(S) ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ . СВЕЧЕЙ ЗАЖИГАНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая установка дляизгОТОВлЕНия пОлуфАбРиКАТОВ KEPA-МичЕСКиХ изОляТОРОВ | 1979 |
|
SU816754A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| Многопозиционный сборочныйАВТОМАТ | 1979 |
|
SU806348A1 |
| Автомат для сборки цепей | 1972 |
|
SU476072A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |



1
Изобретение относится к автомоби,естроению, а именно к технологическому оборудованию для сборки свечей зажигания.
Известна полуавтоматическая линия для сборки свечей зажигания, включающая участок конечной сборки, представляющий комплекс автоматических сборочных устройств, связанных между собой роторной машиной конвейерного типа, подающей свечу зажигания с позиции на позицию согласно технологическому процессу l.
Однако известная линия сложна в изготовлении, в переналадке с одного типа изделия на другой и имеет частые отказы.
Известна также полуавтоматическая линия для сборки свечей зажигания, которая содержит станину, установленные на станине по ходу технологического процесса загрузочные устройства и исполнительные механизмы. Корпуса свечей зажигания установлены в многоместных приспособлениях-спутниках, которые при помощи, механизма подачи перемещаются вдоль линии. Механизм подачи представляет собой цепной горизонтально замкнутый транспортер. На линии производятся загрузка корпусов свечей, подача и контроль подачи шайб, загрузка сердечников и завальцовка буртика корпусов cвeJ-leй 2.
10
Однако известная полуавтоматическая линия отличается сложностью конструкции механизма подачи и приспособлений-спутников, компановка которых затрудняет обслуживание линии,
15 предназначена для сборки свечей только одного типа и трудна в переналадке. Кроме того, каждый спутник представляет собой инструмент с естественными погрешностями, что влечет за
20 собой нестабильность установочных параметров. Вследствие этих недостатков линия не обладает высокой производиТ льностью и надежностью. Целью изобретвния является повышение производительности и надежности линии. Эта цель достигается тем, что на станине линии закреплены направляющие для корпусов свечей, а механизм подачи выполнен в виде двух параллельных гребенок - фиксирующей с призмами и подающей с захватывающими планками, установленных по обе стороны от направляющих и связанных между собой приводом, обеспечивающим их возвратно-поступательное перемещение перпендикулярно к направлению подачи, причем подающая. г(эебен1ка дополнительно снабжена приводом, обеспечивающим ее возвратно-поступательное перемещение параллельно направлению подачи. Фиксирующая гребенка может быть снабжена упором и отсекателем, установленными на расстоянии один от другого , обеспечивающем захват двух корпусов, и разделителем, расположенным между упором и призмами, а подающая гребенка при этом снабжена клином для
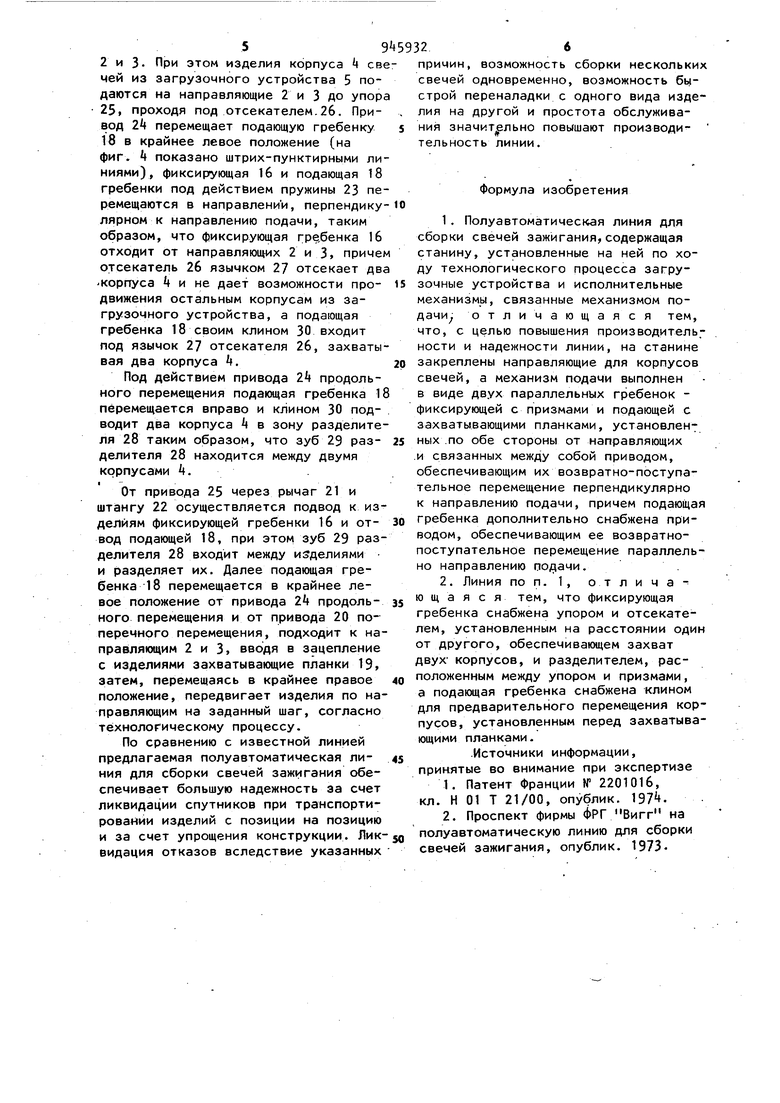
предварительного перемещения корпусов, установленным перед захватывающими планками. На фиг. 1 изображена линия, вид в плане; на фиг. 2 - механизм п|)Дачи, вид в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. А - узел I на фиг. 2 на .фиг. 5 - разрез Б-Б на фиг. k. Линия содержит станину 1, на которой закреплены напраеляющие 2 и 3 для - корпусов свечей. На станине 1 по ходу технологического процесса установлены загрузочное устройство 5 корпусов свечей и загрузочные устройства 6 и 7 теплоотводящих шайб. На станине 1 также установлены автоматические исполнительные механизмы - наклонный лоток-накопитель 8, обеспечивающий становку корпусов свечей на направляющие 2 и 3, аналогичные лотки-накопителем 9 и 10 для установки в корпуса i свечей теплоотводящих шайб, механизм 11 для контроля наличия теплоотводящих шайб в корпусах Ц свечей и механизм 12 для завальцовки корпусов k свечей. Между исполнительными механизмами 11 и 12 установлено рабочее место 13 оператора, который вручную устанавливает в корпусе k свечей предварительно собранные сердечники и пульт Т4 управления. В конце линии установлен накопитель 15 для хранения изготовленных свечей зажигания.
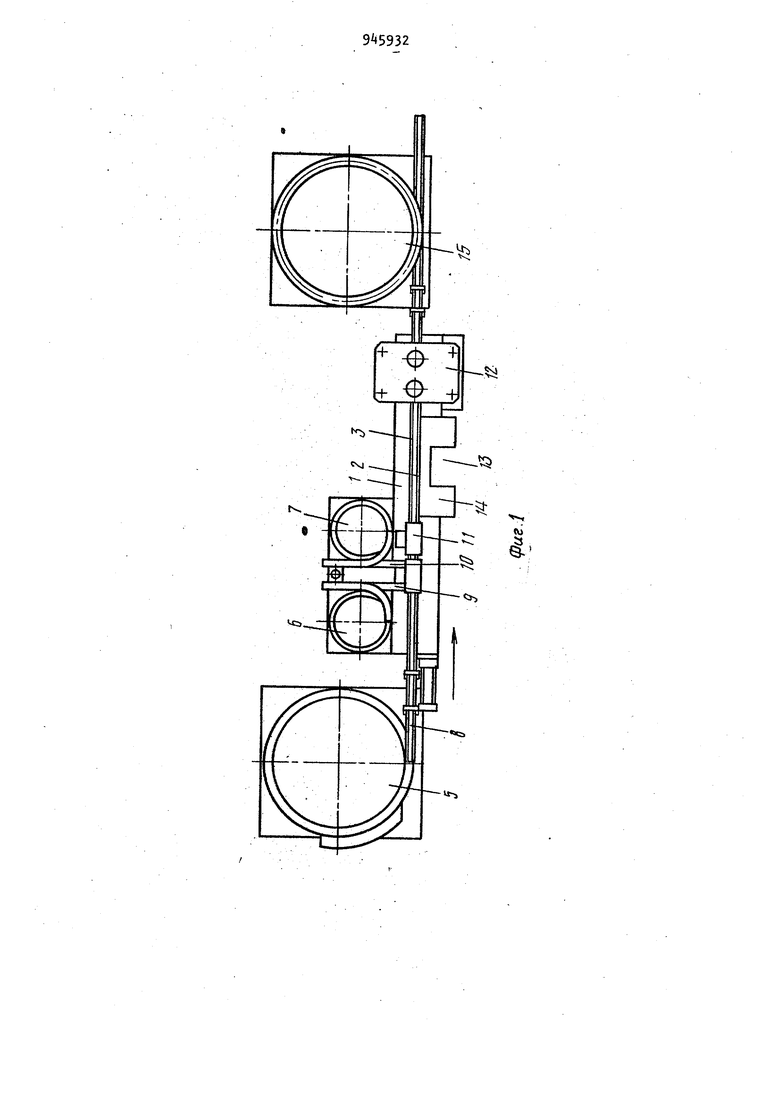
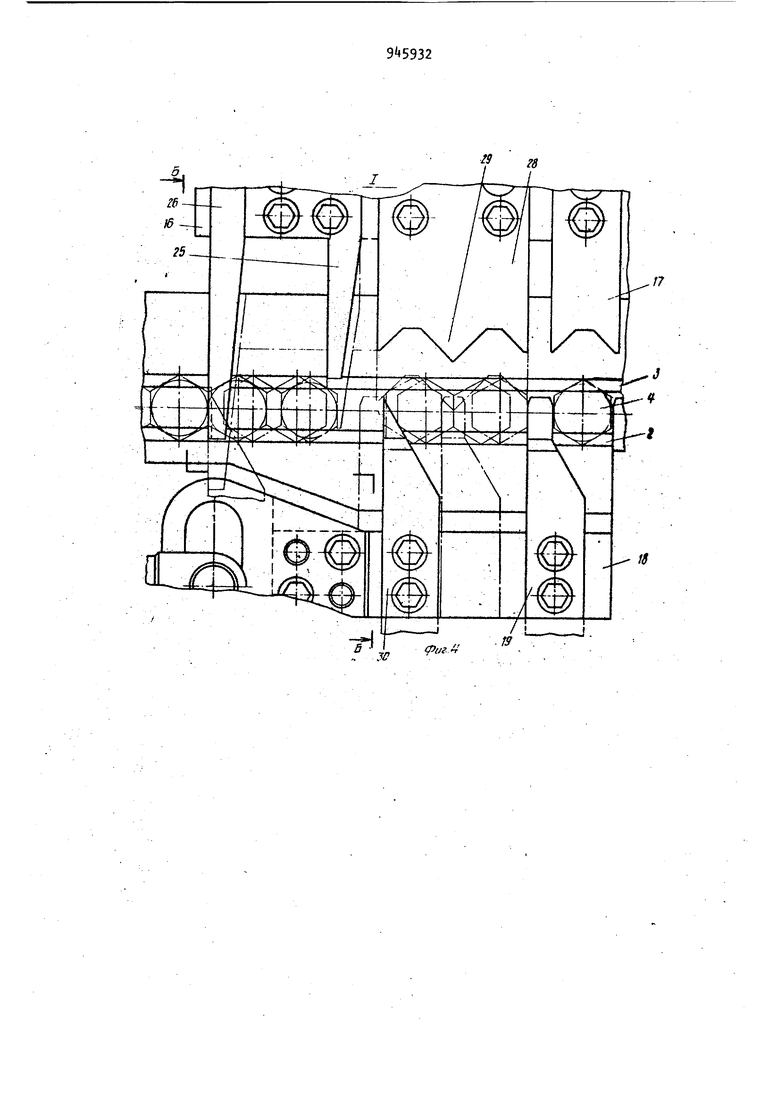
подачи изделия, установленный перед захватывающими планками 19 на рассто, янии, обеспечивающем захват двух из2С целью повышения производительности линии все исполнительные механизмы спарены, т. е. одновременно ведется работа с двумя изделиями. Механизм подачи закреплен на станине 1 , и выполнен в виде двух гребенок - фиксирующей 16 с при;змами 17 и подающей 18 с захватывающими планками 19. Гребенки 16 и 18 установлены по обе стороны направляющих 2 и 3, и связаны между собой приводом 20 при помощи рычагов 21 и штанг 22. Возврат в исходное положение обеспечивается пружинами 23, установленными на штангах 22. Подающая гребенка 18 дополнительно имеет привод 2 для ее возвратнопоступательного перемещения. Фиксирующая гребенка 16 снабжена упором 25 и отсекателем 26 с язычком 27. Расстояние между упором 5 и отсекателем 26 обеспечивает захват двух корпусов 1 свечей. Разделитель 28 с зубом 29 установлен между упором 25 и призмами 17. Подающая гребенка 18 имеет клин 30 со скосом в сторону делии, и располож 27 отсекателя 26. линия работает следующим образом, Корпуса свечей из загрузочного устройства 5 поступают на наклонный лоток-накопитель 8, затем на направпяющие 2 и 3, по которым происходит лх перемещение к исполнительным механизмам. По мере перемещения в корпусе k автоматически из загрузочных устройств 6 и 7 при помощи лотков-накопителей 9 и 1p устанавливаются теплоотводящие шайбы, а механизм 11 производит контроль наличия этих шайб. В зоне пульта 1 управления оператор вручную устанавливает вкорпусе предварительно собранные сердечники, после чего подсобранные свечи перемещаются к механизму 12, где автоматически производится завальцовка кор:пусов 4 свечей. После чего завальцованные свечи поступают в накопитель 15. Так как все исполнительные механизмы спарены, работа ведется одновременно с двумя изделиями. Механизм подачи работает следующим образом. Фиксирующая планка 16 находится в рабочем положении, язычок 27 отсекателя 26, вышел из зоны направляющих
2 и 3- При этом изделия корпуса 4 свечей из загрузочного устройства 5 подаются на направляющие 2 и 3 до упора 25, проходя под отсекателем.2б. Привод 2k перемещает подающую гребенку 18 в крайнее левое положение (на фиг. k показано штрих-пунктирными линиями), фиксирующая 16 и подающая 18 гребенки под действием пружины 23 перемещаются в направлении, перпендикулярном к направлению подачи, таким образом, что фиксирующая гре,бенка 16 отходит от направляющих 2 и 3, причем отсекатель 26 язычком 27 отсекает два Корпуса и не дает возможности продвижения остальным корпусам из загрузочного устройства, а подающая гребенка 18 своим клином 30 входит под язычок 27 отсекателя 26, захватывая два корпуса i.
Под действием привода 2k продольного перемещения подающая гребенка 18 перемещается вправо и клином 30 подводит два корпуса k в зону разделителя 28 таким образом, что зуб 29 разделителя 28 находится между двумя корпусами k.
От привода 25 через рычаг 21 и штангу 22 осуществляется подвод к изделиям фиксирующей гребенки 16 и отвод подающей 18, при этом зуб 29 разделителя 28 входит между изделиями и разделяет их. Далее подающая гребенка 18 перемещается в крайнее левое положение от привода 2k продольного перемещения и от привода 20 поперечного перемещения, подходит к направляющим 2 и 3, вводя в зацепление с изделиями захватывающие планки 19 затем, перемещаясь в крайнее правое положение, передвигает изделия по направляющим на заданный шаг, согласно технологическому процессу.
По сравнению с известной линией предлагаемая полуавтоматическая линия для сборки свечей зажигания обеспечивает большую надежность за счет ликвидации спутников при транспортировании изделий с позиции на позицию и за счет упрощения конструкции. Ликвидация отказов вследствие указанных
причин, возможность сборки нескольких свечей одновременно, возможность быстрой переналадки с одного вида изделия на другой и простота обслуживания значительно повышают производительность линии.
Формула изобретения
в виде двух параллельных гребенок фиксирующей с призмами и подающей с захватывающими планками, установленных .по обе стороны от направляющих .и связанных между собой приводом, обеспечивающим их возвратно-поступательное перемещение перпендикулярно к направлению подачи, причем подающа гребенка дополнительно снабжена приводом, обеспечивающим ее возвратнопоступательное перемещение параллельно направлению подачи.
а подающая гребенка снабжена клином для предварительного перемещения корпусов, установленным перед захватывающими планками.
.Источники информации, принятые во внимание при экспертизе
i
