(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МИНЕРАЛОВАТНЫХ ИЛИ СТЕКЛОВАТНЫХ ИЗДЕЛИЙ
ы, а также ручейковым приспособлением ля поворога последних на 90 .
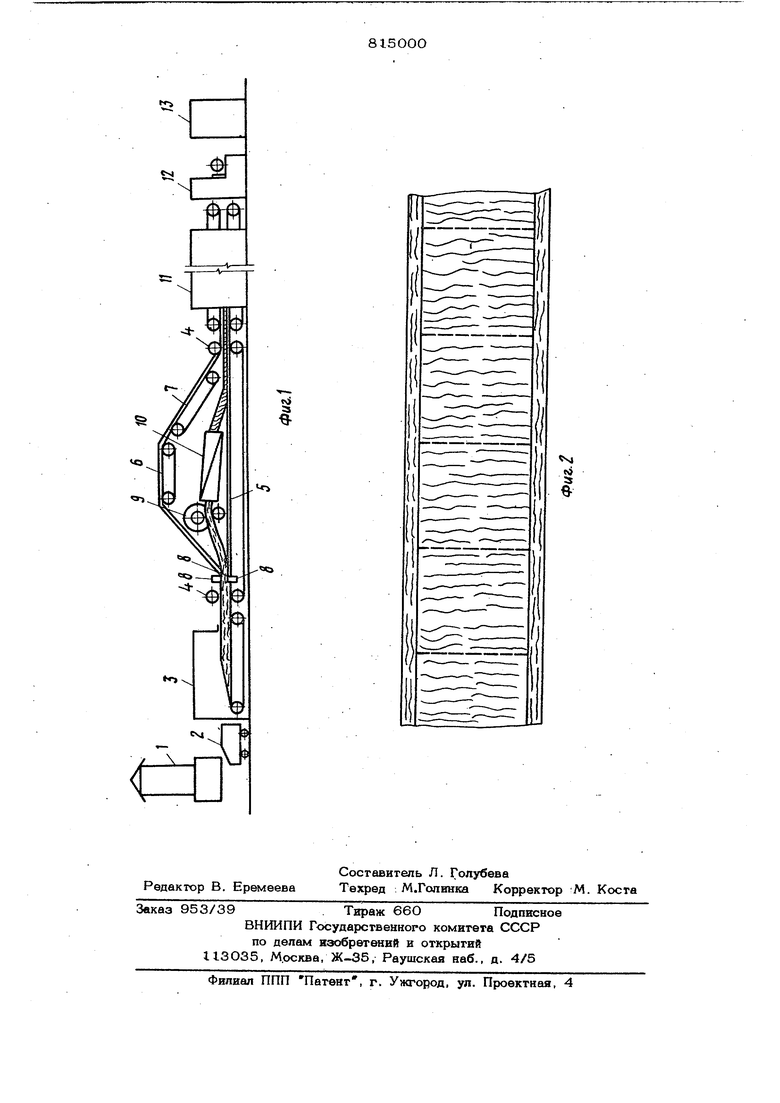
На фиг. I показана схема предлагае-. ой поточной линии для изготовления инераловатных или стекловатных издеий; на фиг. 2 - получаемые изделия, оперечный разрез.
Предлагаемая линия состоит из плавильного агрегата 1, например вагранки, волокнообразователя 2, например валковой центрифуги, камеры 3 волокноосаждения, прижимных валков 4, подающего транспортера 5, дополнительных транспортеров 6 и 7, ножей 8 продольной горизонтальной резки ковра на слои, ножей 9 продольной вертикальной резки среднего слоя ковра на полосы, а также из ручей- кового приспособления Ю для поворота полос на , камеры 11 термообработки, ножей 12 продольной и поперечной резки и упаковочного оборудования 13 Минеральный расплав перерабатывают волокнообразователем 2 в волокно, которое опрыскивают раствором связующего и осаждают в виде непрерывного ковра в камере 3 волокноосаждения. Раствор связующего может быть введен также методом пролива с вакуумированнем. Ковер непрерывно подают к ножам продольной горизонтальной резки 8, которые разрезают ковер на три сдоя по толщине. Нижний слой, имеющий горизон тальное расположение волокон, движется по подающему транспортеру 5. Средний слой несколько приподнимают над нижним и подают к дисковым ножам 9 продольной вертикальной резки и разрезают его на продольные полосы, которые ручейковым приспособлением 10 непрерывно поворачивают по мере их движения на 90 вдоль их оси и укладывают на нижний слой непрерывным слоем, имеющим вертикальное расположение волокон. Верхний слой с горизонтальным расположением волокон дополнительными транспортерами подают поверх среднего опоя. Трехслойный ковер подпрессовывают до требуемой толщины, подают в камеру II термообработки и разрезают на плиты требуемых размеров. Ножи 8 для продольной горизонтальной резки ковра на слои могут быть выполнены ленточными с возможным
перемещением по вьюоте для изменения толщины слоев в требуемых пределах.
Ножи 9 для продольной вертикальной резки среднего слоя ковра на полосы могут быть выполнены дисковыми, установленными на вращающемся валу. Ручейковое приспособление 10 для поворота полос ковра на 90 вдоль их оси выполнено так, что смежные ручьи приспособ лення располагаются на резных уровнях относительно друг.друга, что обеспечивает возможность поворота полос ковра вдоль их оси без увеличения общей ширины устройства в месте поворота полос ковра на 46 вдоль их оси. После термообработки и резки трехслойного ковра на изделия получают изделия {фиг.2)наружные слои которых имеют горизонтальное расположение волокон, а средний слой - вертикальное расположение волокон.
Благодаря такой конструкции плит устраняется необходимость в наклейке покровного слоя и значиу-ельно возрастает прочность Изделий на изгиб.
ула изобретения
О р М
Поточная линия для изготовления минераловатных или стекловатных изделий, содержащая плавильный агрегат, волокнообразователь, камеры волокноосаждения и термообработки, подающий транспортер, а также ножи продольной и поперечной
резки, о тлич ающ аяс я тем, что, с целью обеспечения возможности непрерывного изготовления изделий и повышения прочности их на изгиб, она снабжена установленными за камерой волокноосаждения над подающим транспортером дополнительными транспортерами, ножами продольной горизонтальной резки ковра на слои, ножами продольной вертикальной резки среднего слоя ковра на . полосы, а также ручейковым приспособлением для поворота последних на 9О .
Источники информации, принятые во внимание при экспертизе
I. Проспект Шведской фирмы ЮнгерсВерщтадс-АВ, 1976.
fc,
«Nl §
0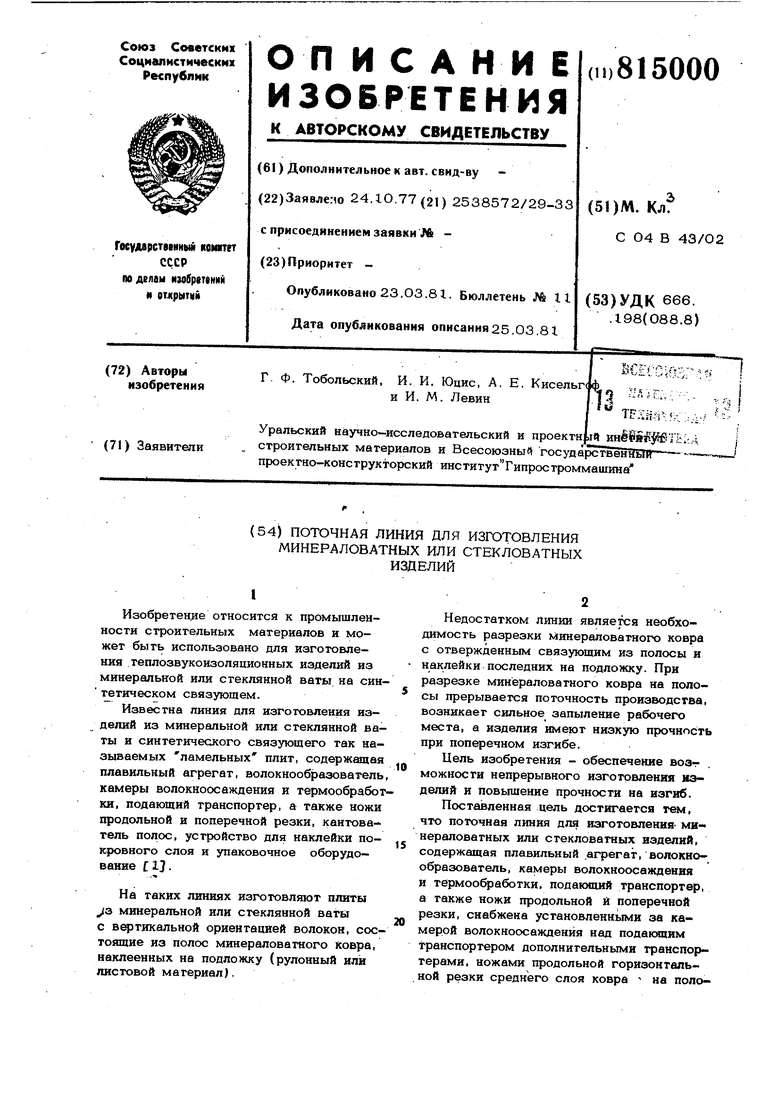

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования минераловатных или стекловатных изделий с преимущественно вертикальным направлением волокон | 1977 |
|
SU876570A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| Установка для изготовления из минераловатного ковра плит с вертикальной слоистостью | 1978 |
|
SU771074A1 |
| Устройство для формования минера-лОВАТНыХ или СТЕКлОВАТНыХ издЕлий | 1979 |
|
SU810654A1 |
| Устройство для формования минера-лОВАТНыХ или СТЕКлОВАТНыХ издЕлий | 1978 |
|
SU810653A1 |
| Поточная линия для изготовления минераловых изделий | 1976 |
|
SU612919A1 |
| Устройство для формования волокнистого ковра с вертикальной слоистостью | 1978 |
|
SU876625A1 |
| Способ изготовления минераловатных или стекловатных изделий | 1977 |
|
SU876623A1 |
| Поточная линия для изготовления теплоизоляционных изделий из минеральной или стеклянной ваты | 1977 |
|
SU876624A1 |
| Устройство для формования минераловатных или стекловатных изделий | 1979 |
|
SU876626A1 |