1
Изобретение относится к литейному производству, в частности к способам формообразования литейнь1х форм.
Известен способ изготовления литейных форм прессованием путем вдавливания модели в формовочную смесь I.
Недостатком данного способа является то, что он не дает равномерного или регулируемого уплотнения формовочной смеси. При этом способе особенно затруднительно получение необходимого уплотнения смеси в узких промежутках между соседними моделями или в углублениях самой модели.
Известен также способ изготовления литейных форм, который позволяет получать литейные формы с большей степенью равномерности уплотнения формовочной смеси. Способ заключается в том, что перед прессованием основной модели путем вдавливания ее в смесь, со стороны контрлада вводят вспомогательную модель (контрмодель), имеюшую профиль основной и дающую технологически необходимое распределение формовочной смеси в опоки, которая движением основной модели вытесняется до плоскости контрлада 2.
Данный способ увеличивает степень равно.мерности уплотнения формовочной смеси, но при его применении достичь равномерного уплотнения не удается.
Если принять за показатель равномерности уплотнения формы отношение высот столбов смеси до и после прессования для областей формы под моделью и вокруг нее, то для способа вдавливания модели в смесь он равен 2, а для второго известного способа 1-33.
10 Целью изобретения является повышение равномерности распределения плотности смеси в форме.
Цель достигается тем, что вначале в смесь вводят модель.
Пример возможности осушествления предлагаемого способа представлен на чертеже.
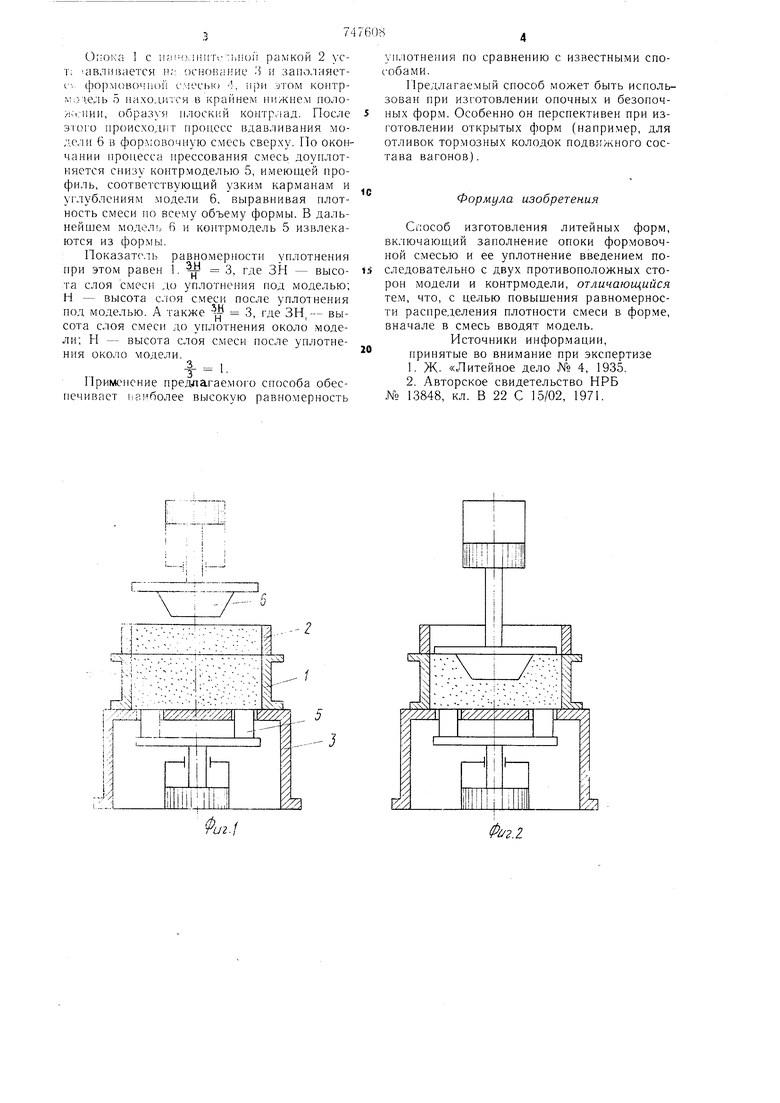
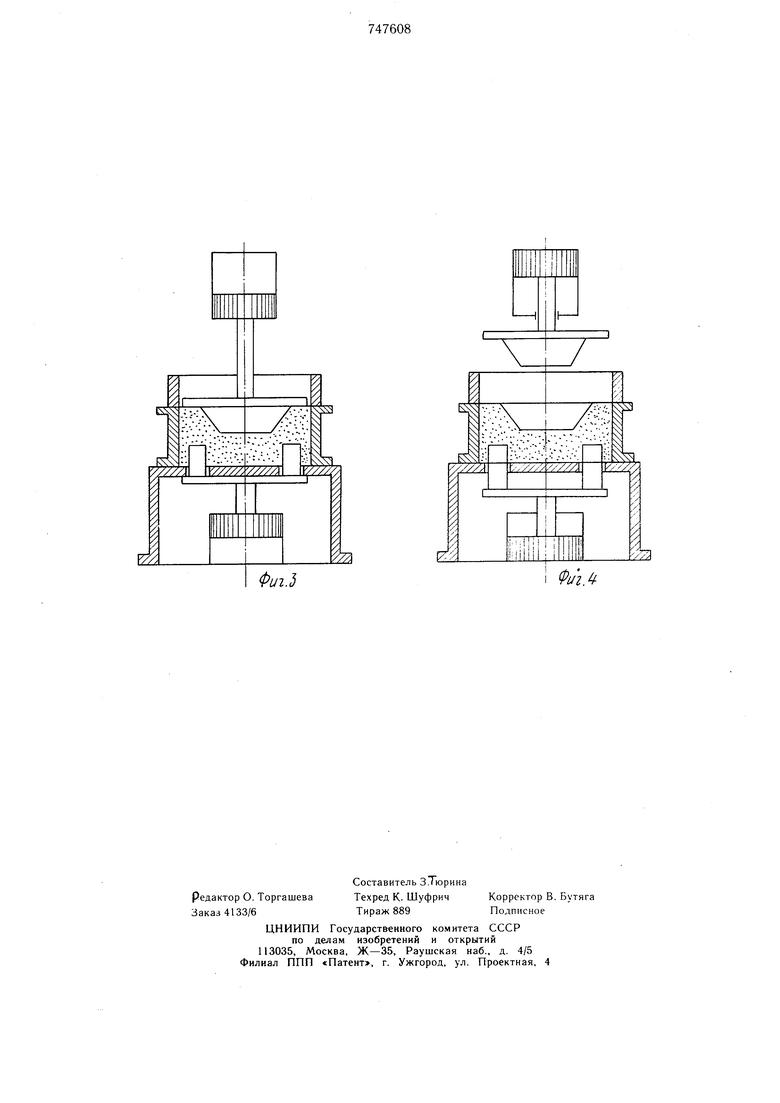
На фиг. 1 показано исходное положение;
на фиг. 2 - внедрение модели в формовоч20 ную смесь сверху; на фиг. 3 - допрессовка
снизу контрмоделью; на фиг. 4 - вытяжка
модели и контрмодели.
Формообразование при этом выполняется в следующей последовательности.
Опока 1 с iUi 4}-nii Tt-:bi on рамкой 2 усT: авливается и;: основание И н заполняется ()ормовочной смоськ) 4, при этом контрx;;)-i,e;ib о нахо.и-г.ся в крайнем нижнем поло 1., образхя плоский контрлад. После этого происходит процесс вдавливания модели 6 в фор.мовочпую смесь сверху. По окончании нроиесса прессования смесь доуплотняется снизу контрмоделью 5, имеющей профиль, соответствующий узким карманам и углублениям модели 6, выравнивая плотность смеси но всему объему формы. В дальнейшем модел.. 6 и коитрмодель 5 извлекаются из формы.
Показат(мь равномерности унлотнения при этом равен 1. 3, где ЗН - высота слоя смеси до уплотнения нод моделью; Н - высота С.ЛОЯ смеси после уплотнения под моделью. А также 3, где ЗН,- высота слоя смеси до унлотнения около модели; Н - высота слоя смеси после уплотнения около модели.
Т 1Примепсние предлагаемого способа обеспечивает г аиболее высокую равномерность
уплотнения по сравнению с известнь ми способами.
Предлагаемый способ может быть использован при изготовлении опочных и безопочных форм. Особенно он перспективен при изготовлении открытых форм (например, для отливок тормозных колодок подвижного состава вагонов).
Формула изобретения
Способ изготовления литейных форм, включающий заполнение опоки формовочной смесью и ее уплотнение введением noследовательно с двух противоположных стороп модели и контрмодели, отличающийся тем, что, с целью повышения равномерности распределения плотности смеси в форме, вначале в смесь вводят модель.
Источники информации, принятые во внимание при экспертизе
1.Ж. «Литейное дело № 4, 1935.
2.Авторское свидетельство НРБ № 13848, кл. В 22 С 15/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм прессованием | 1982 |
|
SU1161227A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Устройство для изготовления безопочных литейных форм | 1977 |
|
SU707678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРЕССОВАНИЕМ | 2002 |
|
RU2220811C1 |
| Способ изготовления литейных форм | 1978 |
|
SU1234039A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| СПОСОБ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2000 |
|
RU2219013C2 |
| Способ изготовления разовых литейных форм | 1982 |
|
SU1060299A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| ПАТЕНТНО- 1ft | 1970 |
|
SU265380A1 |
2
li
riJ.J-..it;
I у//// :л
Н J-z
Фс
иг.
.2
