00
00
4;
Изобретение касается обработки металлов давлением и относится к штампам для гидравлической штамповки пдлых деталей с изогнутой осью.
Цель изобретения - расширение технологических возможностей путем обес- 1печения изготовления деталей с углом изгиба от 45 до 90°,,
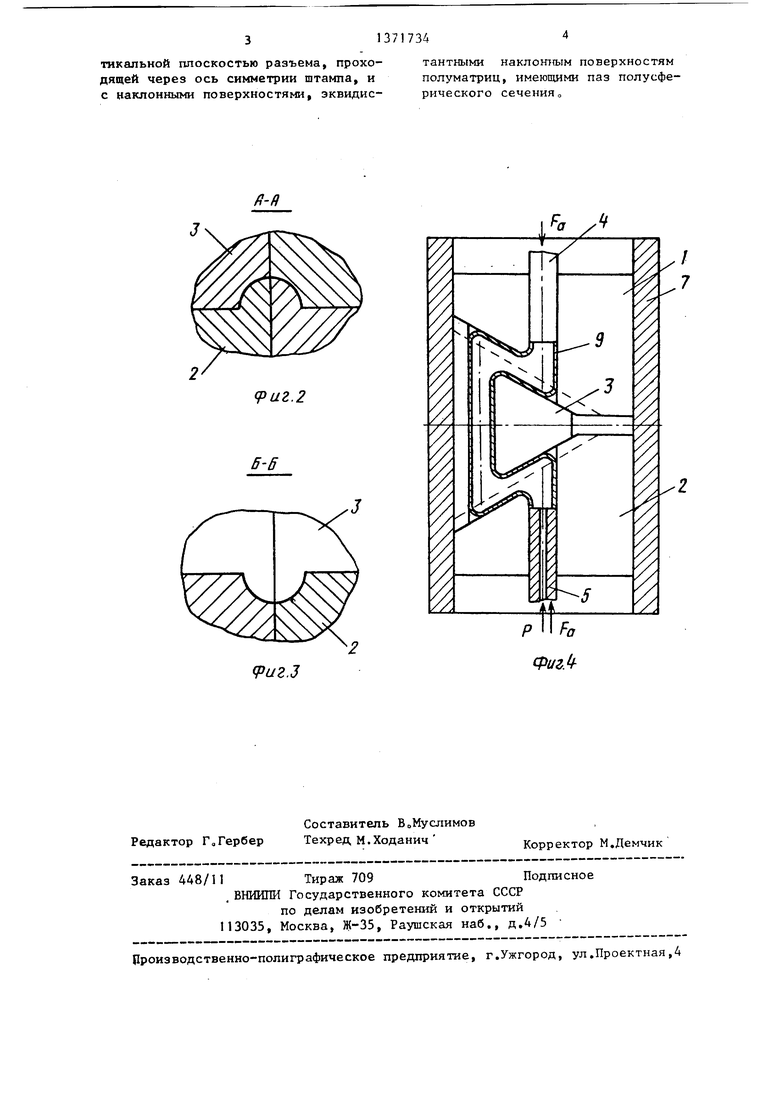
ет на вкладьип 3 и перемещает его в горизонтальном направлении. Кроме того, вследствие больших контактных напряжений, между заготовкой 8 и матрицей по поверхности цилиндрического отверстия полуматрицы 1 и 2 перемещаются навстречу одна к другой и соприкасаются своими наклонными по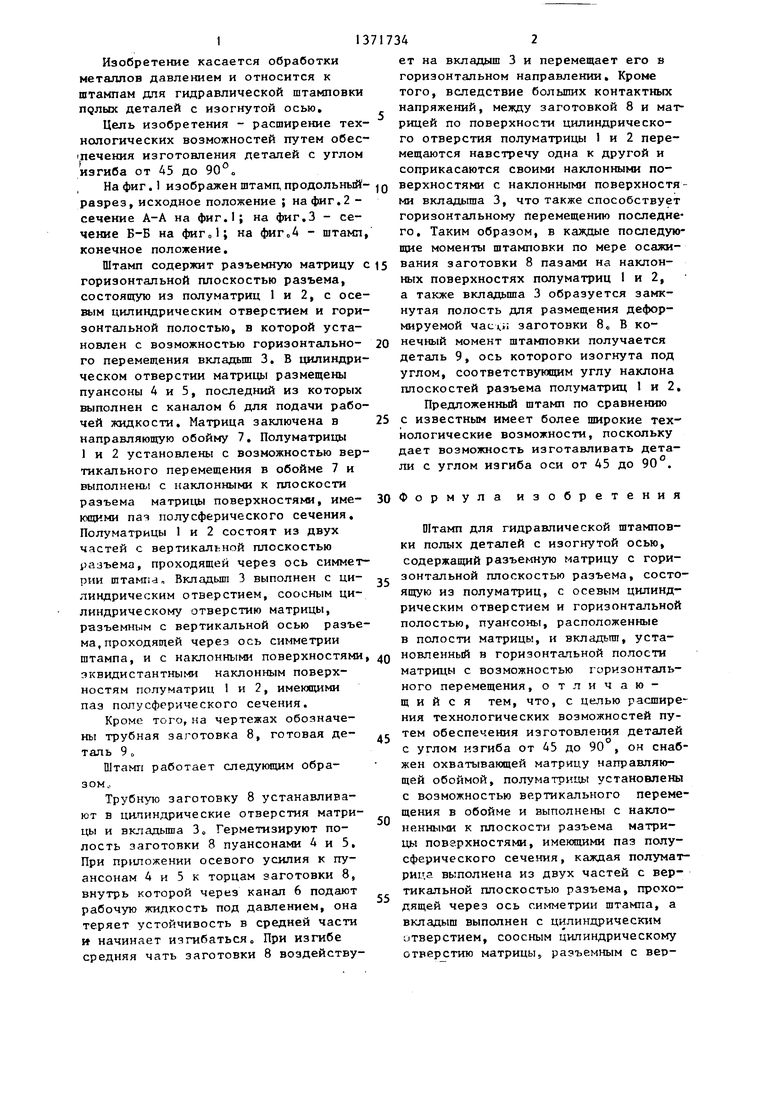
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Инструмент для высокоскоростной штамповки | 1981 |
|
SU1016015A1 |
| Инструмент для высокоскоростной штамповки | 1980 |
|
SU871967A1 |
| Способ формообразования тонкополотной поковки | 2018 |
|
RU2724235C2 |
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении при изготовлении деталей с изогнутой осью из трубных заготовок Цель изобретения - расширение технологических возможностей путем обеспечения изготовления деталей с углом изгиба от 45 до 90. Матрица заключена в направляющую обойму 7„ Полуматрицы fПМ) I и 2 установлены с возможностью вертикального перемещения в обойме 7 и выполнены с наклонными к плоскости разъема матрицы поверхностями, имеющими паз полусферического сечения. ПМ 1 и 2 состоят из двух частей с вертикальной плоскостью разъема, проходящей через ось симметрии штампа. Вкладыш 3 выполнен с цилиндрическим отверстием, соосным цилиндрическому отверстию матрицы разъемным с вертикальной плоскостью разъема, проходящей через ось симметрии штампа, и с наклонными поверхностями, эквидистантными наклонным поверхностям ПМ I и 2 матриц, имеющими паз полусферического сече1шя. По мере осаживания заготовки пазами на наклонных плоскостях ПМ 1 и 2, а также вкладыша 3 образуется замкнутая полость для размещения деформируемой части заготовки 4 ил. (Л
На фиг. изображен штамп,продольный-JQ верхностями с наклонными поверхностя
20
разрез, исходное положение ; на фиг.2 - сечеиие А-А на фиг.1; на фиг.З - сечение Б-Б на фиГо на фиГоА - штамп, конечное положение.
Штамп содержит разъемную матрицу с 15 горизонтальной плоскостью разъема, состоящую из полуматриц 1 и 2, с осевым цилиндрическим отверстием и горизонтальной полостью, в которой установлен с возможностью горизонтального перемещения вкладыш 3. В цилиндрическом отверстии матрицы размещены пуансоны 4 и 5, последний из которых выполнен с каналом 6 для подачи рабочей жидкости. Матрица заключена в направляющую обойму 7, Полуматрицы 1 и 2 установлены с возможностью вертикального перемещения в обойме 7 и выполнены с наклонными к плоскости разъема матрицы поверхностями, имеющими пач полусферического сечения, Полуматрнцы 1 и 2 состоят из двух частей с вертикальной плоскостью разъема, проходящей через ось симметрии штампа, Вкладьш: 3 выполнен с цилиндрическим отверстием, соосным цилиндрическому отверстию матрицы, разъемным с вертикальной осью разъема, проходящей через ось симметрии
ми вкладьппа 3, что также способствует горизонтальному перемещению последнего. Таким образом, в каждые последующие моменты штамповки по мере осаживания заготовки 8 пазами на наклонных поверхностях полуматриц 1 и 2, а также вкладьш1а 3 образуется замкнутая полость для размещения деформируемой заготовки 8„ В конечный момент штамповки получается деталь 9, ось которого изогнута под углом, соответствующим углу наклона плоскостей разъема полуматриц 1 и 2,
Предложенный штамп по сравнению 25 с известным имеет более широкие технологические возможности, поскольку дает возможность изготавливать детали с углом изгиба оси от 45 до 90°.
30 Формула изобретения
П1тамп для гидравлической штамповки полых деталей с изогнутой осью, содержащий разъемную матрицу с горизонтальной плоскостью разъема, состоящую из полуматриц, с осевым цилиндрическим отверстием и горизонтальной полостью, пуансоны, расположенные в полости матрицы, и вкладьпп, уста35
45
штампа, и с наклонными поверхностями, 40 новленный в горизонтальной полости эквидистантными наклонным поверхностям полуматриц 1 и 2, имекщими паз полусферического сечения.
Кроме того, на чертежах обозначены трубная заготовка 8, готовая деталь 9 „
Штамп работает следующим образом,.
Трубную заготовку 8 устанавливают в цилиндрические отверстия матри- 1;ы и вкладьшта 3 Герметизируют полость заготовки 8 пуансонами 4 и 5, При приложении осевого усилия к пуансонам 4 и 5 к торцам заготовки 8, внутрь которой через канал 6 подают рабочую жидкость под давлением, она теряет устойчивость в средней части начинает изгибаться о При изгибе средняя чать заготовки 8 воздейству50
55
матрицы с возможностью горизонталь ного перемещения, отличающийся тем, что, с целью расшир ния технологических возможностей пу тем обеспечения изготовления детале с углом изгиба от 45 до 90 , он сна жен охватывающей матрицу направляющей обоймой, полуматрицы установлен с возможностью вертикального перем щения в обойме и выполнены с наклоненными к плоскости разъема матрицы поверхностями, имеющими паз полу сферического сечения, каждая полума рица выполнена из двух частей с вер тикальной плоскостью разъема, прохо дящей через ось симметрии штампа, а вкладыш выполнен с цилинхфическим отверстием, соосным цилиндрическому отверстию матрицы, разъемным с вер
ми вкладьппа 3, что также способствует горизонтальному перемещению последнего. Таким образом, в каждые последующие моменты штамповки по мере осаживания заготовки 8 пазами на наклонных поверхностях полуматриц 1 и 2, а также вкладьш1а 3 образуется замкнутая полость для размещения деформируемой заготовки 8„ В конечный момент штамповки получается деталь 9, ось которого изогнута под углом, соответствующим углу наклона плоскостей разъема полуматриц 1 и 2,
Предложенный штамп по сравнению с известным имеет более широкие технологические возможности, поскольку дает возможность изготавливать детали с углом изгиба оси от 45 до 90°.
Формула изобретения
П1тамп для гидравлической штамповки полых деталей с изогнутой осью, содержащий разъемную матрицу с горизонтальной плоскостью разъема, состоящую из полуматриц, с осевым цилиндрическим отверстием и горизонтальной полостью, пуансоны, расположенные в полости матрицы, и вкладьпп, уста
новленный в горизонтальной полости
матрицы с возможностью горизонтального перемещения, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения изготовления деталей с углом изгиба от 45 до 90 , он снабжен охватывающей матрицу направляющей обоймой, полуматрицы установлены с возможностью вертикального перемещения в обойме и выполнены с наклоненными к плоскости разъема матрицы поверхностями, имеющими паз полусферического сечения, каждая полуматрица выполнена из двух частей с вертикальной плоскостью разъема, проходящей через ось симметрии штампа, а вкладыш выполнен с цилинхфическим отверстием, соосным цилиндрическому отверстию матрицы, разъемным с вертикальной плоскостью разъема, проходящей через ось симметрии штампа, и с наклонными поверхностями, эквидис(pLLZ.Z
Б Б
9иг.з
тантными наклошшм поверхностям полуматриц, имеющими паз полусферического сечения о
Фиг.
| Устройство для гидроштамповки полых коленчатых и эксцентриковых валов | 1981 |
|
SU967607A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
