Изобретение относится к обработке металлов давлением, в частности к устройствам для штамповки полых зигзагообразных изделий.
Цель изобретения - уменьшение трудоемкости штамповки.
На фиг.1 показано устройство в исходном положении, общий вид-; на фиг.2- устройство после окончания штамповки;
руя последние в упорах 12, предотвр щающих осевое их перемещение вместе с заготовкой 4.
При движении полуматрицы 1 с пуа соном 13 к заготовке 4 последняя по вергается деформированию, вдавливая при этом в полость подпора 15, кото рый утапливается под воздействием деформируемой заготовки 4 в полумат
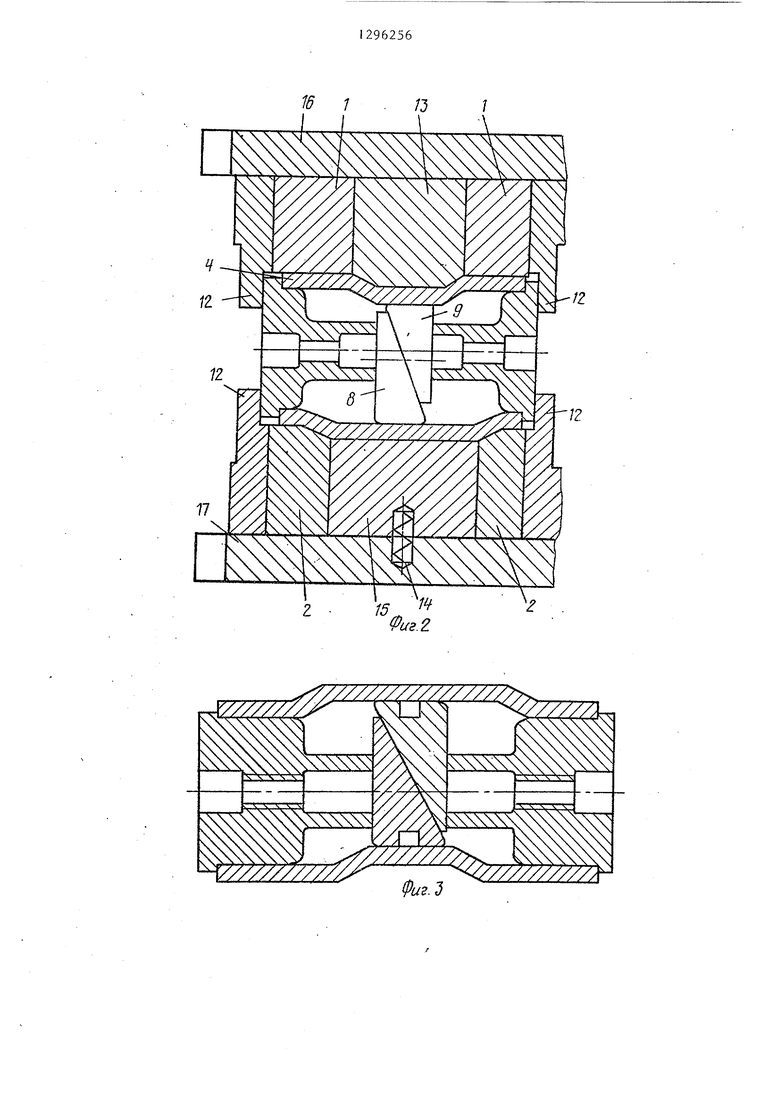
на фиг.З - рйзргз отштампованного из- рицу 2, сжимая упругий элемент 14.
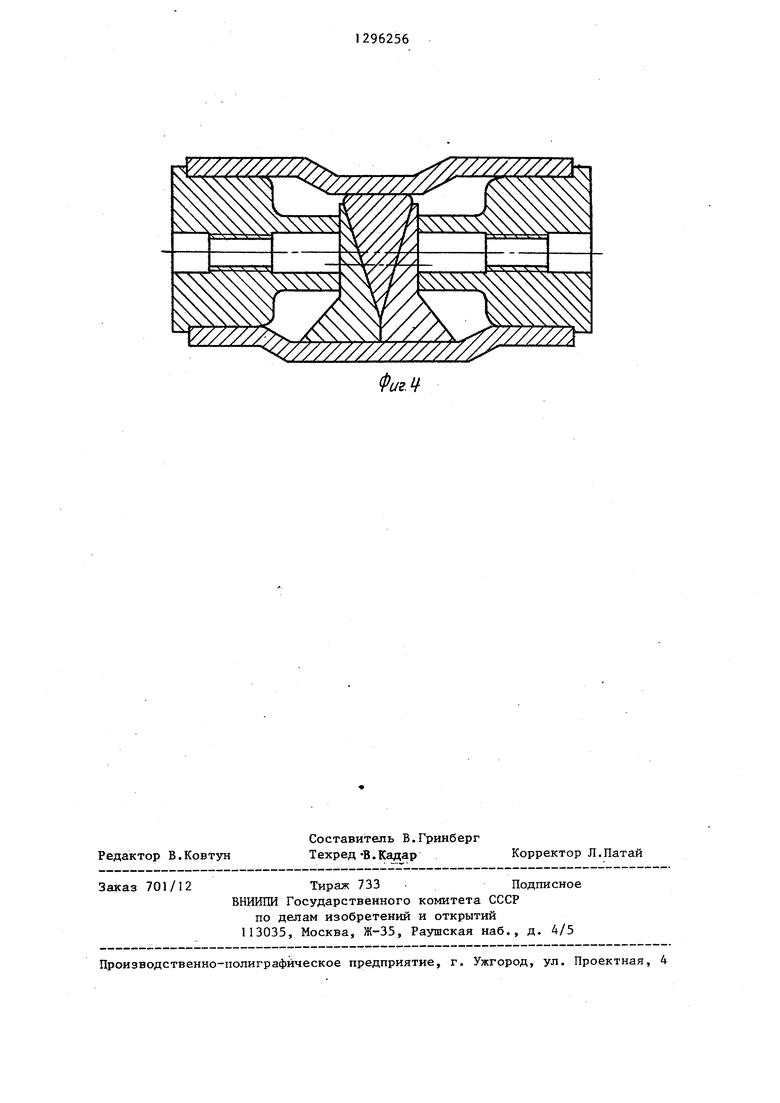
делия с Бкладьш ем из двух сухарей; на фиг.4 - то же, с вкладьш1ем из трех сухарей.
Устройство содержит полуматрицы
1и 2,.образующие полость 3 для размещения трубчатой заготовки 4, в тор- ць1 которой упираются фланцы 5 концевых пробок 6 и 7, торцы которых упираются во вкладыш, выполненньй по меньшей мере из двух сухарей 8 и 9
с направленными друг к другу противоположно скошенными торцами и краевыми срезами 10 и 11 соответственно. Пробки 6 и 7 установлены неподвижно в осевом направлении, так как они упираются в упоры 12, выполненные на полуматрицах 1 и 2, в которых соответственно установлены пуансон 13 и опирающийся на упругий элемент 14 подпор 15. При этом полуматрицы 1 и
2закреплены на плитах 16 и 17 пресса ДБ-2434 (не показан).
Устройство для штамповки работает следующим образом.
В полость заготовки 4 вводят вкладыш, предварительно установив на одном ее конце пробку. Перед вводом вкладьш а его части (сухари 8 и 9) складывают, предварительно нанеся на их скошенные поверхности смазку. После этого вводят в заготовку вторую пробку. Далее полуматрицы 1 и 2 с плитами 16 и 17 сближают и в полость
3полуматриц устанавливают заготовку 4 с вкладьш1ем и пробками, фиксируя последние в упорах 12, предотвращающих осевое их перемещение вместе с заготовкой 4.
При движении полуматрицы 1 с пуансоном 13 к заготовке 4 последняя подвергается деформированию, вдавливаясь при этом в полость подпора 15, который утапливается под воздействием деформируемой заготовки 4 в полуматрицу 2, сжимая упругий элемент 14.
5
0
5
0
5
0
5
,В момент дeфop шpoвaния заготовки 4 сухари 8 и 9 скользят друг относительно друга своими скошенными поверхностями, а также относительно торцов пробок 6 и 7.
При последующем разведении полу - матриц 1 и 2 готовое изделие извлекают, пробки 6 и 7 демонтируют, а сухари 8 и 9 вкладьш1а извлекают.
Технико-экономический эффект от внедрения изобретения обеспечивается по сравнению с базовым объектом уменьшением трудоемкости штамповки изделий за счет простоты ввода и выемки сухарей.
Формула изобретения
Устройство для штамповки полых зигзагообразных изделий из трубчатых заготовок, содержащее пуансон, матрицу, вкладьш в виде сухарей, а также узел фиксации последних в осевом направлении, отличающееся тем, что, с целью уменьшения трудоемкости штамповки, сопряженные поверхности сухарей вьшолнены скошенными, на пуансоне и матрице выполнены , а упомянутый узел фиксации сухарей выполнен в виде концевых пробок с фланцами, при этом пробки смонтированы с возможностью взаимодействия своими торцами с сухарями, а наружными торцами своих фланцев - с упорами.
W 1
fc.2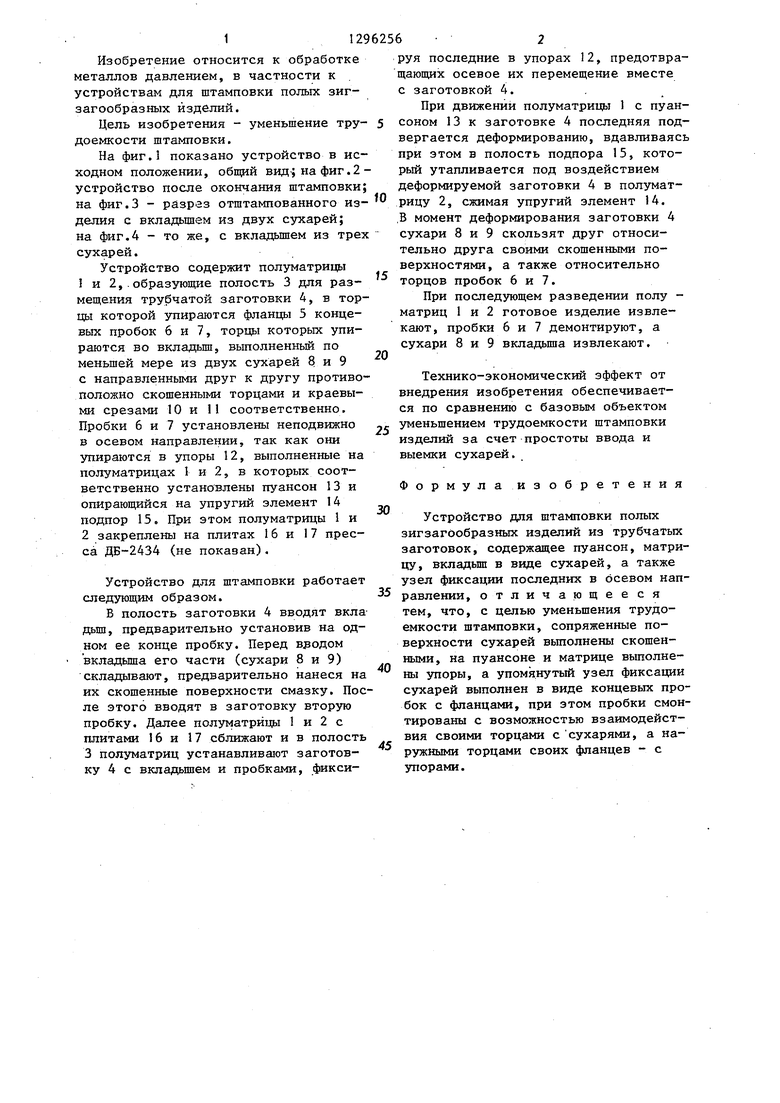
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |
| Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей | 1986 |
|
SU1348025A1 |
| Устройство для гидравлической штамповки полых деталей со ступенчатой осью | 1986 |
|
SU1355312A1 |
| Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей | 1986 |
|
SU1348024A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1988 |
|
SU1602595A1 |
| Устройство для подачи полосового материала к прессу | 1984 |
|
SU1279712A1 |
| Штамп для гидравлической штамповки полых деталей с изогнутой осью | 1986 |
|
SU1371734A1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1985 |
|
SU1306617A1 |
Изобретение относится к области обработки металлов давлением, в частности к устройствам для штамповки полых зигзагообразных изделий. Цель изобретения - уменьшение трудоемкости штамповки за счет простоты установки и извлечения сухарей 8 и 9 вкладыша из заготовки и отштампованного изделия. В момент деформации торцы сухарей могут скользить друг относительно друга, занимая эксцентричное положение. 4 ил. /7 I Фи.г.1 (Л N5 СО 05 ьо ел 05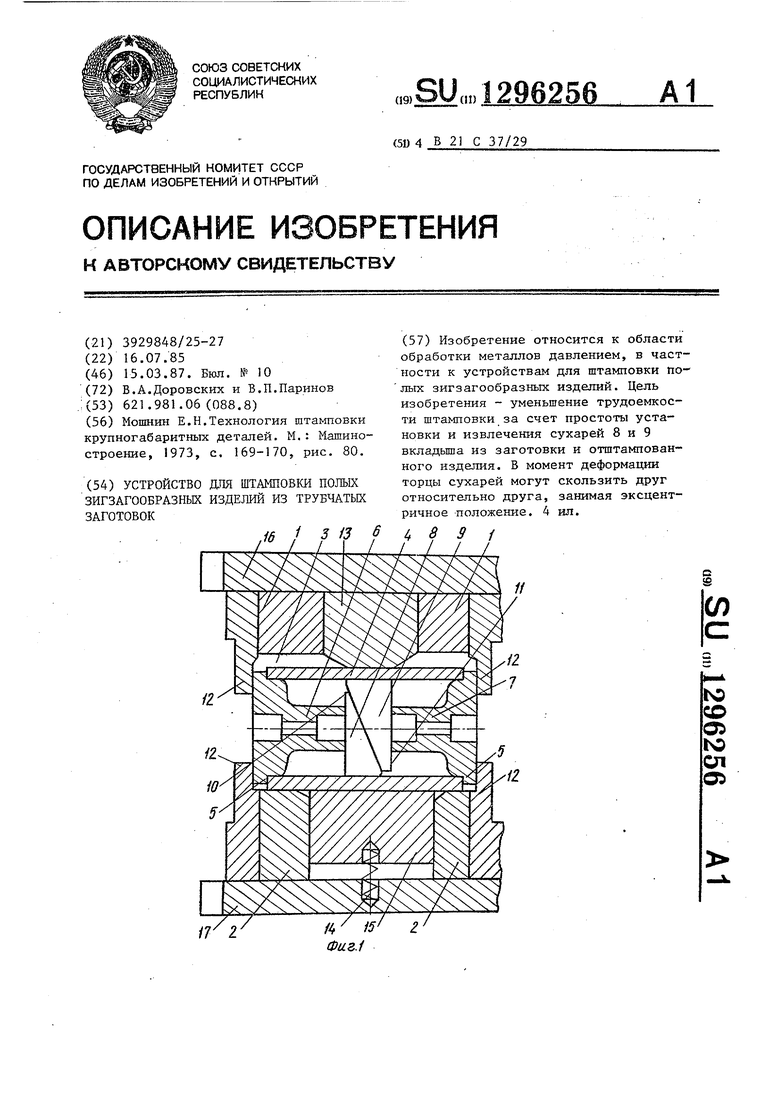
z
y////////////////
. . ; Щ//////////// .. ////7/7777
(Риг.о
У/////////////. fe.
.
Редактор В.Ковтун
Составитель В.Гринберг Техред-В.Кадар
Заказ 701/12
Тираж 733 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор Л.Патай
| Мошнин Е.Н.Технология штамповки крупногабаритных деталей | |||
| М.: Машиностроение, 1973, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
