Изобретение относится к обработке металлов давлением и может быть использовано для изготовления изделий с криволинейной осью.
Цель изобретения - расширение тех- нологических возможностей за счет обеспечения получения изделий,.например, S-об- разной формы или типа спирали.
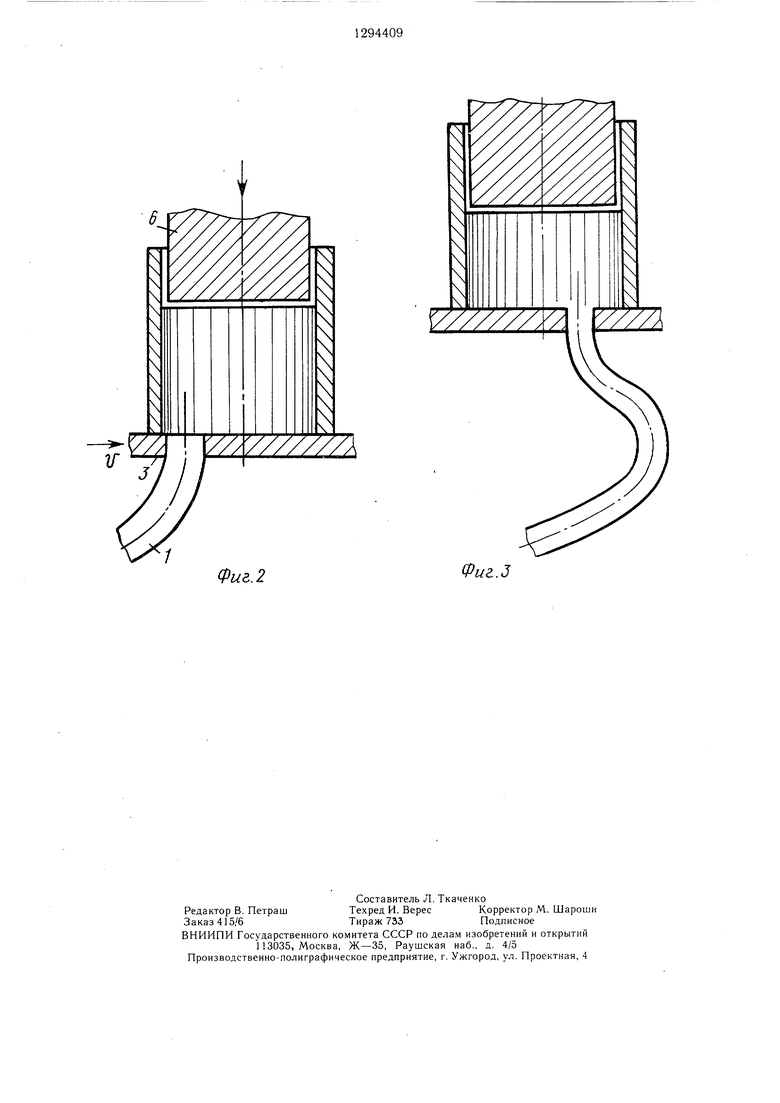
На фиг. 1-3 схематично показана последовательность выполнения способа.
Способ изготовления изделий с криво- линейной осью осуществляется путем прямого выдавливания пресс-изделия 1 с созданием очага деформации с начальной эксцентрично размепденной относительно оси заготовки 2 нижней границей. В процессе де- формирования нижнюю границу 3 очага деформации смещают в плоскости, перпендикулярной оси заготовки 2, со скоростью УЛ.Для этого заготовки 2 помещают в контейнер 4 с подвижной матрицей 5, рабочее очко которой установлено со смещением относительно оси контейнера 4 и пуансона 6.
В процессе деформирО1зания матрицу 5 перемещают со скоростью Ул Перемещение матрицы 5 (нижней границы 3 очага деформации) может осуществляться как по прямолинейной траектории с получением S-образного изделия, так и по криволинейной, например по окружности, с получением изделия типа спирали, диаметр ко- | орой определяется эксцентриситетом расположения оси отверстия матрицы при по- стоянной скорости истечения материала из очага деформации.
Перемещать нижнюю границу очага деформации целесообразно со скоростью 0,05...0,15 скорости перемещения верхнего торца заготовки (У), так как при скорости ,05У кривизна практически не изменяется, а при 0,15У имеет место сни
0
Q
г
5
жение качества изделий ввиду трещин и рисок.
Пример. Изготавливают S-образное изделие 0 5 мм и изделие типа пружины 0 35 мм из заготовок 0 60 мм, высотой 85 мм из стали Ст 3 в эксперименталь ном щтампе, установленном на гидравлическом прессе усилием 100 тс. Скорость перемещения пуансона (верхнего торца заготовки) мм/с, скорость перемещения матрицы мм/с ( 0,13). Получены качественные изделия диаметром 05±0,8 мм.
Предлагаемый способ обеспечивает получение изделий произвольной кривизны с помощью простой оснастки.
Формула изобретения
1.Способ изготовления изделий с криволинейной осью путем прямого выдавливания из заготовки пресс-изделия с созданием очага деформации с эксцентричной относительно оси заготовки нижней границей, отличающийся тем, что, с целью расщире- ния технологических возможностей, нижнюю границу очага деформации смещают в плоскости, перпендикулярной оси заготовки в процессе деформирования.
2.Способ по п. 1, отличающийся тем, что нижнюю границу очага деформации перемещают по прямолинейной траектории.
3.Способ по п. 1, отличающийся тем, что нижнюю границу очага деформации перемещают по криволинейной траектории.
4.Способ по пп. 1-3, отличающийся тем, что линейную скорость перемещения нижней границы очага деформации выбирают из зависимости Ул (0,05...0,15)У, где Ул - линейная скорость перемещения нижней границы очага деформации; У - скорость перемещения верхнего торца заготовки.
V//////////.
Фыг.1
Фиг..2
V//////.
V/77X
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячего прессования заготовок | 1988 |
|
SU1671387A1 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК | 1993 |
|
RU2049569C1 |
| Способ выдавливания тонкостенных полых изделий | 2017 |
|
RU2666394C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Способ прессования малопластичных металлов и сплавов и инструмент для его осуществления | 1987 |
|
SU1574308A1 |
| Способ наладки прессового инструмента с системой ультразвуковых колебаний | 1977 |
|
SU747555A1 |
| Способ получения изделий радиальным выдавливанием | 1986 |
|
SU1447508A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
Изобретение относится к обработке металлов давлением и обеспечивает выдавливание изделии с криволинейной осью, например, S-образных или типа спирали. Способ осуществляется путем прямого выдавливания пресс-изделия через матрицу (М), первоначально установленную со смещением относительно оси заготовки. В процессе деформирования нижнюю границу очага деформации смещают перпендикулярно оси заготовки за счет смещения М. При прямолинейном смещении М получают изделия с изменяющейся кривизной, при круговом - спираль. Скорость перемещения М Vл рекомендуется выбирать в пределах У.л 
| Патент США № 1916645, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
