При существующей технологии получешш стальной полосы заданиого размера, после прокатки слитка на слабинге, сляб или передается транспортером к нагревательным печам полосового стана, или убирается на склад слябов, а после охлаждения и зач11стки подается к нагревательным печам.
По предлагаемой технологической схеме операция нагрева сляба перед прокаткой его на полосовом стане исключается. Это достигается за счет объединения слябинга и полосового стана в один непрерывный ПОЛОСОВОЙ стан с обжимной универсальной реверсивной клетью и с двумя непрерывными группами клетей (черновой и чистовой), а также за счет увеличения скорости прокатки: в черновой группе с 3-3,5 м/свк до 4-5 м/сек и в чистовой группе с 12-15 .п/сек до 20 .ц/сек.
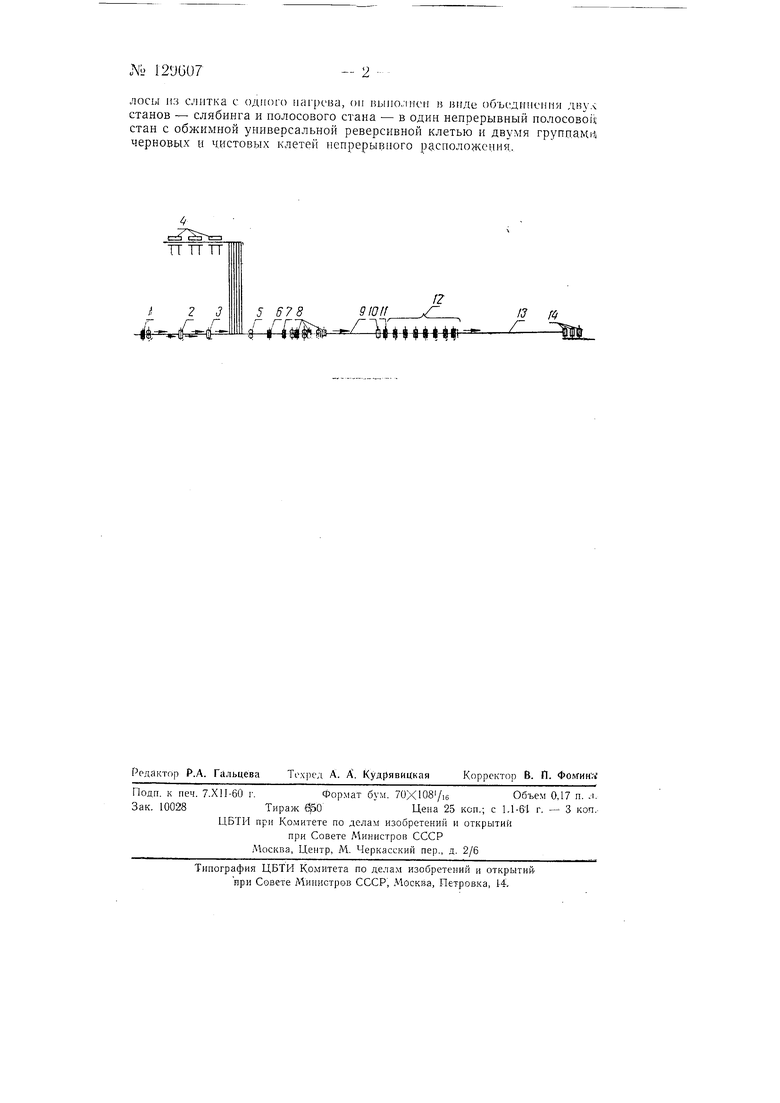
На чертеже показан непрерывный полосовой стан.
Прокатный стан состоит из универсальной реверсивной клети / с рольгангами; машины огневой зачистки 2; ножниц 5 для резки слябов; транспорт ера с укладчиками слябов 4; черновой непрерывной группы состоящей из вертикальной клети 5, чернового окалиноломателя 6, оапой черновой клети кварто 7, трех универсальных клетей 8; промежуточного рольганга 9; летучих ножниц W: чистовой непрерывной группы, состоящей из чистового окалиноломателя /У и семи прокатных клетеГ 12; отводящего рольганга 13 с душирующей установкой и трех моталок J4 с кантователями рулонов и уборочным конвейером.
Стан рассчитай на прокатку полос шириной от 700 до 1850 мм и более и ТОЛЩИНОЙ от 1,2 мм до 10 мм.
Вес слитка, из которого прокатывается полоса, от 10 до 25 г.
Предмет изобретения
Непрерывный полосовой стаи для прокатки широкой полосы, отличающийся тем, что, с целью обеспеченпя прокатки широкой полосы из слитка с одного нагрева, он выполнен в виде объединсння дву.ч станов - слябинга и полосового стана - в один непрерывный нолосово); стан с обжимной универсальной реверсивной клетью и двумя группами) черновых и чистовых клетей непрерывного расположения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки горячекатанныхпОлОС и лиСТОВОй КОМплЕКС гОРячЕйпРОКАТКи СТАли для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804014A1 |
| Способ транзитной прокатки полосы | 1990 |
|
SU1738395A1 |
| Листовой комплекс горячей прокатки стали | 1977 |
|
SU967601A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Способ прокатки горячекатаных полос на широкополосном стане | 1988 |
|
SU1544512A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| Широкополосный стан горячей прокатки | 1981 |
|
SU1014602A1 |
с.
тттттт
г-4
/J п
