)
Изобретение относится к волочильному производству, в частности к инструменту для волочения преимущест веино труб.
Целью изобретения является повышение производительности за счет сни женин усилия волочения.
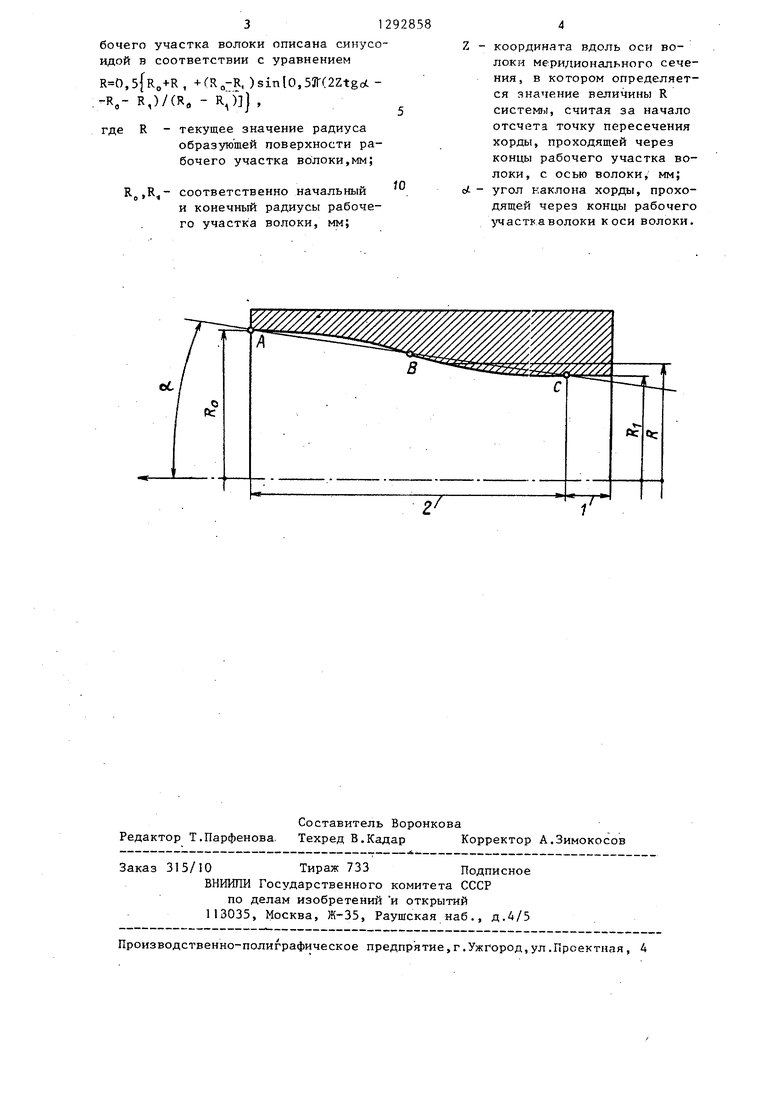
На чертеже изображен инструмент, общий вид,
Волока содержит калибрующий цилин дрический участок 1 и рабочий участок .2, образующая поверхности которого описана синусоидой ABC в соответствии с зависимостью
,,. + (, ),(2Ztgo(.- -Ro - RP/(P, - R,), (О
где R - текущее значение радиуса образующей поверхности ра бочего участка волоки, мм R ,R - соответственно начальный
о 1
и конечный радиусы рабочего участка волоки, мм; Z - координата вдоль оси волоки меридионального сечения, в котором определяется значение величины R, считая за начало системы отсчета точку пересечения хорды АС, проходящей через концы рабочего участка 2 волоки, с осью волоки, мм;
с. - угол наклона хорды, проходящей через концы рабочего участка волоки, к оси волоки.
Волока работает следующим образом При волочении заготовки за счет указанной геометрии рабочего участка происходит снижение усилия волочения Особенно эффективно снижается усилие волочения при безоправочном волочении труб.
Кроме того, при использовании волоки предлагаемого профиля имеет место более равномерная проработка структуры деформируемой заготовки по ее сечению. Это приводит к тому, что при прочих равных условиях значение & металла изделий, деформированных предлагаемой волокой увеличивается на 2-5%.,
В качестве альтернативных вариантов профилирования деформируемого инструмента использовали следующие: конический рабочий участок и цилиндри- .ческий калибровочный участок; выпук928582
ло-вогнутый рабочий участок с промежуточным коническим участком и цилиндрический калибровочный участок; выпукло-вогнутый рабочий участок, про- 5 филь которого описан экспоненциальным уравнением высшего порядка и цилиндрический калибровочный участок; выпукло-вогнутый рабочий участок, профиль которого описан синусоидой в соответствии с уравнением (1), и цилиндрический калибровочный участок (предлагаемый профиль),
Параметры калибровочных участков с целью получения сопоставимых результатов принимали для всех вариантов профилировки волок одинаковыми.
Для удобства в таблице приведено относительное усилие волочения, равное20 р
Р 5- (2)
15
де Р - усилие волочения при использовании конкретной профили- ровки волоки, мн;
Р| - усилие волочения при использовании конической волоки,мн. Как следует из данных, приведенных в таблице, деформирующий инструмент с профилировкой рабочего участка по уравнению (1) позволяет снизить усилие волочения по сравнению с известными инструментами. Особенно эффективно снижается усилие волочения при безоправочной схеме деформации.
0
5
0
5
Факт снижения усилия волочения предопределяет с одной стороны снижение энергозатрат на деформацию, а с другой стороны предопределяет появление ресурса повышения вытяжки без обрыва переднего конца изделия. Увеличение вытяжки составило 7-10% при безоправочном волочении труб.
Формула изобретения
Волока, рабочий канал которой содержит рабочий и калибрующий цилиндрический участки, причем образующая поверхности рабочего участка выполнена в виде вогнуто-выпуклой кривой, выпуклый участок которой плавно сопряжен с поверхностью цилиндрического калибрующего участка, отличающаяся тем, что, с целью повышения производительности процесса волочения за счет снижения усилия волочения, образующая поверхности ра31292858
бочего участка волоки описана синусоидой в соответствии с уравиением
,5{Ro- -R, +(RO-R, )sinlO,53r(2Ztgo(.- :-R,- R,)/(R, - Rj) ,
где R - текущее значение радиуса
образуюшей поверхности рабочего участка волоки,мм;
R , соответственно начальный
и конечный радиусы рабочего участка волоки, мм;
Z - координата вдоль оси волоки меридионального сечения, в котором определяется значение величины R системы, считая за начало отсчета точку пересечения хорды, проходящей через концы рабочего участка волоки, с осью волоки, мм;
ct- - угол наклона корды, проходящей через концы рабочего JM астр а волоки коси волоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Волока | 1989 |
|
SU1650306A1 |
| Самоустанавливающая оправка для волочения труб | 1977 |
|
SU632425A1 |
| Матрица для прессования | 1989 |
|
SU1657248A1 |
| Способ определения коэффициента внешнего трения при продольной безоправочной прокатке труб | 1989 |
|
SU1731309A1 |
| Волока для волочения изделий | 1987 |
|
SU1438873A1 |
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| Волока | 1987 |
|
SU1445833A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ С ПРИМЕНЕНИЕМ РАДИАЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2004 |
|
RU2271889C1 |
| ВОЛОКА | 1991 |
|
RU2033874C1 |
| Инструмент для волочения труб | 1985 |
|
SU1402382A1 |
Изобретение относится к волочильному производству, в частности, к конструкции волок. Цель изобретения - повышение производительности процесса волочения за счет снижения усилия волочения. Рабочий канал волоки имеет рабочий участок 2, образующая которого образована выпукло-вогнутой кривой. Форма кривой выполнена в соответствии с математической зависимостью, в которую входят следующие параметры: начальный и конечный радиусы рабочего участка волоки R и R , угол oL наклона хорды АС, проходящей через концы рабочего участка волоки к оси волоки. Капибрукиций участок 1 выполнен цилиндрическим. В результате происходит более равномерная проработка структуры деформируемой заготовки по ее сечению, снижается усилие волочения.. I ил.,1 табл. Ш (Л с ю со ю сх сд 00
| Маковский В.А., Ейльман Л.С | |||
| Биметаллические прутки | |||
| М | |||
| : Металлур- гия, 1981, с.55, р.36 | |||
| Самоустанавливающая оправка для волочения труб | 1977 |
|
SU632425A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ВОЛОКА^nis | 0 |
|
SU376144A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| У.Джонсон, П.Меллор | |||
| Теория пластичности для инженеров | |||
| М.: Машиностроение, 1979, р.451, р.14, 34а. | |||
