Изобретение относится к механической обработке, в частности к устройствам для обработки цилиндрических внутренних поверхностей крупногабаритных труб-оболочек, преимущественно из композиционных материалов, и может быть использовано при ликвидации уступов, возникающих при несовпадении кромок соединяемых частей труб, контейнеров силосных башен, шахтных колодцев и т. п..
Целью изобретения является повышение производительности обработки путем исключения перерывов в процессе резания, а также сокращения времени на установку устройства в обрабатываемое изделие.
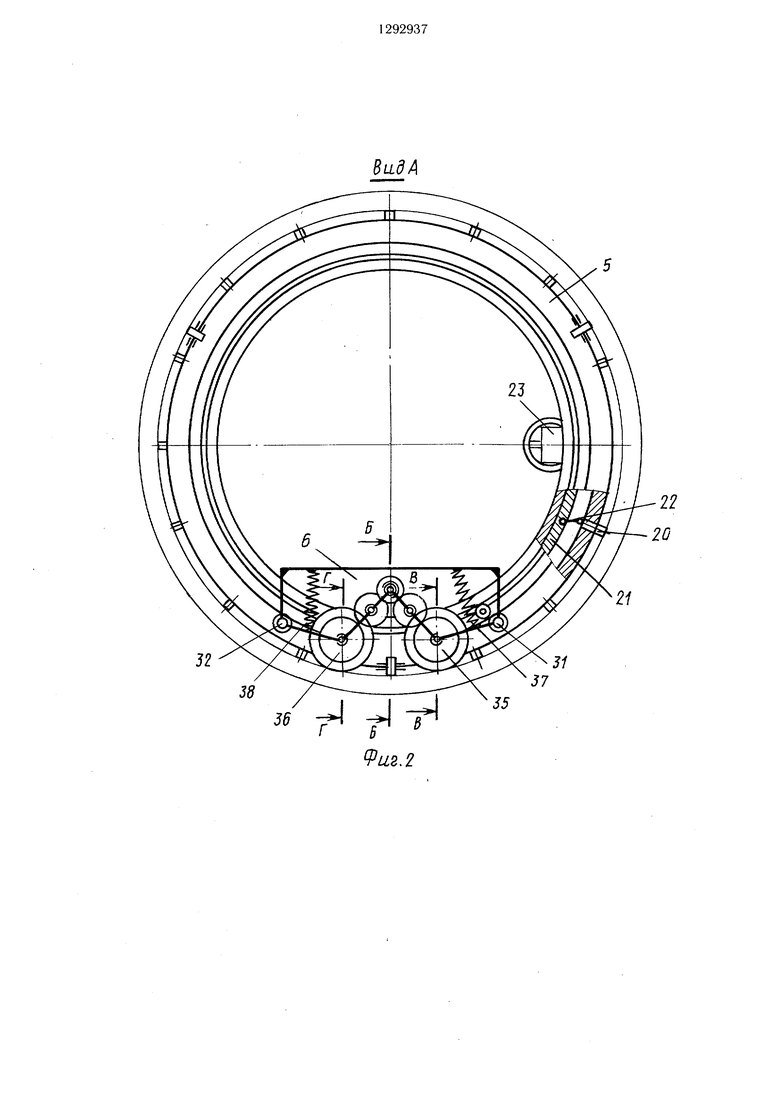
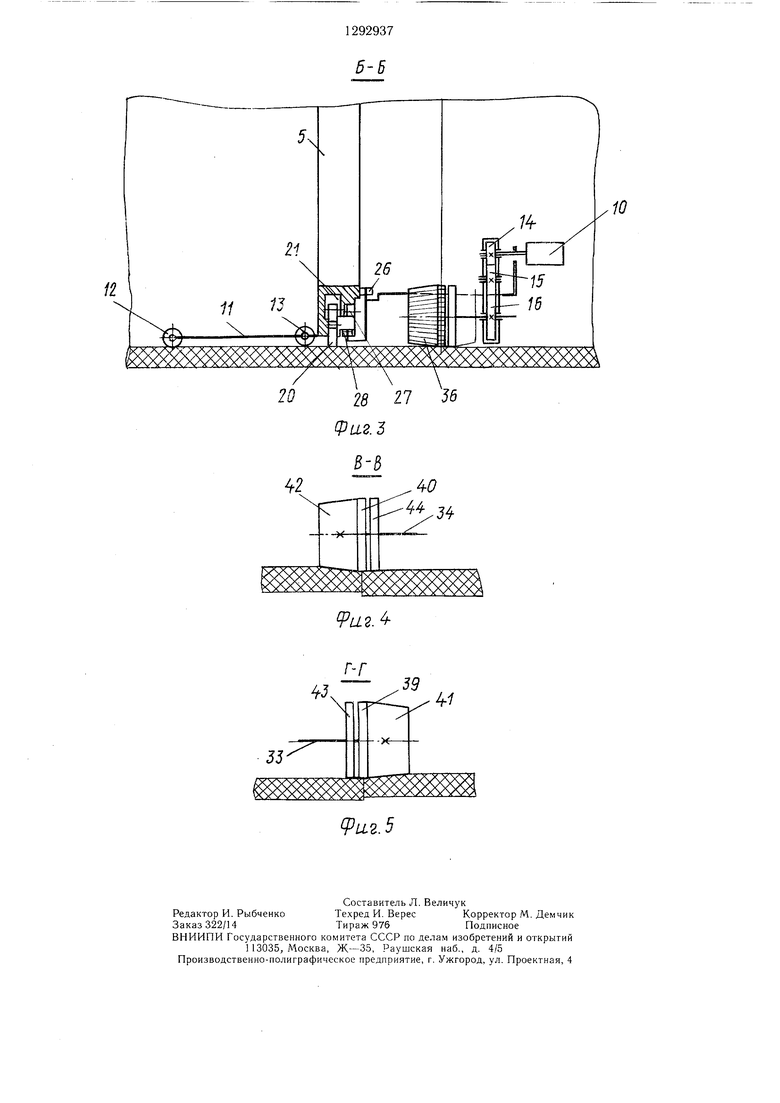
На фиг. изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 2.
Внутрь состыкованных секций 1 и 2 обрабатываемого изделия с уступом 3, образующимся при стыковке этих секций, помещают устройство 4, состоящее из разжимного самоцентрирующегося кольца 5, суппорта 6 с приводом 7 его подачи, двух фрезерных головок 8 и 9 с приводом 10 их вращения и трех равномерно расположенных по окружности кольца консольных штанг 11 с опорными роликами 12 и 13. Фрезерные головки 8 и 9 кинематически взаимосвязаны зубчатыми колесами 14-19.
Разжимное самоцентрирующееся кольцо 5 фиксируется внутри обрабатываемого изделия кулачками 20, усилие зажима на которые передается поворотом кольца 21 через тяги 22. Поворот кольца 21 осуществляется посредством червячного привода 23.
Возможность перемещения суппорта 6 по самоцентрирующемуся кольцу 5 обеспечивается ведущей зубчатой шестерней 24 привода 7, жестко соединенного с суппортом 6 консолью 25. Базирование суппорта 6 относительно самоцентрирующегося кольца 5 осуществляется группой направляющих роликов 26-28.
Рабочие головки 8 и 9, имеющие корпусы 29 и 30, смонтированы на суппорте 6 посредством шарниров 31 и 32. Благодаря шарнирам шпиндели 33 и 34 головок 8 и 9, а значит, и насаженные на них фрезы 35 и 36 имеют возможность перемещения относительно обрабатываемой поверхности (за счет поворота корпусов 29, 30 вокруг соответствующих шарниров 31, 32). Прижим фрез 35, 36 к обрабатываемой поверхности осуп ествлен пружинами 37, 38.
Фрезы 35 и 36 выполнены сборными и имеют цилиндрические части 39 и 40 и конические части 41 и 42, при этом они расположены так, что цилиндрические части 39 и 40 взаимно перекрывают друг друга.
а конические части 41 и 42 развернуты в противоположные стороны.
Перед цилиндрической частью каждой из фрез на шпинделе установлены ролики 43 и 44, причем диаметр ролика равен наружному диаметру цилиндрической части фрезы.
Устройство работает следующим образом.
Если при стыковке секций 1 и 2 уступ 3
не образуется, то ролики 43 и 44, касающиеся каждый внутренней поверхности одной из секций, не дают фрезам возможности врезаться в поверхности секций. Если же образуется уступ, то фреза 35, например, под воздействием пружины 37 врезается в секцию 2 до касания роликом
43 поверхности -секции 1. Фреза 36 при этом враш.ается вхолостую и выполняет роль маховика, сглаживающего вибрации. Если уступ образуется с другой стороны стыка, то врезается в секцию 1 фреза 36 до
касания роликом 44 поверхности секции 2, а роль маховика выполняет фреза 35.
Разжимное кольцо 5 устанавливают так, чтобы середина каждой из цилиндрических частей фрез приходилась на место стыка секций. Затем включают привод вращения рабочих головок, и после врезания фрезы в уступ 3 на месте стыка - привод подачи суппорта 6. Перемещаясь по самоцентрирующемуся кольцу 5, суппорт 6 перемещает и рабочие головки 8 и 9 с вращающимися фрезами 35 и 36, в резуль j.Q qgpQ уступ 3 обрабатывается по требуемому профилю. Для полной обработки уступа нужно перемещение суппорта 6 на всю длину окружности самоцентрирующегося кольца 5.
Консольные штанги 11 с опорными роликами 12 и 13 необходимы для перемещения устройства внутри секций 1 и 2 трубы-оболочки.
40
Формула изобретения
Устройство для обработки цилиндрических внутренних поверхностей, содержащее центрирующий элемент и кинематически связанный с ним суппорт, несущий рабочие
головки с приводами вращения, отличающееся тем, что, с целью повышения производительности обработки центрирующий элемент выполнен в виде разжимного кольца с зубчатым венцом, а суппорт снабжен направляющими роликами и зубчатой шестерней, предназначенной для взаимодействия с упомянутым венцом, при этом рабочие головки смонтированы на суппорте консольно посредством введенных в устройство шарниров, а направляющие ролики установлены с
возможностью взаимодействия с разжимным кольцом.
SudA
32
38
Т Т
21
31
37
35
9а2Л
Г Г
4J.
9u2.5
Составитель Л. Величук
Редактор И. РыбченкоТехред И. ВересКорректор М. Демчик
Заказ 322/14Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Л осква, Ж--35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
39
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Устройство для обработки цилиндрических внутренних поверхностей | 1987 |
|
SU1463405A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| Устройство для обработки швов приварки патрубков | 1977 |
|
SU722701A1 |
| Зубофрезерный станок | 1979 |
|
SU961875A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
Изобретение относится к области механической обработки, в частности к устройствам для обработки цилиндрических внутренних поверхностей крупногабаритных труб-оболочек, преимущественно из композитных материалов, и может быть использовано при ликвидации уступов, возникающих при несовпадении кромок соединяемых частей труб, контейнеров, шахтных колодцев и т. п. изделий. Целью изобретения является повыщение производительности обработки. Устройство состоит из разжимного самоцентрирующегося кольца 5, суппорта 6 с приводом его подачи 7, двух рабочих головок 8, 9 и трех равномерно расположенных по окружности консольных щтанг 11 с опорными роликами 12 и 13. Рабочие головки 8, 9 смонтированы на суппорте 6 посредством шарниров 31 и 32, установленных на суппорте 6. Благодаря шарнирам шпиндели 33, 34 имеют возможность перемещения относительно обрабатываемой поверхности. 5 ил. ;j ггп 20 34 J/ 9 30 76 Iff 4 Ntfl7v / 29 Г 78 «3 /д 5 (Л Ю со Ю ;о оо 
| Устройство для зачистки концов труб | 1972 |
|
SU461807A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
