процессом компенсации температурных деформаций.
Такое выполнение токарного многошпиндельного автомата позволяет повысить его точность, т. е. точность обработки деталей на станках за счет выравнивания температурных деформаций опор шпиндельного барабана и компенсации смещения шпинделей при обработке деталей с поперечных суппортов.,
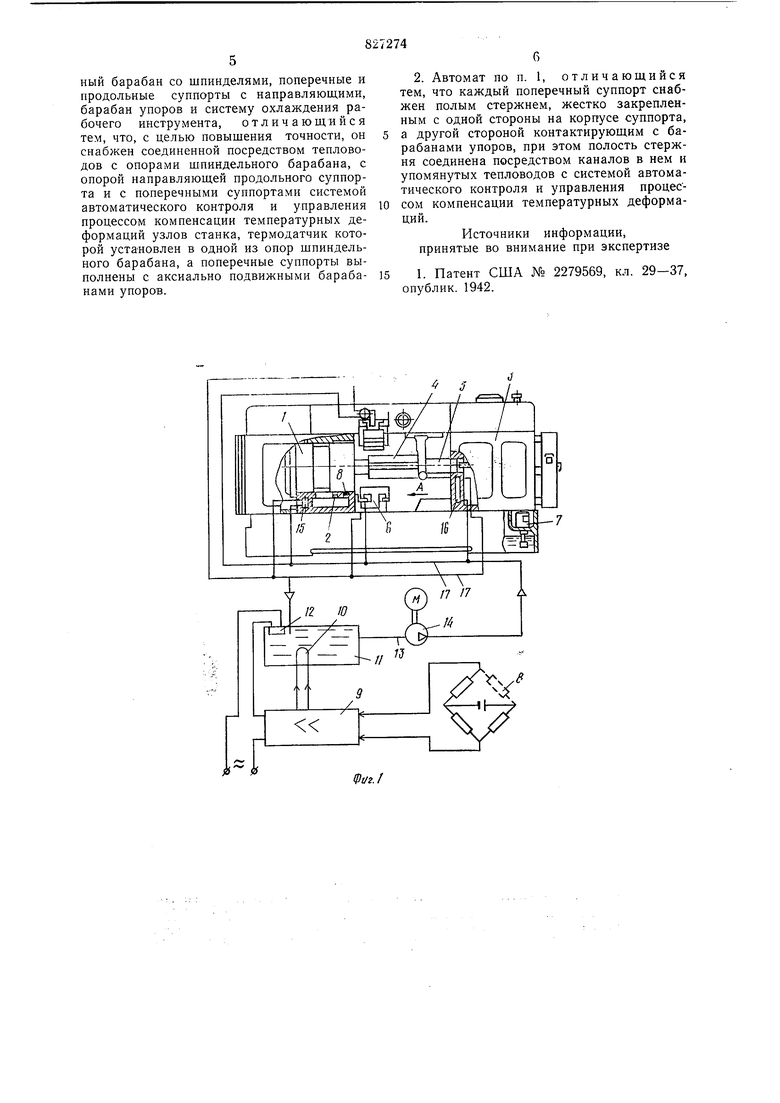
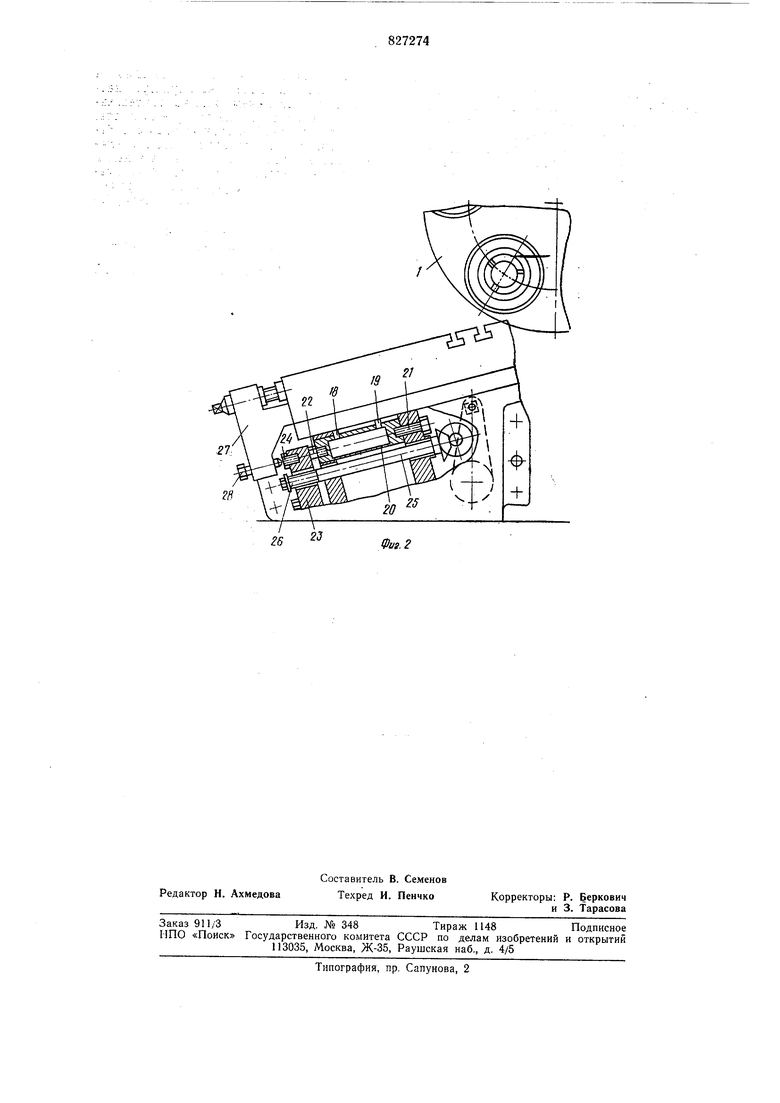
На фиг. 1 изображен многошпиндельный токарный автомат с системой автоматического контроля и управления процессом компенсации температурных деформаций узлов станка; на фиг. 2 - вид А фиг. 1, где изображен поперечный суппорт с местным разрезом.
Предлагаемый токарный многошпиндельный автомат включает шпиндельный барабан 1, установленный на ложе 2, коробку передач 3, продольный суппорт 4 на направляющей 5, поперечные суппорты 6, систему охлаждения 7 и систему автоматического контроля и управления процессом компенсации температурных деформаций, которая состоит из теплового датчика 8, электрически связанного с усилителем 9, подключенным к электронагревателю 10, находящемуся в масляной ванне резервуара 11. Питание усилителя 9 осуществляется от сети переменного тока через тепловое реле 12. Из резервуара И масло или другая рабочая жидкость перекачивается по тепловодам 13 насосом 14. Датчик 8 системы компенсации установлен под шпиндельным барабаном 1 в передней его опоре, т. е. в месте наиболее интенсивного нагрева шпиндельного барабана. В задней опоре шпиндельного барабана 1 выполнена камера 15, а в коробке передач 3 - камера 16, соединенные посредством тепловодов 17 с системой автоматического контроля и управления процессом компенсации температурных деформаций. Каждый поперечный суппорт 6 также соединен посредством тепловодов 17 через каналы 18 и 19 в нем с упомянутой системой. При этом поперечные суппорты 6 снабжены полым стержием 20, который жестко закреплен с одной стороны с помощью болта 2i на корпусе суппорта 6. С другой стороны полый стержень 20 имеет установочный болт 22, в который тыльной стороной упирается барабан 23 с упорами 24, соответствующими щпинделям токарного многошпиндельного автомата. Барабан упоров установлен на шлицах вала 25 и посредством пружины 26 поджимается к установочному болту 22 полого стержня 20.
Работает предлагаемый многощпиндельный токарный автомат с системой автоматического контроля и управления цроцес-, сом компенсации температурных деформаций следующим образом.
При работе станка за счет потерь на трение в опорах шпинделей и теплообразования в процессе резания происходит наиболее иптенсивный нагрев шпиндельного барабана 1 у передних опор, опережающий нагрев шпиндельного барабана 1 у задней опоры и нагрев стенки коробки передач 3, являющейся опорой направляющей 5 продольного суппорта 4.
Вследствие этого ось шпиндельного барабана смешается, а направляюшая продольного суппорта деформируется, что приводит к нарушению прямолинейности перемешения продольного суппорта относительно осей шпинделей. Кроме того, оси шпинделей смещаются в радиальных направлениях. С целью исключения этих недостатков, в зоне наиболее интенсивного нагрева станка у передних опор шпиндельного барабана установлен термодатчик 8, который при нагревании шпиндельного барабана 1 выводит из состояния равновесия электрический мост. Образовавшийся в диагонали электрического моста электрический ток усиливается в усилителе 9 и при этом в резервуаре 11 нагревается масло до температуры, равной температуре в зоне наибольшего нагрева станка. Нагретое в резервуаре 11 масло прокачивается насосом 14 через камеру 15 в задней опоре шпиндельного барабана 1, камеру 16 коробки передач 3 и полые стержни 20 поперечных суппортов 6, откуда, отдавая тепло, сливается обратно в резервуар 11. При этом обеспечивается равномерный нагрев опор шпиндельного барабана 1 и направляющей продольного суппорта, благодаря чему исключается деформация оси шпиндельного барабана и направляющей продольного суппорта.
Комиенсация радиальных смещений шпинделей осуществляется следующим образом. Нагретое масло прокачивается через полые стержни 20 поперечных суппортов 6, которые при нагреве удлиняются и при этом через установочный болт 22 на шлицах вала 25 перемещается барабан 23 на величину, соответствующую радиальному смещению шпинделей.
Это обеспечивается благодаря тому, что линейное удлинение полого стержня 20 пропорционально температуре нагрева шпиндельного барабана 1 в месте установки датчика 8, а абсолютное удлинение полого стержня равно температурному смещению оси шпинделя. При этом ползун 27 суппорта, упираясь регулировочным болтом 28 в соответствующий упор 24, смещается от, начального положения на величину удлинения полого стержня 20, компенсируя тем са.мым радиальное смещение шпинделя.
Формула изобретения
1. Многошпиндельный токарный автомат, включающий поворотный шпиндельный барабан со шпинделями, поперечные и продольные суппорты с направляющими, барабан упоров и систему охлаждения рабочего инструмента, отличающийся тем, что, с целью повыщения точности, он снабжен соединенной посредством тепловодов с опорами шпиндельного барабана, с опорой направляющей продольного суппорта и с поперечными суппортами системой автоматического контроля и управления процессом компенсации температурных деформаций узлов станка, термодатчик которой установлен в одной из опор шпиндельного барабана, а поперечные суппорты выполнены с аксиально подвижными барабанами упоров.
2. Автомат по п. 1, отличающийся тем, что каждый поперечный суппорт снабжен полым стержнем, жестко закрепленным с одной стороны на корпусе суппорта, а другой стороной контактирующим с барабанами упоров, при этом полость стержня соединена посредством каналов в нем и упомянутых тепловодов с системой автоматического контроля и управления процессом компенсации температурных деформаций.
Источники информации,
принятые во внимание при экспертизе
1. Патент США № 2279569, кл. 29-37, опублик. 1942.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления точностью обработки на токарных многошпиндельных автоматах и устройство для его осуществления | 1985 |
|
SU1292985A1 |
| Многошпиндельный токарный автомат | 1978 |
|
SU808206A1 |
| Токарный многошпиндельный станок | 1978 |
|
SU780963A1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| Способ регулирования качества сборки барабанов токарных многошпиндельных станков-автоматов | 1985 |
|
SU1294569A1 |
| Способ управления токарной обработкой и устройство для его осуществления | 1982 |
|
SU1016080A1 |
| Многошпиндельный токарный автомат | 1988 |
|
SU1641511A1 |
| ТОКАРНЫЙ ГОРИЗОНТАЛЬНЫЙ МНОГОШПИНДЕЛЬНЫЙАВТОМАТ | 1971 |
|
SU305960A1 |
Фиг.
/
Фаг. 2
