Изобретение относится к технологическому оборудованию и может быть использовано при изготовлении замков.
Целью изобретения является расширение технологических возможностей за счет возможности установки деталей в корпус с разных его сторон.
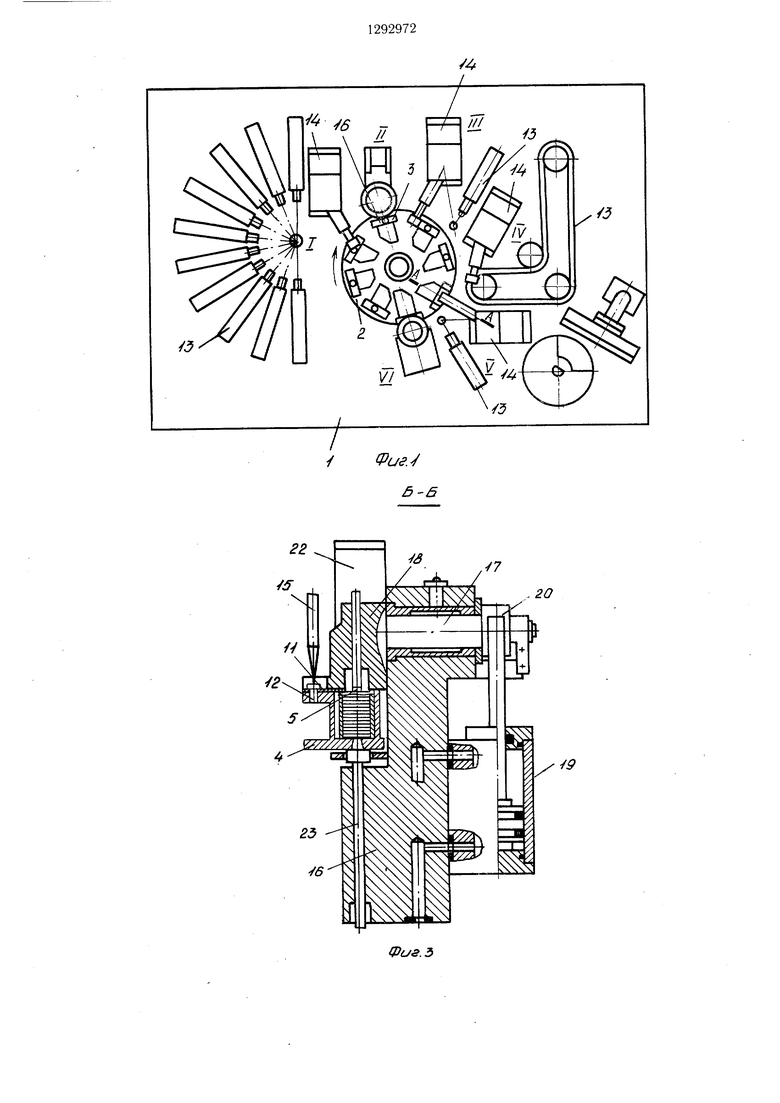
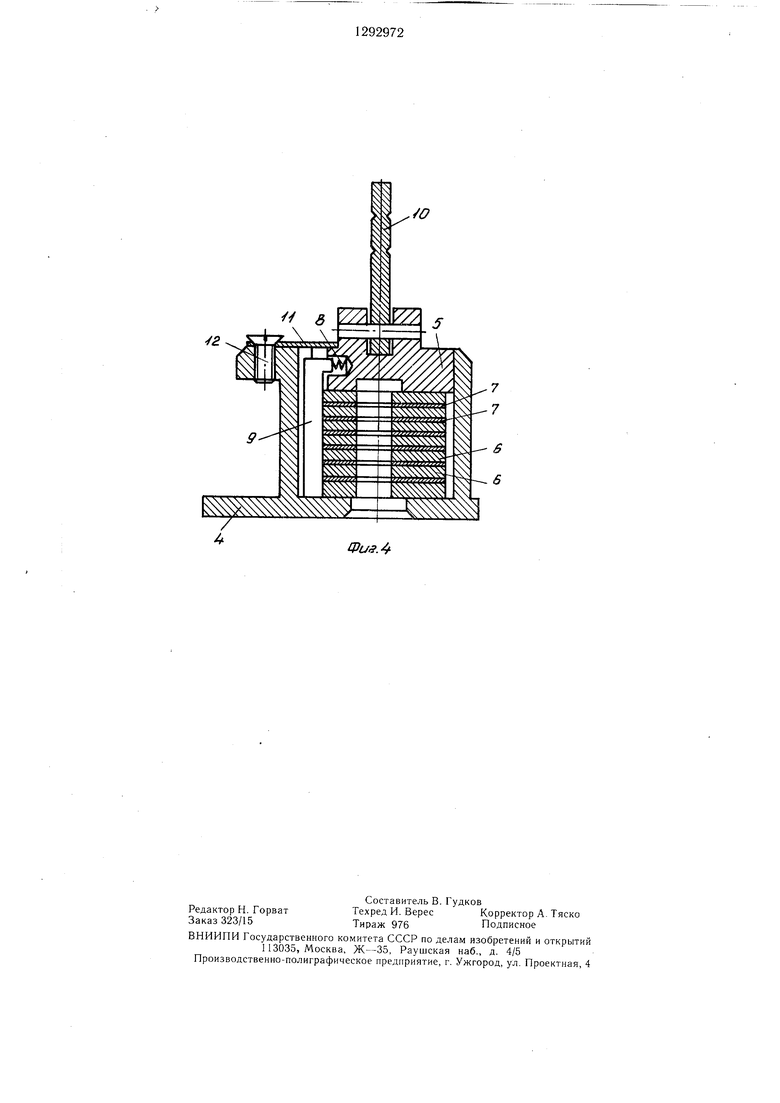
На фиг.1 показан автомат, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - цилиндровый механизм замка.
Автомат для сборки цилиндрового механизма замка содержит станину 1, на которой установлен многопозиционный поворотный стол 2 с базирующими приспособлениями 3 нод собираемые детали цилиндрового механизма замка, включающего корпус 4 {фиг.4), стакан 5 с запорными шайбами 6, промежуточными пружинными шайбами 7, фиксирующими в стакане 5 подпружиненным пружиной 8 штифтом 9, и плосПозиция 1У. С помощью манипулятора 14 корпус 4 одевается на стакан 5 и прижимается к ложементу 18. Затем шток 25 силового цилиндра 24 поднимается и перемещает толкатель 23. Толкатель 23 упирает ся в поводок 10, в результате чего стакан 5 полностью собирается с корпусом 4. При обратном ходе штока 25 толкатель 23 опускается в исходное положение, а манипулятор 14 освобождает корпус 4.
10 Позиция У. Срабатывает силовой цилиндр 19, ось 17 поворачивается на 180° и ложемент 18 занимает нижнее положение. При этом; планка-ограничитель 22 ис- ключает смещение корпуса 4 относительно гнезда 21 ложемента 18. После завершения
поворота оси 17 срабатывает цилиндр 24 и толкатель 23 поджимает корпус 4 к ложементу 18, а манипулятор 14 устанавливает на корпус 4 пружинную полушайбу 11. Затем с помощью резьбозавертывающей гокий поводок 10, закрепленный в стакане 5. 2о ювки 15 полушайба 11 крепится винтом 12.
Стакан 5 удерживается в корпусе 4 по- Обратным ходом шток 25 освобождает корсредством пружинной полушайбы 11 и вин- пус 4.
та 12.Позиция У1. Срабатывает силовой циВокруг поворотного стола 2 (фиг.1) на линдр 19 и ложемент 18 возвращается в
станине 1 размещены шиберные загрузоч- верхнее положение. Собранный цилиндровый
ные механизмы 13, транспортно-сборочные 25 механизм замка снимается с ложемента, а
механизмы в виде манипуляторов 14 и резь- на его место в гнездо 21 устанавливавгбозавертывающая головка 15.
Базирующие приспособления 3 включают
в себя корпус 16, в отверстии KOTOpoi o
установлена с возможностью поворота ось
17, несущая ложемент. 18. Приводом повоАвтомат для сборки цилиндрового механизма замка, содержащий станину, многопозиционный поворотный стол, на котором установлены базирующие приспособления с ложементами под устанавливаемые детали, и размещенные вокруг стола в техноло30
ся очередной стакан 5 с закрепленным в нем поводком 10.
Формула изобретения
рота оси 17 является силовой цилиндр 19 через реечную передачу 20. На ложементе 18 выполнено гнездо 21 под устанавливаемые детали. На корпусе 16 закреплена сегментная планка-ограничитель 22, центр которой совпадает с осью 17, кроме того, в корпусе 16 размещен толкатель 23. На 1У и У позициях на станине 1 под поворотным столом 2 закреплены силовые цилиндры 24 со щтоками 25.
35
гическои последовательности загрузочные, транспортно-сборочные и сборочные механизмы, отличающийся тем, что, с целью расширения технологических возможностей, авАвтомат работает следующим образом. 40 томат снабжен силовыми цилиндрами, устаПозиция 1. Согласно программе запорные шайбы 6 и пружинные шайбы 7 из загрузочных механизмов 13 подаются в зону действия манипулятора 14, который устанавливает их в стакане 5, размещенном в гнезде 21 ложемента 18.
Позиция П и III. С помощью манипулятора 4 в стакан 5 устанавливаются пружина 8 и щтифт 9.
новленными под столом, а каждое базирую- И1.ее приспособление снабжено сегментной планкой-ограничителем и толкателем, кроме того, ложемент установлен шарнирно с возможностью поворота в вертикальной плос- 45 кости, причем центр сегментной планки совпадает с осью поворота ложемента, а толкатель имеет возможность взаимодействия со штоками силовых цилиндров.
Позиция 1У. С помощью манипулятора 14 корпус 4 одевается на стакан 5 и прижимается к ложементу 18. Затем шток 25 силового цилиндра 24 поднимается и перемещает толкатель 23. Толкатель 23 упирается в поводок 10, в результате чего стакан 5 полностью собирается с корпусом 4. При обратном ходе штока 25 толкатель 23 опускается в исходное положение, а манипулятор 14 освобождает корпус 4.
Позиция У. Срабатывает силовой цилиндр 19, ось 17 поворачивается на 180° и ложемент 18 занимает нижнее положение. При этом; планка-ограничитель 22 ис- ключает смещение корпуса 4 относительно гнезда 21 ложемента 18. После завершения
поворота оси 17 срабатывает цилиндр 24 и толкатель 23 поджимает корпус 4 к ложементу 18, а манипулятор 14 устанавливает на корпус 4 пружинную полушайбу 11. Затем с помощью резьбозавертывающей го ювки 15 полушайба 11 крепится винтом 12.
на его место в гнездо 21 устанавливавг
ся очередной стакан 5 с закрепленным в нем поводком 10.
Формула изобретения
гическои последовательности загрузочные, транспортно-сборочные и сборочные механизмы, отличающийся тем, что, с целью расширения технологических возможностей, автомат снабжен силовыми цилиндрами, установленными под столом, а каждое базирую- И1.ее приспособление снабжено сегментной планкой-ограничителем и толкателем, кроме того, ложемент установлен шарнирно с возможностью поворота в вертикальной плос- кости, причем центр сегментной планки совпадает с осью поворота ложемента, а толкатель имеет возможность взаимодействия со штоками силовых цилиндров.
/J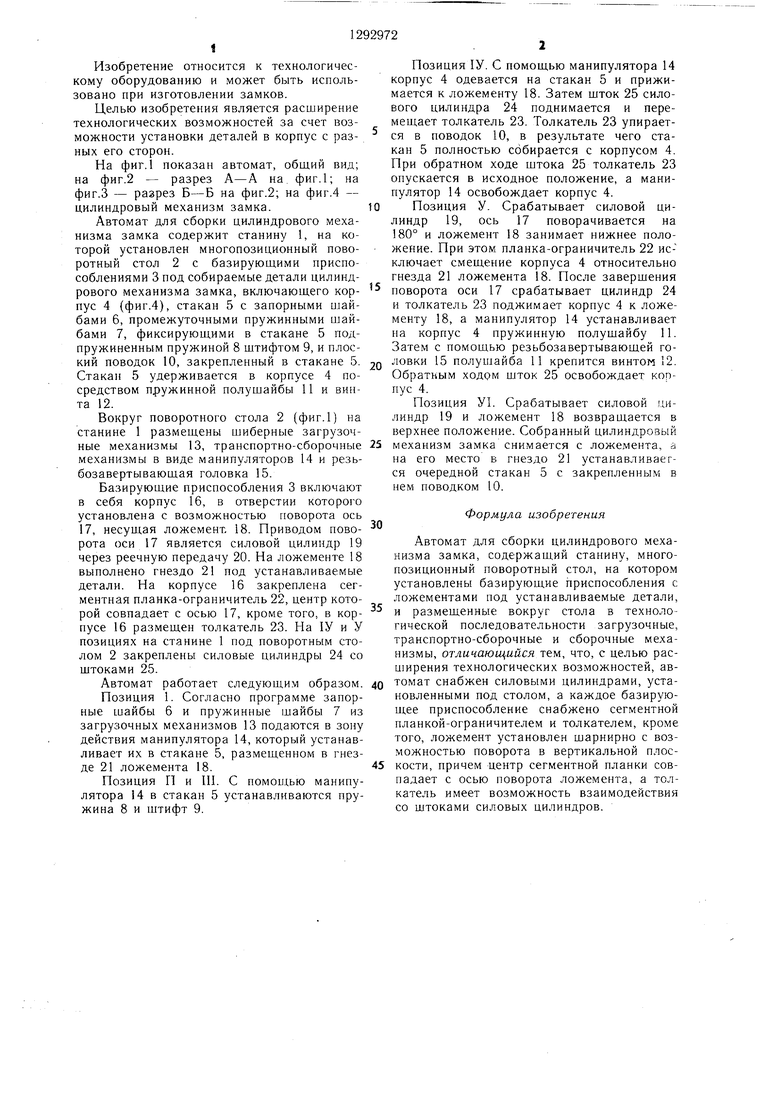
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Способ сборки редукторов и устройство для его осуществления | 1984 |
|
SU1255353A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Автомат для сборки тарелок и сухарей с клапанами ДВС | 1990 |
|
SU1761432A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
Изобретение относится к технологическому оборудованию для изготовления замков и позволяет расширить технологические возможности устройства при осушествлении полной сборки цилиндрового механизма замо.: Дсов ие ии м« ка в автоматическом цикле. В начале цикла сборки запорные и пружинные шайбы с помощью манипулятора 14 подаются из загрузочных устройств и устанавливаются в стакан 5, размеш,енный в гнезде 21 ложемента 18. После установки на ложемент 18 корпуса 4 толкатель 23 с помощью цилиндра 24 поднимается, в результате чего стакан 5 устанавливается в отверстие корпуса 4. Затем ложемент 18 поворачивается в нижнее положение, и в корпус 4 с помощью манипулятора 14 и резьбозавертывающей головки устанавливаются полушайба и винт. При этом толкатель 23 поджимает корпус 4 к ложементу 18. Далее ложемент 18 возвращается в исходное положение и собранное изделие снимается с ложемента. 4 ил. А -А i (Л CZ 1чЭ со to со to
/ Фиг. &--S
22
/7
Фиа.5
fa
/г
Щиз.
| Сборка и монтаж изделий машиностроения / Под ред | |||
| В | |||
| С | |||
| Корсакова | |||
| М.: Машиностроение, 1983, т | |||
| I с | |||
| Способ изготовления струн | 1924 |
|
SU345A1 |
