Изобретс ние относится к. машиностроению, Ei частности к сборочному оборудованию для сборки легко деформируемых особо тонкостенн1 1х деталей.
Цель изобретекия - повышение надеж- ности работы станка.
Указанная цель обеспечивается исключением возможности заклинивания ячеек при подаче их из загрузочных устройств станка в позиции сборки.
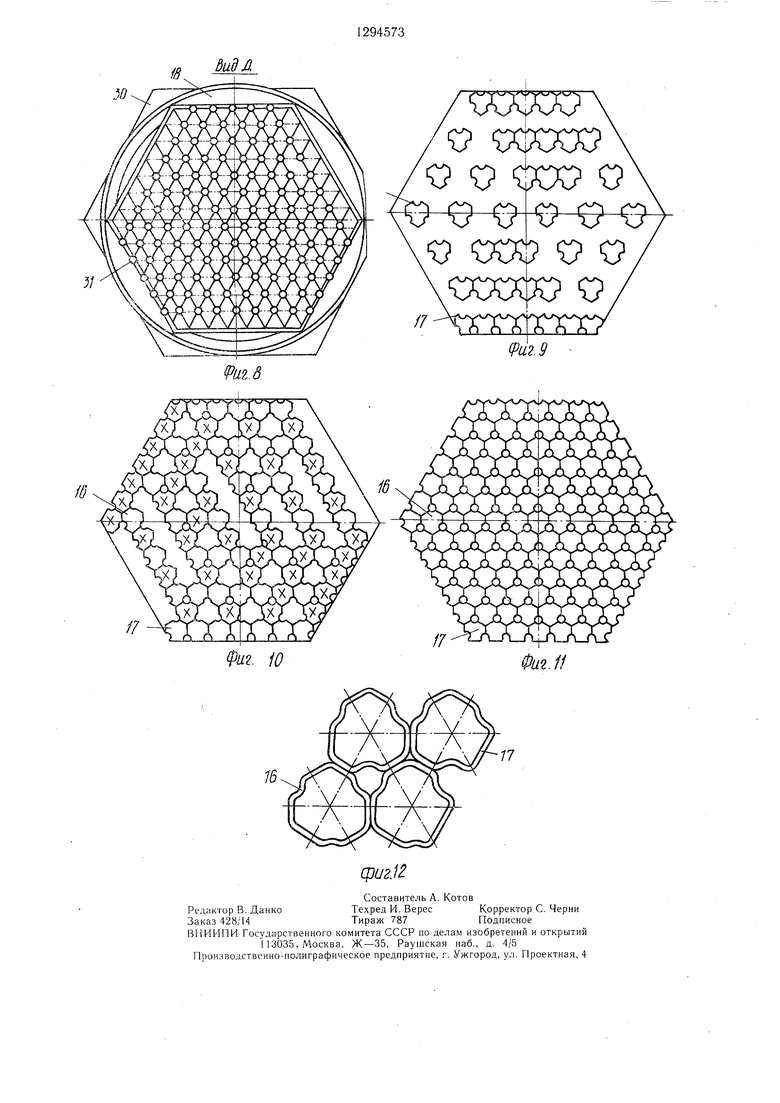
На фиг. 1 показан станок, обш.ий вид; на фиг. 2 - загрузочное устройство станка с приспособлением-спутником и,.механизмом управления его работой; на фиг. 3 - вид А на фиг. 2, без механизма управления; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - вид В на фиг. 2, без распределительной гребенки; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - приспособление- спутник транспортного конвейера в сборе со сборочным кондуктором; на фиг. 8 - вид Д на фиг. 7, сборочный кондуктор С собранной сотовой решеткой; на фиг. 9-11 - этапы сборки сотовой решетки на станке; на фиг. 12 - угловой фрагмент из четырех ячеек двух типов.
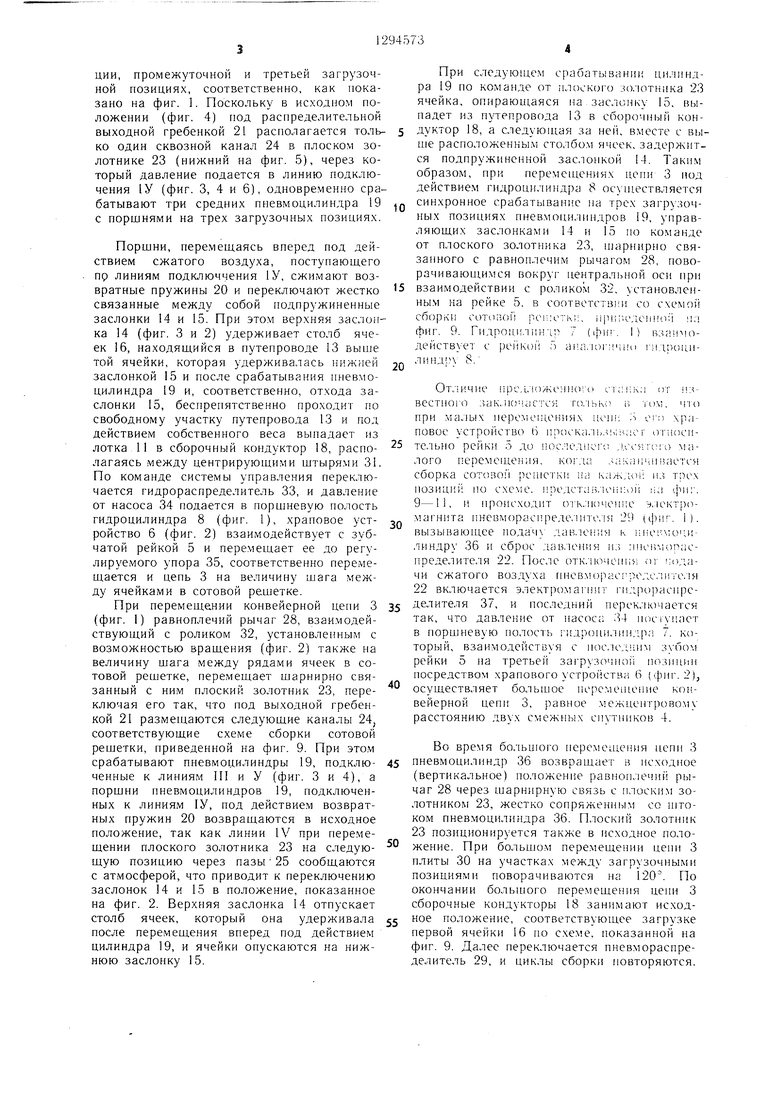
Многопозиционный станок для сборки сотовых решеток из особо тонких ячеек содержит станину 1, замкнутый транспортный конвейер 2 с цепью 3 и закрепленными на ней приспособлениями-спутниками 4, имеющими зубчатые рейки 5, взаимодейст- вуюшие посредством храповых устройств 6 (фиг. 1) с гидроцилиндрами большого 7 и малых 8 перемещений конвейерной цепи 3. На станине 1 размещены три вибрационных загрузочных лотка 9 и три вибро- бункера 10, сопряженные с транспортными лотками 11, на которых установлены отсе- катели 12 (фиг. 1), выполненные в виде размещенных индивидуально на каждом путепроводе 13 (фиг. 3) лотков 11, жестко связанных между собой подпружиненных заслонок 14 и 15, поочередно удерживаю- щих столбы ячеек 16 и 7 в путепроводах 43 и осуществляющих поштучную выдачу ячеек в сборочные кондукторы 18 (фиг. 1) в соответствии со схемой сборки сотовых рещеток, приведенной на фиг. 9-11. Каж- дая пара заслонок 14 и 15 имеет собственный пневмоцилиндр 19 привода с пружинным возвратом 20 (фиг. 3).
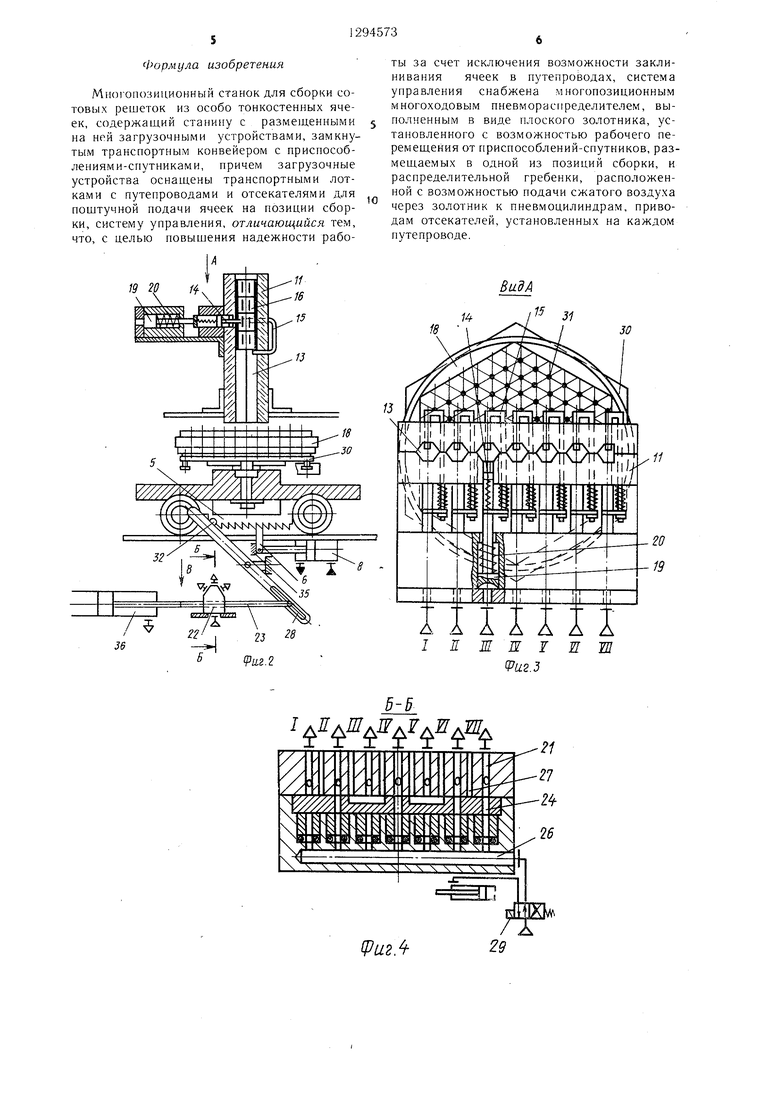
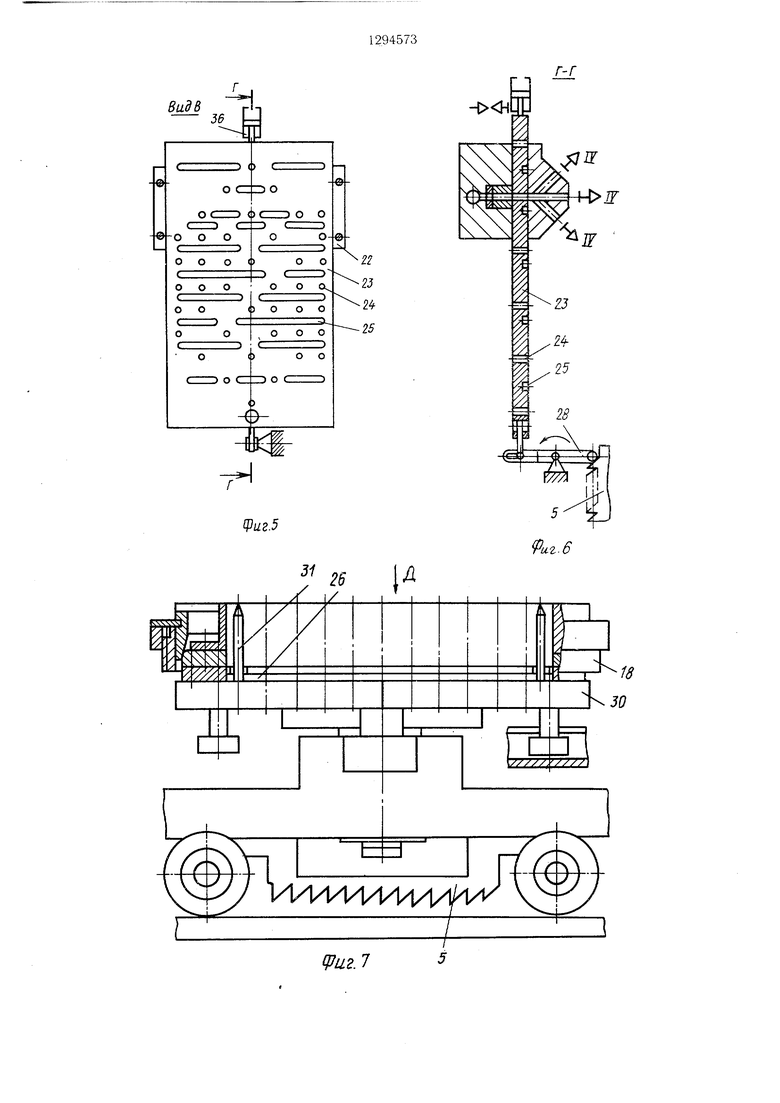
Поршневые полости пневмоцилиндров 19, в соответствии с обозначениями I-VII на фиг. 3, 4 и 6, подключены к тройникам выходной гребенки 21 одиннадцатипозицион- ного пятнадцативходового пневмораспре- делителя 22 (фиг. 4-6), выполненного в виде плоского золотника 23, содержашего сквозные каналы 24 и пазы 25 для подачи сжатого воздуха из общего входного коллектора 26 к порщневым полостям пневмоцилиндров 19 и сообщения их с атмосферой
Q
5 n
5 5
0
5
через каналы 27, соответственно. Сквозные каналы 24 расположены в плоском золотнике 23 таким образом, что при синхронном перемещении последнего, приводимого равноплечим рычаго.м 28, шарнирно сопрягаемым со спутником 4 (фиг. 1), соверщаю- щим дискретные малые перемещения под загрузочными вибрационными бункерами 10, они поочередно подают сжатый воздух, поступающий во входной коллектор 26 через двухпозиционный четырехвходо- вой пневмораспределитель 29 с электромагнитным управлением и пружинным центрированием, обеспечивая подачу ячеек 16 и 17 в сборочные кондукторы 18 в порядке, определяемом схе.мой сборки, приведенной на фиг. 9.
При возвратном ходе золотника 23 пневмораспределитель 29 сообщает входной ко.т- лектор 26 с атмосферой, что предотвращает самопроизвольное срабатывание пневмоцилиндров 19 и, соответственно, выдачу ячеек 16 и 17 при больщом перемещении конвейерной цепи 3 со спутниками 4 .между загрузочными позициями.
Станок работает следующим образом.
На плиты 30 с центрирующими щтыря- ми 31 устанавливаются сборочные кондукторы 18 (фиг. 7). Лотки 9 и вибробункеры 10 заполняются ячейками 16 и 17 соответственно. После включения виброприводов лотков 9 и вибробункеров 10 ячейки 16 и 17 по путепроводам 13 в лотках 11 поступают к отсекателям 12 (фиг. 1). Подача ячеек 16 и 17 по путепроводам 13 в сборочный кондуктор 18 происходит следующим образом; спутники 4 со сборочными кондук- тора.ми 18 позиционируются под транспортными лотками 1 на трех сборочных позициях в положении, соответствующем загрузке первой ячейки 16, показанной крайней левой (фиг. 9).
Во входной коллектор пневмораспреде- лителя 22 подается сжатый воздух. При этом равноплечий рычаг 28 (фиг. ,2) занимает верткальное положение, соответствующее началу загрузки сборочного кондуктора 18, храповое устройство 6 раз.ме- щено в крайней левой впадине рейки 5 и контактирует с ее первым зубом, плоский золотник 23 находится в крайнем левом положении, а храповое устройство 6 гидроцилиндра 7, служащего для больших дискретных перемещений цепи 3 (фиг. 1), также находится в зацеплении с первым зубом рейки 5. На фиг. 2 гидроцилиндр 8 малых дискретных перемещений цепи 3 приведен условно, т. е. совмещен на одном изображении с равноплечим рычагом 28, взаимодействующим с роликом 32 рейки 5, а фактически в устройстве рычаг 28, гидроцилиндры 8 и 7 взаимодействуют с рейками 5 спутников 4 на второй загрузочной позиции, промежуточной и третьей загрузочной позициях, соответственно, как показано на фиг. 1. Поскольку в исходном положении (фиг. 4) под распределительной выходной гребенкой 21 располагается толь ко один сквозной канал 24 в плоском золотнике 23 (нижний на фиг. 5), через который давление подается в линию подключения 1У (фиг. 3, 4 и 6), одновременно срабатывают три средних пневмоцилиндра 19 с поршнями на трех загрузочных позициях.
Поршни, перемещаясь вперед под действием сжатого воздуха, поступающего пр линиям подключчения 1У, сжимают возвратные пружины 20 и переключают жестко связанные между собой подпружиненные заслонки 14 и 15. При этом верхняя заслонка 14 (фиг. 3 и 2) удерживает столб ячеек 16, находящийся в путепроводе 13 выше той ячейки, которая удерживалась нижней заслонкой 15 и после срабатывания пневмоцилиндра 19 и, соответственно, отхода заслонки 15, беспрепятственно проходит по свободному участку путепровода 13 и под действием собственного веса выпадает из лотка 11 в сборочный кондуктор 18, распо- лагаясь между центрирующими щтырями 31. По команде системы управления переключается гидрораспределитель 33, и давление от насоса 34 подается в поршневую полость гидроцилиндра 8 (фиг. I), храповое уст- ройство 6 (фиг. 2) взаимодействует с зубчатой рейкой 5 и перемешает ее до регулируемого упора 35, соответственно перемещается и цепь 3 на величину шага между ячейками в сотовой решетке.
При перемещении конвейерной цепи 3 (фиг. 1) равноплечий рычаг 28, взаимодействующий с роликом 32, установленным с возможностью вращения (фиг. 2) также на величину щага между рядами ячеек в сотовой решетке, перемешает шарнирно свяо ri -i
занныи с ним плоский золотник 23, переключая его так, что под выходной гребенкой 21 размещаются следующие каналы 24 соответствующие схеме сборки сотовой решетки, приведенной на фиг. 9. При этом срабатывают пневмоцилиндры 19, подклю- ченные к линиям II и У (фиг. 3 и 4), а поршни пневмоцилиндров 19, подключенных к линиям 1У, под действием возвратных пружин 20 возврашаются в исходное положение, так как линии IV при пере.ме- щении плоского золотника 23 на следую- щую позицию через пазы 25 сообщаются с атмосферой, что приводит к переключению заслонок 14 и 15 в положение, показанное на фиг. 2. Верхняя заслонка 14 отпускает столб ячеек, который она удерживала после пере.мещения вперед под действием цилиндра 19, и ячейки опускаются на нижнюю заслонку 15.
При следующем срабатывании цилиндра 19 по команде от плоского зо. ютника 23 ячейка, опирающаяся па заслонку 15. падет из путепровода 13 в сборочный кондуктор 18, а следующая за ней, вместе с вы- nje расположенным столбом ячеек, задержится подпружиненной заслонкой 14. Таким образом, при перемещениях пспп 3 под действием гидроцилиндра 8 осуществляется синхронное срабатывание на трех загрузочных позициях пневмоцилиндров 19, управляющих заслонками 14 и 15 по команде от плоского золотника 23, шарнирно связанного с равноплечим рычагом 28, пово- рачиваюп.имся вокруг централ1)Ной оси прп взаимодействии с роликом 32, установленным на рейке 5. в COOTBCTCTBIUI со cxeMoii сборки ooTOHoii рспччк;;, прппслениом па фиг. 9. ГидроцилiiH in 7 (if)ii I) взашю- действует с рейкой о а1 а/10|-ич1 ч rninoiui- линдру 8.
От. ;ичне прсд.юженпого i. от ;i- BecTHOi O .11(Я ;1С гсн только i; том. что при малых перомещониях попг: S ог;) храповое устройство 6 ппоска. 1ь,1 ;наС1 относительно рейки 5 до послелпсг; ,лч-н1 0 о малого перемещения. .ia .заканчивается сборка сотовом рсшетк на Ka/i4,ioii из трех позиции по схеме. предста ;лоп1:о11 jia фиг. 9-11, и происходит OTK.iioti.eniio э.юктро- магнита пне13мораспреде, 1ИТ1 1я 2;i (фиг. 1). вызывающее пода чу ,1я к iiiie -- ;oiin- линдру 36 и сброс лав.чения ii:i аповморас- пределителя 22. После отключении or ;i);;a- чи сжатого воздуха Г1нсвморас ро;;с.1и гс.Я
22включается электромаг111гг ni/ipopacnpc- делителя 37, и последний переключается так, что давление от насоса .34 поступает в поршневую полость г1.:1р()цилин;1р; 7. который, взаимодействуя с пос.юдшш зубом рейки 5 па третьей загрузочной позиции посредством храпового устройства 6 ((jiin-. 2), осуществляет большое перемещение конвейерной цепи 3, равное межиснтровом расстоянию двух смежных спутников 4.
Во время большого перемещения цепи 3 пневмоцилиндр 36 возвращает в исходное (вертикальное) положение равпоп;1ечий рычаг 28 через 1парнирную связь с плоским золотником 23, жестко сопряженным со IHTO- ком пневмоцилиндра 36. Плоский золотник
23позиционируется также в исходное положение. При большом перемещении цепи 3 плиты 30 на участках между загрузочными позициями поворачиваются на 120°. По окончании большого перемещения цепи 3 сборочные кондукторы 18 занимают исходное положение, соответствующее загрузке первой ячейки 16 по схеме, показанной на фиг. 9. Далее переключается пневмораспре- делитс,ть 29, и циклы сборки повторяются.
Формула изобретения
Миогопозиционный станок для сборки сотовых решеток из особо тонкостенных ячеек, содержащий станину с размещенными на ней загрузочными устройствами, замкнутым трансаортным конвейером с приспособлениями-спутниками, причем загрузочные устройства оснащены транспортными лотками с путепроводами и отсекателями для поштучной подачи ячеек на позиции сборки, систему управления, отличающийся тем, что, с целью повышения надежности рабо
ты за счет исключения возможности заклинивания ячеек в путепроводах, система управления снабжена многопозиционным многоходовым пневмораснределителем, выполненным в виде плоского золотника, установленного с возможностью рабочего перемещения от приспособлений-спутников, размещаемых в одной из позиций сборки, и распределительной гребенки, расположенной с возможностью подачи сжатого воздуха через золотник к пневмоцилиндрам, приводам отсекателей, установленных на каждом путепроводе.
36
ВидА
i8
1
31
30
Д Д л Д л Д
I и ш н I И т
VU2.3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокого охлаждения штучных изделий | 1990 |
|
SU1723419A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| Автоматическая сборочная линия спутникового типа | 1988 |
|
SU1625558A1 |
| Загрузочное устройство | 1984 |
|
SU1500462A1 |
| Устройство для укладки ампул в кассету | 1982 |
|
SU1070062A2 |
| Полуавтоматическая линия для сборки свечей зажигания | 1977 |
|
SU945932A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Устройство для установки штампованных из лент контактов в корпуса соединителя | 1982 |
|
SU1035849A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
| СБОРОЧНАЯ ЛИНИЯ | 1991 |
|
RU2028910C1 |
Изобретение относится к машиностроению, в частности к сборочному оборудованию для сборки легкодеформируемы.ч особо тонких изделий. Цель изобретения - повышение надежности в работе станка за счет исключения возможности заклинивания изделий в путепроводах загрузочных устройств. Для этого система управления станком снабжена многопозиционным многоходовым пневмораспределителем 22, выполненным в виде плоского золотника, перемешаемого от приспособлений-спутников 4, которые размешаются в одной из позиций сборки. Кроме того, устройство имеет распределительную гребенку, расположенную с возможностью подачи сжатого воздуха через золотник к пневмоцилипдрам отсекателей 12 путепроводов. 12 ил. (Л 1чЭ ) Ni:: 01 СО ////// / / /////////////// //7/ ///////// // /// фиг.1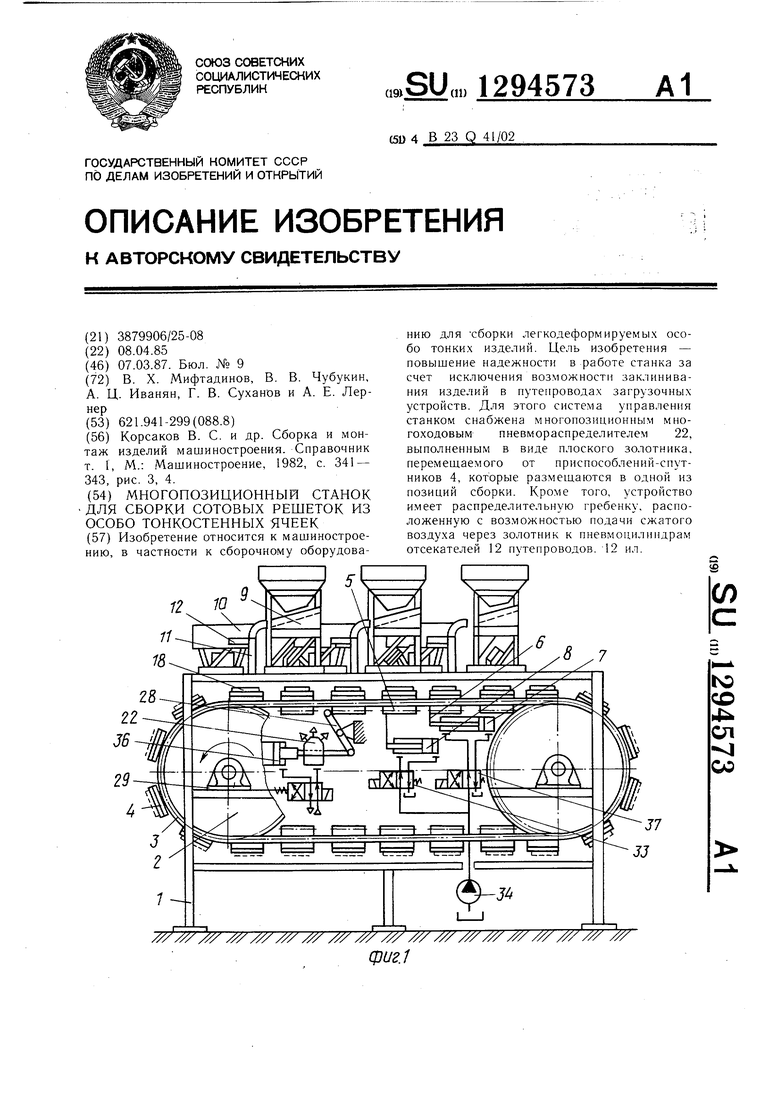
(PU2.
.
тН
иг.5
Г-Г
Vuz.l
дидД
0
17
CocTaBHTejrb А. Котов
Редактор В. ДанкоТехред И. ВересКорректор С. Черни
Заказ 428/UТираж 787Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.12
| Корсаков В | |||
| С | |||
| и др | |||
| Сборка и монтаж изделий машиностроения | |||
| Справочник т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кардочесальная машина | 1923 |
|
SU341A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
