающей связь руки с зубчатым колесом. По окончании обработки детали одновременно с выводом инструмента из зоны обработки перемещением поперечньгх салазок 6 при включенной электромагнитной муфте механическая рука 8 манипулятора 7 повора1
Изобретение относится к машиностроению и может быть использовано для автоматизации металлообработки деталей, в частности на токарных станках с числовым программным управлением, имеющих горизонтальную плоскость перемещения суппорта.
Цель изобретения - упрощение конструкции и снижение металлоемкости за счет отсутствия дополнительных металлоконструкций и приводов для перемещения манипулятора вдоль линии центров станка и в плоскости, перпендикулярной линии центров, а использование программируемых перемещений суппорта по командам системы управления станка для позиционирования манипулятора повышает точность позиционирования и уменьшает время переналадки на новую деталь.
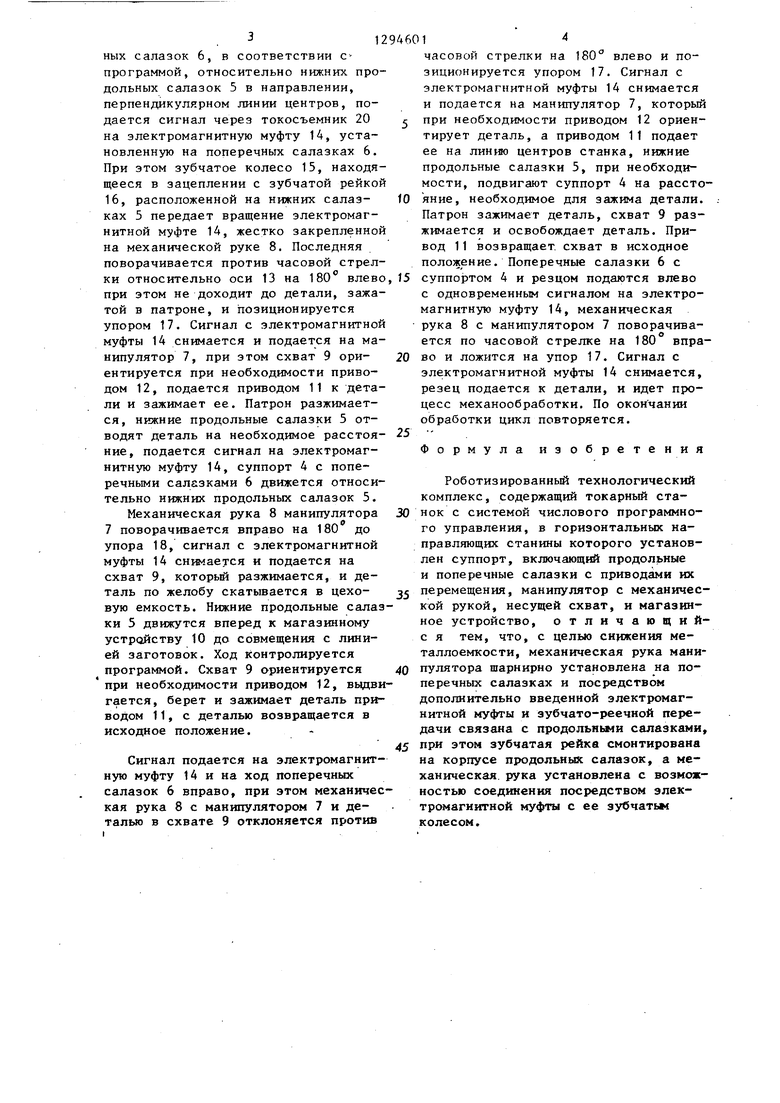
На фиг. 1 изображен роботизированный технологический комплекс, вид сверху; на фиг. 2 - манипулятор, вид сверху.
Роботизирова1ный технологический комплекс состоит из токарного станка 1 с системой 2 числового программного управления, в горизонтальных направляющих 3 станины которого установлен суппорт А, включающий нижние продольные салазки 5 и поперечные салазки 6, манипулятора 7, содержащего механическую руку 8 со охватом 9, и магазинного устройства 10 для деталей (заготовок),, которое
1
чивается в сторону детали. Затем осуществляется раз1 рузка станка и перемещением нижних продольных 5 и поперечных 6 салазок и поворотом механической руки деталь сбрасывается в тару. Далее рука, перемещаясь к магазинному устройству 10 с помощью продольных салазок 5, захватывает следующую детгшь, и перемещением поперечных салазок 6 с поворотом механической руки 8 манипулятора 7 на 180 осуществляется загрузка станка 1. Сигнал с электромагнитной муфты снимается, резец подается к детали и начинается процесс обработки. 2 ил
установлено в зоне действия схвата 9.
В корпусе руки 8 расположены привод 11 зажима и подачи и привод 12 кантования детали схватом 9. 5 Механическая рука манипулятора 7 шарнирно установлена посредством оси 13 на поперечных салазках бис помощью электромагнитной муфты 14 и зуб- -чато-реечной передачи связана с ниж- O ними продольньми салазками 5, при
этом зубчатое колесо 15 зубчатогрееч- ной передачи жестко связано с электромагнитной муфтой 14, а рейка 16 смонтирована на нижних продольных салаз- 5 как 5, на которых также расположены упоры 17 и 18 для обеспечения позиционирования манипулятора 7 по углу поворота.
Электромагнитная муфта 14 с зуб- 0 чато-реечной передачей закрыта кожухом , на котором закреплен токосъемник 20.
Роботизированный технологический комплекс работает следующим образом.
Первая заготовка устанавливается в патрон токарного станка 1. Автоматический цикл начинается с пуска токарного станка 1 в работу. При этом механическая рука 8 автоматического манипулятора 7 находится в крайнем правом положении и лежит на упоре 18, электромуфта 14 отключена. После окончания обработки детали одновременно с выводом инструмента из зоны 35 резания вправо перемещением попереч25
ных салазок 6, в соответствии с- программой, относительно нижних продольных салазок 5 в направлении, перпендикулярном линии центров, подается сигнал через токосъемник 20 на электромагнитную муфту 14, установленную на поперечных салазках 6. При этом зубчатое колесо 15, находящееся в зацеплении с зубчатой рейкой 16, расположенной на нижних салазках 5 передает вращение электромагнитной муфте 14, жестко закрепленной на механической руке 8. Последняя поворачивается против часовой стрелки относительно оси 13 на влево при этом не доходит до детали, зажатой в патроне, и позиционируется упором 17. Сигнал с электромагнитной муфты 14 снимается и подается на манипулятор 7, при этом схват 9 ориентируется при необходимости приводом 12, подается приводом 11 к детали и зажимает ее. Патрон разжимается, нижние продольные салазки 5 отводят деталь на необходимое расстоя- ние, подается сигнал на электромагнитную муфту 14, суппорт 4 с поперечными салазками 6 движется относительно нижних продольных салазок 5. Механическая рука 8 манипулятора
.0
7 поворачивается вправо на 180 до упора 18, сигнал с электромагнитной муфты 14 снижается и подается на схват 9, который разжимается, и деталь по желобу скатывается в цеховую емкость. Нижние продольные салазки 5 движутся вперед к магазинному устройству 10 до совмещения с линией заготовок. Ход контролируется программой. Схват 9 ориентируется при необходимости приводом 12, выдвигается, берет и зажимает деталь приводом 11, с деталью возвращается в исходное положение.
Сигнал подается на электромагнитную муфту 14 и на ход поперечных салазок 6 вправо, при этом механическая рука 8 с манипулятором 7 и деталью в схвате 9 отклоняется против
fO
15
25946014
часовой стрелки на 180 влево и позиционируется упором 17. Сигнал с электромагнитной муфты 14 снимается и подается на манипулятор 7, который при необходимости приводом 12 ориентирует деталь, а приводом 11 подает ее на линию центров станка, нижние продольные салазки 5, при необходимости, подвигают суппорт 4 на расстояние, необходимое для зажима детали. . Патрон зажимает деталь, схват 9 разжимается и освобождает деталь. Привод 11 возвращает, схват в исходное положение. Поперечные салазки 6 с суппортом 4 и резцом подаются влево с одновременным сигналом на электромагнитную муфту 14, механическая рука 8 с манипулятором 7 поворачивается по часовой стрелке на 180 вправо и ложится на упор 17. Сигнал с электромагнитной муфты 14 снимается, резец подается к детали, и идет процесс механообработки. По окончании обработки цикл повторяется.
20
Формула изобретения
Роботизированный технологический комплекс, содержащий токарный станок с системой числового программного управления, в горизонтальных направляющих станины которого установлен суппорт, включающий продольные и поперечные салазки с приводами их перемещения, манипулятор с механической рукой, несущей схват, и магазинное устройство, отличающий- с я тем, что, с целью снижения металлоемкости, механическая рука манипулятора шарнирно установлена на поперечных салазках и посредством дополнительно введенной электромагнитной муфты и зубчато-реечной передачи связана с продольными салазками, при этом зубчатая рейка смонтирована на корпусе продольных салазок, а механическая, рука установлена с возможностью соединения посредством электромагнитной муфты с ее зубчатьи колесом.
Sc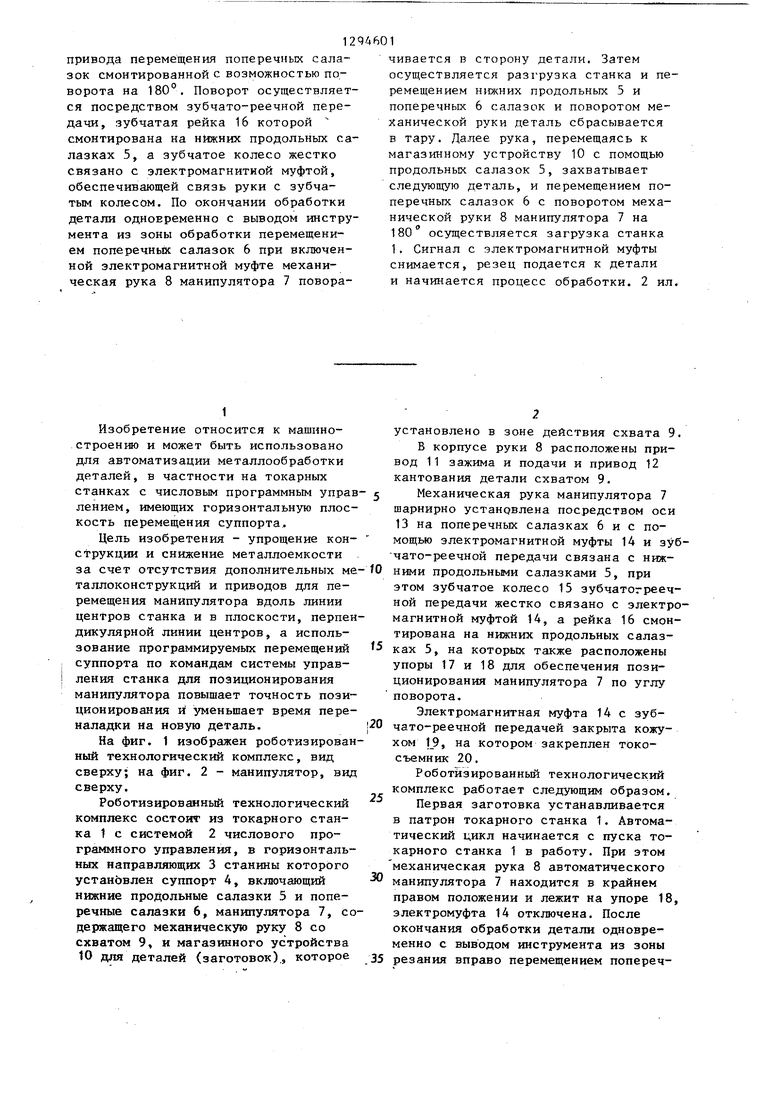
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный роботизированный технологический комплекс | 1985 |
|
SU1291291A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Промышленный робот | 1986 |
|
SU1371896A1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1430234A1 |
| Устройство для нарезания резьбы на токарном станке | 1974 |
|
SU524502A3 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
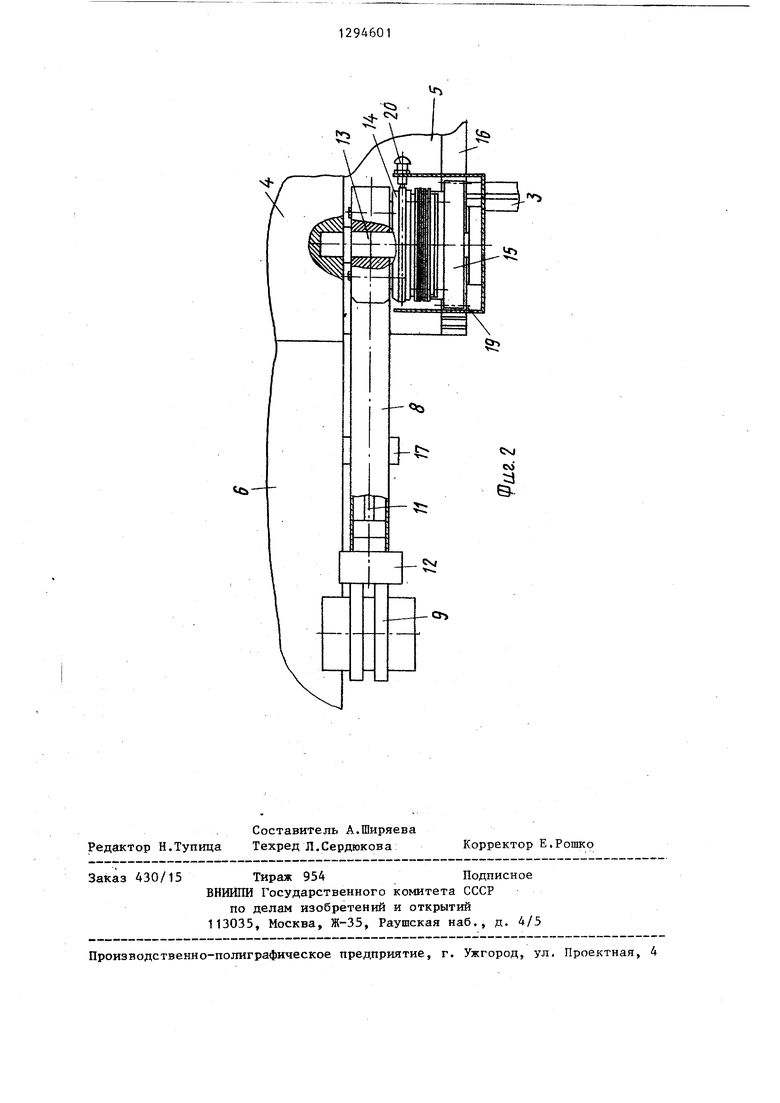
Изобретение относится к машиностроение и может быть использовано для автоматизации металлообработки деталей на токарных станках с горизонтальной плоскостью перемещения суппорта. Целыо изобретения является снижение металлоемкости и упрощение конструкции. Роботизированный технологический комплекс состоит из токарного станка 1 с системой программного управления 2, механической руки 8 манипулятора 7, шарнирно установленной на поперечных салазках бис помощью (Л с: (риг.1
Редактор Н.Тупица
Составитель А.Ширяева Техред Л.Сердюкова
Заказ 430/15 Тираж 954Подписное
ВНИЙПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Е.Рошко
| Комплекс на базе промышленного робота мод | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Роботизированные комплексы оборудование - робот стран членов СЭВ | |||
| Каталог, М | |||
| НИИМАШ, 1984 с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
