фиг 6
окончания обработки детали шпиндель тормозится и включается механизм до- ворота. Упор 10 приводится во вращение, а шток 16 с фиксатором 14
опускаются. После соприкосновения упоров 10 и 12 происходит фиксация шпинделя, выгрузка и загрузка детали 1 з.п.ф-лы, 7 ил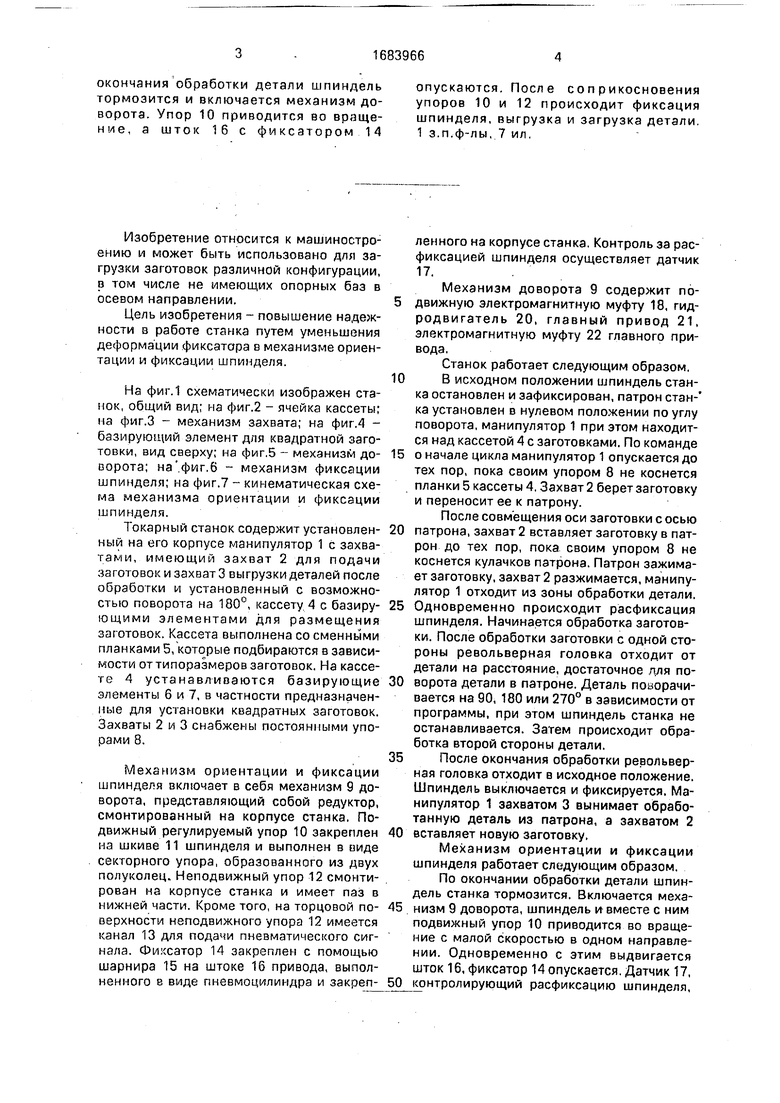
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Гибкий производственный модуль | 1988 |
|
SU1516312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Загрузочное устройство | 1990 |
|
SU1734983A1 |
| Токарный роботизированный технологический комплекс | 1985 |
|
SU1291291A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
Изобретение относится к машиностроению и может быть использовано для загрузки заготовок различной конфигурации, в том числе не имеющих опорных баз в осевом направлении. Целью изобретения является повышение надежности работы станка за счет уменьшения деформации фиксатора в механизме ориентации и фиксации шпинделя. Токарный станок содержит установлен- ны.й на его корпусе манипулятор с захватами, кассету с базирующими элементами, механизм ориентации и фиксации шпинделя, который выполнен в виде подвижного упора 10, закрепленного на шкиве 11, неподвижного упора 12 с пазом в нижней части и фиксатора 14, шарнирно установленного на штоке 16 цилиндра. После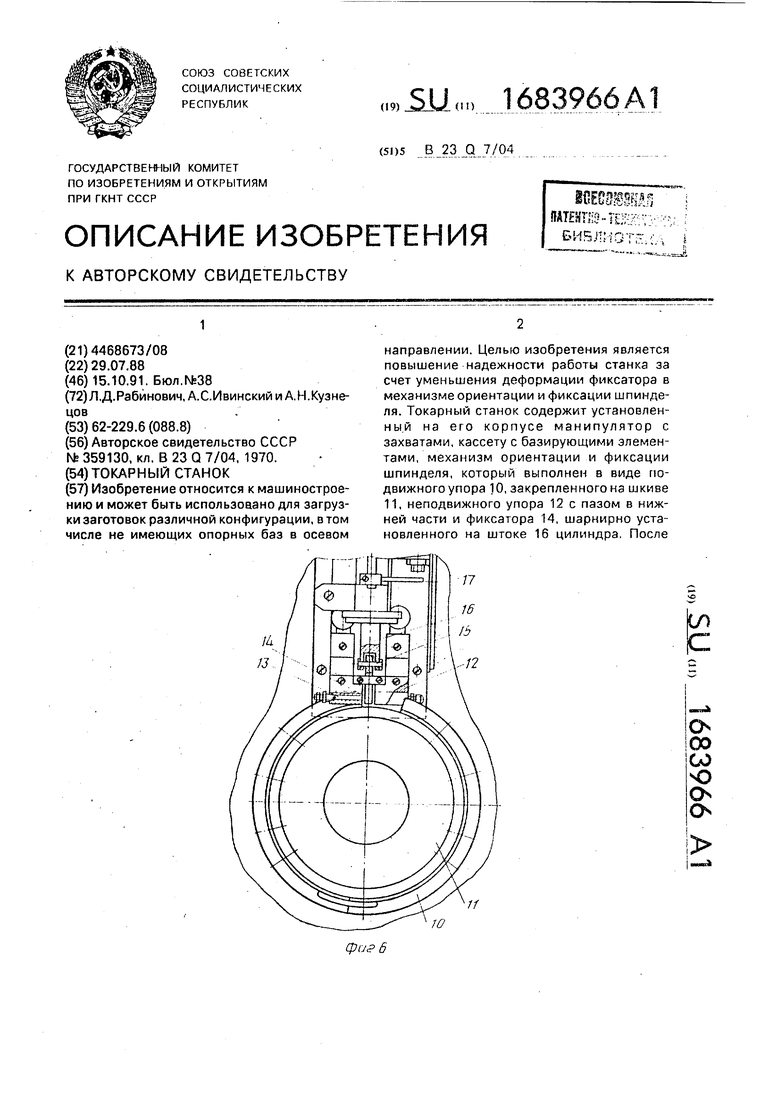
Изобретение относится к машиностроению и может быть использовано для загрузки заготовок различной конфигурации, в том числе не имеющих опорных баз в осевом направлении.
Цель изобретения - повышение надежности о работе станка путем уменьшения деформации фиксатора в механизме ориентации и фиксации шпинделя.
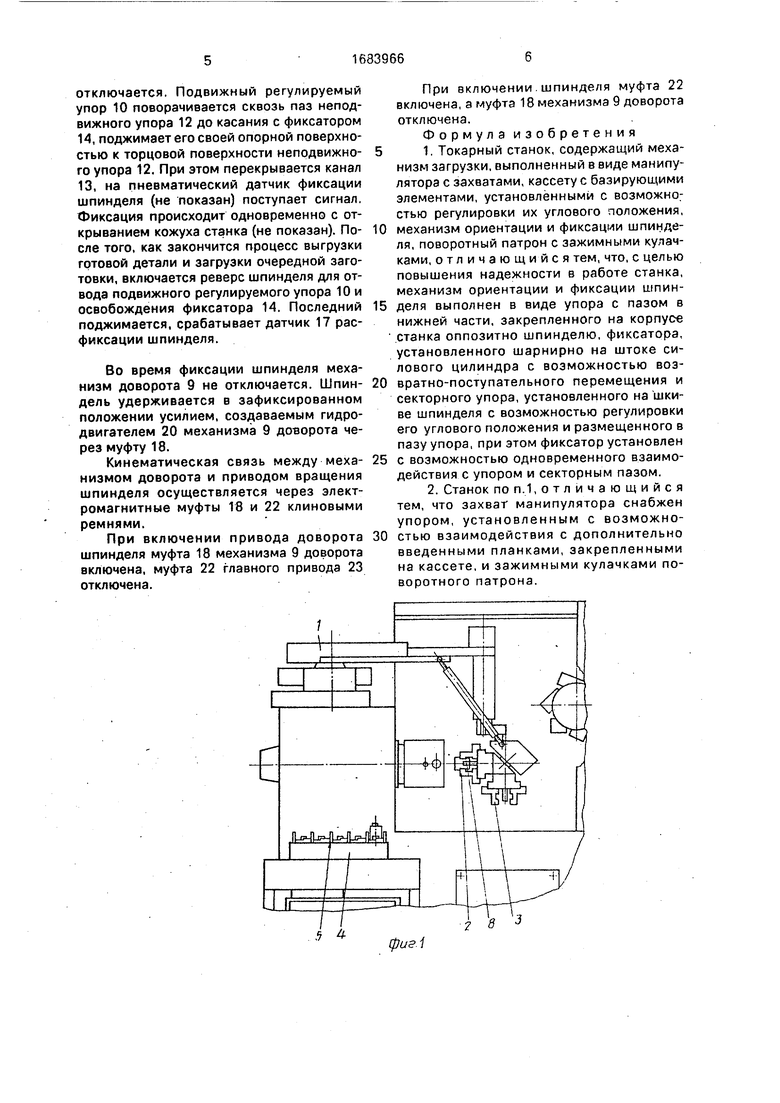
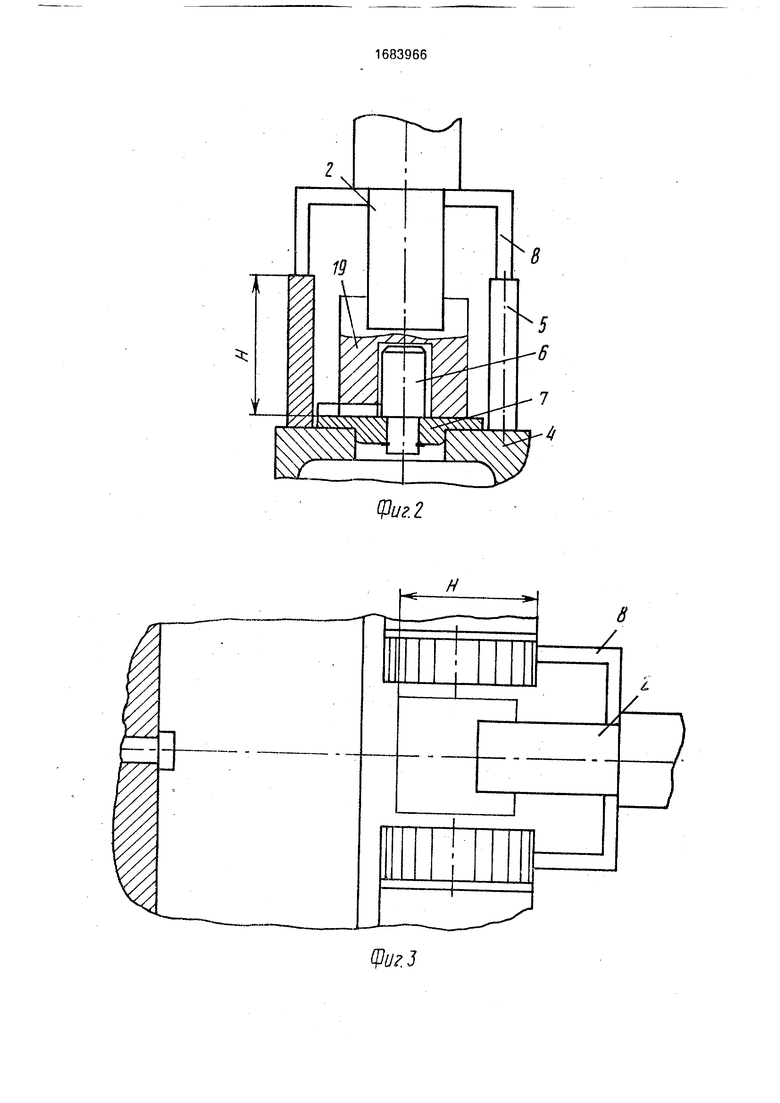
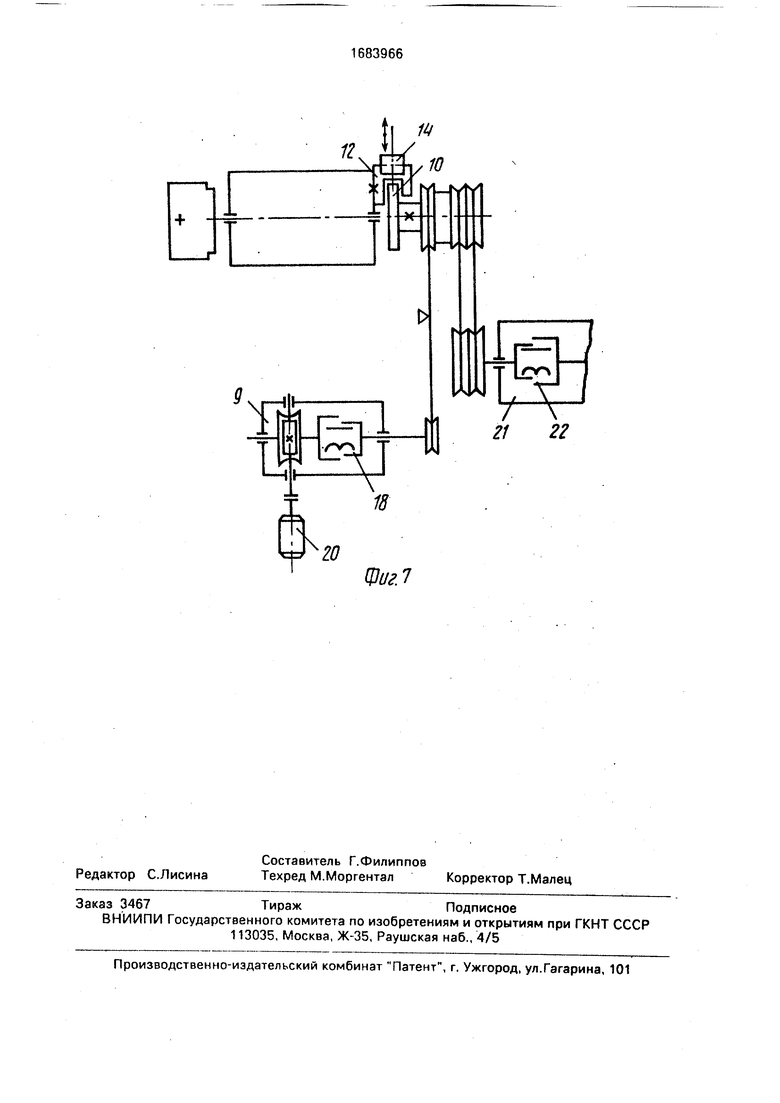
На фиг.1 схематически изображен станок, общий вид; на фиг.2 - ячейка кассеты; на фиг.З - механизм захвата; на фиг.4 - базирующий элемент для квадратной заготовки, вид сверху; на фиг.5 - механизм до- ворота; на фиг.6 - механизм фиксации шпинделя; на фиг.7 - кинематическая схема механизма ориентации и фиксации шпинделя.
Токарный станок содержит установленный на его корпусе манипулятор 1 с захватами, имеющий захват 2 для подачи заготовок и захват 3 выгрузки деталей после обработки и установленный с возможностью поворота на 180°, кассету 4 с базирующими элементами для размещения заготовок. Кассета выполнена со сменными планками 5, которые подбираются в зависимости от типоразмеров заготовок. На кассете 4 устанавливаются базирующие элементы 6 и 7, в частности предназначенные для усаановки квадратных заготовок. Захваты 2 и 3 снабжены постоянными упорами 8.
Механизм ориентации и фиксации шпинделя включает в себя механизм 9 до- ворота, представляющий собой редуктор, смонтированный на корпусе станка. Подвижный регулируемый упор 10 закреплен на шкиве 11 шпинделя и выполнен в виде секторного упора, образованного из двух полуколец Неподвижный упор 12 смонтирован на корпусе станка и имеет паз в нижней части. Кроме того, на торцовой поверхности неподвижного упора 12 имеется канал 13 для подачи пневматического сигнала. Фиксатор 14 закреплен с помощью шарнира 15 на штоке 16 привода, выполненного в виде пневмоцилиндра и закрепленного на корпусе станка. Контроль за рас- фиксэцией шпинделя осуществляет датчик 17.
Механизм доворота 9 содержит подвижную электромагнитную муфту 18, гидродвигатель 20, главный привод 21, электромагнитную муфту 22 главного привода.
Станок работает следующим образом.
В исходном положении шпиндель станка остановлен и зафиксирован, патрон стан- ка установлен в нулевом положении по углу поворота, манипулятор 1 при этом находится над кассетой 4 с заготовками. По команде
о начале цикла манипулятор 1 опускается до тех пор, пока своим упором 8 не коснется планки 5 кассеты 4, Захват 2 берет заготовку и переносит ее к патрону.
После совмещения оси заготовки с осью
патрона, захват 2 вставляет заготовку в патрон до тех пор, пока своим упором 8 не коснется кулачков патрона. Патрон зажимает заготовку, захват 2 разжимается, манипулятор 1 отходит из зоны обработки детали.
Одновременно происходит расфиксация шпинделя. Начинается обработка заготовки. После обработки заготовки с одной стороны револьверная головка отходит от детали на расстояние, достаточное для поворота детали в патроне. Деталь поворачивается на 90, 180 ияи 270° в зависимости от программы, при этом шпиндель станка не останавливается. Затем происходит обработка второй стороны детали.
После окончания обработки револьверная головка отходит в исходное положение. Шпиндель выключается и фиксируется. Манипулятор 1 захватом 3 вынимает обработанную деталь из патрона, а захватом 2
вставляет новую заготовку.
Механизм ориентации и фиксации шпинделя работает следующим образом.
По окончании обработки детали шпиндель станка тормозится. Включается меха5 низм 9 доворота, шпиндель и вместе с ним подвижный упор 10 приводится во вращение с малой скоростью в одном направлении. Одновременно с этим выдвигается шток 16, фиксатор 14 опускается. Датчик 17,
0 контролирующий расфиксацию шпинделя,
отключается. Подвижный регулируемый упор 10 поворачивается сквозь паз неподвижного упора 12 до касания с фиксатором 14, поджимает его своей опорной поверхностью к торцовой поверхности неподвижно- го упора 12. При этом перекрывается канал 13, на пневматический датчик фиксации шпинделя (не показан) поступает сигнал. Фиксация происходит одновременно с открыванием кожуха станка (не показан). По- еле того, как закончится процесс выгрузки готовой детали и загрузки очередной заготовки, включается реверс шпинделя для отвода подвижного регулируемого упора 10 и освобождения фиксатора 14. Последний поджимается, срабатывает датчик 17 рас- фиксаций шпинделя.
Во время фиксации шпинделя механизм доворота 9 не отключается. Шпин- дель удерживается в зафиксированном положении усилием, создаваемым гидродвигателем 20 механизма 9 доворота через муфту 18.
Кинематическая связь между меха- низмом доворота и приводом вращения шпинделя осуществляется через электромагнитные муфты 18 и 22 клиновыми ремнями.
При включении привода доворота шпинделя муфта 18 механизма 9 доворота включена, муфта 22 главного привода 23 отключена.
5 4
При включении шпинделя муфта 22 включена, а муфта 18 механизма 9 доворота отключена.
Формула изобретения
в 3
(fiuel
8
Фиг. 2
feJ
фиг 4
Фиг.5
Фиг. 7
| ВСЕСОЮЗНАЯ i | 0 |
|
SU359130A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
