1
Изобретение относится к машиностроению, а именно к автоматизации смены штампов на машинах обработки металлов давлением.
ель изобретения - расширение тех- нижней плите 4.
Далее механиз рытой высоты пре лие -прижимов 9, саторы 8 в отвер штампов 6. При э фиксаторов 6 цен штампа 6, котора гается по упору параллельными оп
нологических возможностей за счет повышения точности позиционирования.
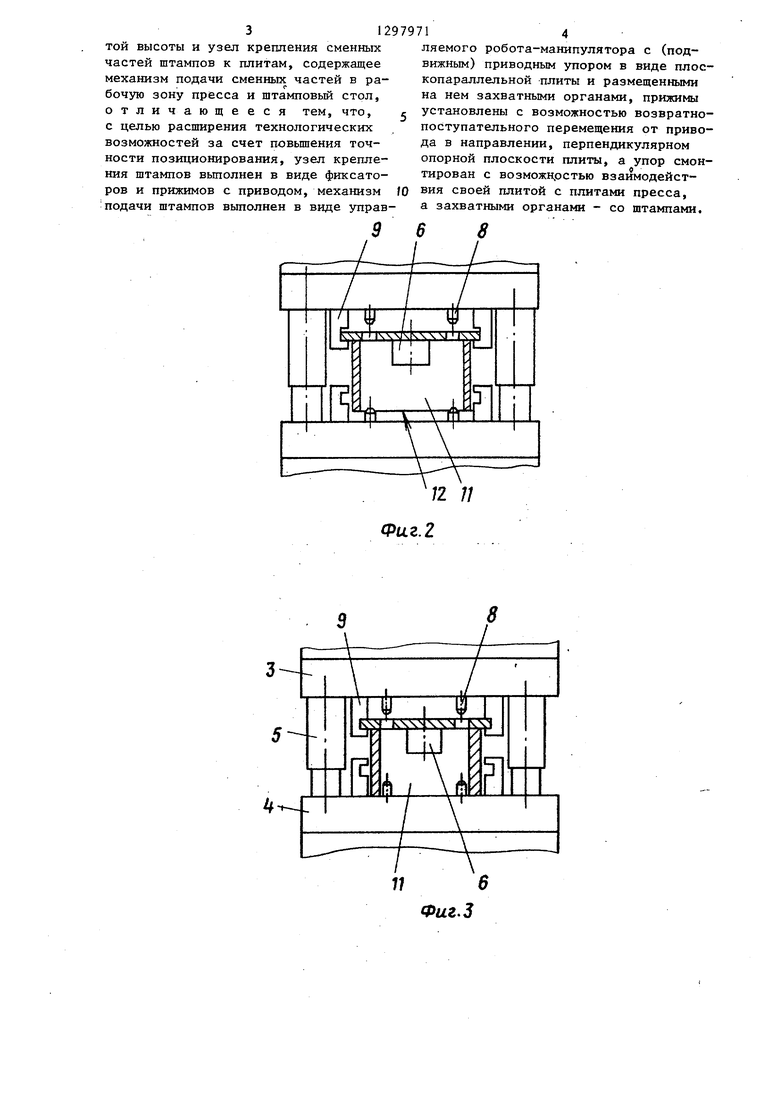
На фиг.1 показано автоматическое устройство для смены штампов на прес- се; на фиг,2 - 4 - последовательные положения элементов устройства при установке штампа.
Автоматическое устройство для смены штампов включает пресс 1 с механизмом 2 регулировки закрытой высоты, 5 ми 12 и 13, поэтому фиксаторы 8 своплитами 3 и 4, направляюш;ими колонками 5, а так же с узлом крепления сменных частей штампов 6 и 7, выполненным в виде фиксаторов 8 и привод- ньпс прижимов 9, установленных с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном опорной плоскости плиты. Механизм подачи штампов выполнен в виде управляемого робота-манипулятора 10 с подвижным упором 11, имеющим плоскопараллельные поверхности 2 и 13 и захватные органы 14. Сменные части штампов 6 и 7 установлены на столе 15. Управление работой всех механизмов осуществляется блоком 16 управления.
Устройство работает следующим образом.
В исходном положении верхняя плита 3 пресса находится в верхнем положении, закрытая высота пресса максимальна, прижимы 9 вьщвинуты, межштам- повое пространство свободно.
Управляемый блоком 16 управления ;робот-манипулятор 10 захватными органами I4 прижимает сменную часть штампа 6 к упору 11, поворачивает ее на 180 и вставляет в пазы прюкимов 9
25
бодно заходят в отверстия сменной части штампа 6. Прижимы 9 прижимают сменную часть штампа 6 к плите 3. Механизм 2 регулировки закрытой
20 высоты пресса поднимает верхнюю пли ту 3. Робот-манипулятор 10 берет захватными органами 14 другую.сменную часть штампа 7 со стола 15 и аналогичным образом, только без поворота ее в вертикальной плоскости, устанавливает ее на нижнюю пЛиту 4 по фиксаторам 8, зажимая прижимами 9 (не показано).
Снятие смен1Ж1х частей, штампа про
30 исходит в обратном порядке.
При ходе верхней плиты 3 вверх прижимы 9 опускают сменную часть штампа 6 и прилшмают ее к упору 11 для передачи ее в захватные органы
35 Сменная часть штампов при этом снимается с фиксаторов 8.
Таким образом, использование мех низма 2 регулировки закрытой высоты пресса для установки сменных частей
40 штампа 6 и 7 на фиксаторы 8 путем взаимодействия сменных частей штамп через упор 11 с плитами 3 и. 4 пресс 1 позволяет уменьшить зазор между фиксаторами 8 и смен:№1ми частями
таким образом, что посадочные отверс-4jS штампа 6 и 7. Это дает возможность
тия в сменной части штампа б располагаются соосно с фиксаторами 8.
Захватные органы 14 отпускают сменную часть штампа 6, механизм регулировки закрытой высоты пресса уменьшает закрытую высоту, и верхняя плита 3 движется по направляющим колонкам 5 вниз.
,за счет повьшгения точности положени рабочих частей штампов штамповать тонколистовый материал.
Экономический эффект при внедре- 50 НИИ изобретения получается за счет расширения технологических возможно тей путем повышения точности позици нирования .
В период уменьшения закрытой высо-55Формула изобретения ты пресса упор 11 робота-манипулятора 10 получает команду из блока 16 Автоматическое устройство для
управления и вместе с прижимами 9смены штампов на прессе, включающем
синхронно опускается до соприкосно-приводной механизм регулировки закрынения опорной поверхн9сти 12 с плитой 4. После перемещения прижимы 9, воздействуя на упор 11 через сменную часть штампа 6, прижимают упор 11 к
нижней плите 4.
Далее механизм 2 регулировки закрытой высоты пресса, преодолевая усилие -прижимов 9, начинает вводить фиксаторы 8 в отверстия сменных частей штампов 6. При этом заходные фаски фиксаторов 6 центрируют сменную часть штампа 6, которая свободно передвигается по упору 1I. Упор выполнен с параллельными опорными поверхностя
бодно заходят в отверстия сменной части штампа 6. Прижимы 9 прижимают сменную часть штампа 6 к плите 3. Механизм 2 регулировки закрытой
высоты пресса поднимает верхнюю плиту 3. Робот-манипулятор 10 берет захватными органами 14 другую.сменную часть штампа 7 со стола 15 и аналогичным образом, только без поворота ее в вертикальной плоскости, устанавливает ее на нижнюю пЛиту 4 по фиксаторам 8, зажимая прижимами 9 (не показано).
Снятие смен1Ж1х частей, штампа происходит в обратном порядке.
При ходе верхней плиты 3 вверх прижимы 9 опускают сменную часть штампа 6 и прилшмают ее к упору 11 для передачи ее в захватные органы
Сменная часть штампов при этом снимается с фиксаторов 8.
Таким образом, использование механизма 2 регулировки закрытой высоты пресса для установки сменных частей
штампа 6 и 7 на фиксаторы 8 путем взаимодействия сменных частей штампа через упор 11 с плитами 3 и. 4 пресса 1 позволяет уменьшить зазор между фиксаторами 8 и смен:№1ми частями
,за счет повьшгения точности положения рабочих частей штампов штамповать тонколистовый материал.
Экономический эффект при внедре- 50 НИИ изобретения получается за счет расширения технологических возможностей путем повышения точности позиционирования .
той высоты и узел крепления сменных частей штампов к плитам, содержащее механизм подачи сменных частей в ра- бочую зону пресса и штамповьш стол, отличающееся тем, что, с целью расщирения технологических возможностей за счет повьшения точности позиционирования, узел крепления щтампов вьшолнен в виде фиксаторов и прижимов с приводом, механизм подачи штампов выполнен в виде управляемого робота-манипулятора с (подвижным) приводным упором в виде плоскопараллельной плиты и размещенными на нем захватными органами, прижимы установлены с возможностью возвратно- поступательного перемещения от привода в направлении, перпендикулярном опорной плоскости плиты, а упор смонтирован с возможностью взаимодействия своей плитой с плитами пресса, а захватными органами - со штампами.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для смены штампов на прессе | 1986 |
|
SU1362560A2 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
| Автоматизированная линия для листовой штамповки | 1985 |
|
SU1319981A1 |
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1205972A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |

Изобретение относится к машиностроению, а именно к автоматизации смены штампов- на машинах обработки металлов давлением. Целью изобретения является расширение технолог ичес- ких возможностей за счет повьш1ения точности позиционирования. Устройство для смены штампов на прессе 1, включающем приводной механизм 2 регулировки закрытой высоты и узел крепления сменных частей штампов 6 и 7 к плитам 3 и 4, содержит механизм подачи сменных частей штампов в рабочую зону пресса, выполненный в виде управляемого робота-манипулятора 10 с подвижным упором 11 и захватными органами 14. Механизм крепления сменных частей штампов выполнен в виде прижимов 9 и фиксаторов 8. При установке сменной части штампа 6 в рабочую зону пресса механизм 2 регулировки закрытой высоты прижимает упор 1 Г к нижней плите 4. В результате этого сменная часть штампа 6 фиксируется фиксаторами 8, прижимается к плите 3 и закрепляется на ней прижимами 9. Аналогично закрепляется другая сменная часть штампа. А ил. i (Л to со NJ со. 
6 8
TSS
1У
в
/
/ / /
LJ
V
л
ФигЛ
Редактор О.Бугир
Составитель В.Гринберг Техред Л.Сердюкова
849/12
Тираж 733Подписное
ВНИРШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
SJ/
л
Корректор А.Зимокосов
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
