to
J5
11297990
Изобретение относится к черной еталлургии и предназначено для востановительного ремонта использованых при разливке стали шиберных заторов.
Цель изобретения - повышение прозводительности и точности сборки.
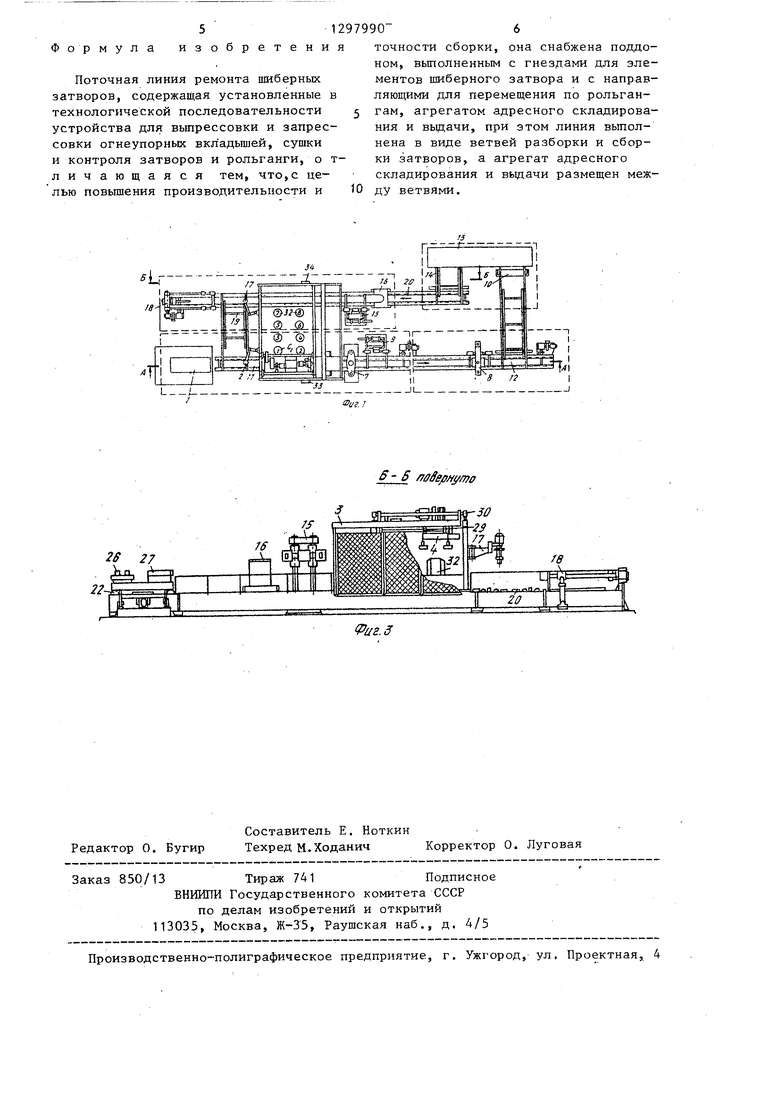
На фиг. 1 показана поточная лиия ремонта шиберных затворов, общий ид; на фиг. 2 - разрез А-А на иг. 1; на фиг. 3 - разрез Б-Б на иг. 1 (повернуто).
Линия содержит два технологичесих потока (разборки и сборки), в которых размещены подготовительный стол 1, гайковерт 2, агрегат 3 полуавтоматического адресного складирования и вьщачи со съемником 4 и под- одъемником 5 с захватами, механизм 6 подрыва, двухстоечные прессы 7 и 8, кантователь 9, перекладчик 10 с механизмом перемещения (не показано), роликовые транспортеры 11 и 12, агрегат 13 для сушки, перекладчик 14, кантователь 15, подвижную контрольную плиту 16, гайковерт 17, устройство 18 для испытания, перекладчик 19, транспортер 20. Линия снабжена подоном 21 для разборки, сборки и транспортирования с направляющими 22 для перемещения по линии, гнездами 23 и 24 для корпуса и шибера, карманами для крепежных деталей (не показано), На линии производят ремонт шиберного затвора 25, состоящего из корпуса 26, шибера 27 и рамки 28, соединенных стяжными болтами и гайками (не показано).
20
25
30
35
ли по
ст ла по ус 23 ще тр ки га с ка до
25 те ро съ пу ,ку од С(
26 ци ле ис пе ка ют ры
в по но
ют ют
Агрегат 3 полуавтоматического адресного складирования и выдачи размещен между транспортерами 11 и 20 потоков разборки и .сборки. Съемник 4, подъемник 5, а также стандартные гайковерты 2 и 17 размещены на ме- таллоконструкдии агрегата полуавтомтического адресного складирования и выдачи. Съемник 5 выполнен с возможностью перемещения вдоль линии при помопщ каретки 29, а поперек линии - по направляющим 30 на тележке 31. Для хранения рамок имеются восемь адресов 32 (С,-Cg), размещенных в четном и нечетном рядах. Управление складированием рамок осуществляют с пульта 33 управления, а выдачу рамок на сборку - с пульта 34 управления. Для уборки мусора линия оборудована транспортером 35 и центраo
5
7990
0
5
0
35
2
лизованной тарой 36, размещенными под потоком разборки.
Линия работает следующим образом.
Осмотренный на подготовительном столе 1 и зачищенный от брызг металла и шлака шиберный затвор 25 грузоподъемным устройством (не показано) устанавливают корпусом 26 в гнездо 23 для корпуса на поддоне 21, размещенном направляющими 22 на роликовом транспортере 11, на позидии .разборки шиберных затворов. Отвинчивают гайковертом 2 стяжные болты и вместе с гайками укладывают для хранения в карманы для крепежных изделий поддона 21, после чего шиберный затвор
25на поддоне 21 перемещают транспортером 11 на позицию съема и пакетирования рамок, где рамку 28 снимают съемншсом 4, опустив по команде с пульта 33 управления захваты на рам- ,ку, переносят ее и укладывают на один из восьми адресов 32, например С(. После этого поддон 21 с корпусом
26и шибером 27 перемещают на позицию подрыва, где корпус входит в щелевой захват механизма 6 подрыва для исключения возможности вертикального перемещения. Сверху на шибер 27 опускают захваты подтземника 5 и включают его на подъем. Механизмом 6 подрыва подрывают отработанный вкладыш
в корпусе затвора, а подъемником 5 поднимают шибер 27 вверх над поддоном 21 .
Поддон 21 с корпусом 26 перемещают транспортером 11 на шаг, опускают шибер 27 в гне-здо 24 для шибера
на поддоне 21, поддон с частями шиберного затвора перемещают на позицию выпрессовки огнеупоров из шибера. Под прессом 7 выпрессовывают огнеупоры из шибера 27, а кантователем приподнимают корпус 26, кантуют его на 180 , вытряхивают оставшиеся огнеупоры из гнезда корпуса и возвращают на поддон 21 в первоначальное положение, посадочным местом для огнеупоров вверх. Затем поддон 21 перемещают по транспортерам 11 и 12 на позицию укладки огнеупоров, где производят очистку посадочных мест шибера 27 и корпуса 26 на поддоне 21 при помощи ручного технологического инструмента. Далее Поддон 21 с частями затвора подают транспортером 12 на позицию запрессовки огнеупорного вкладыша в корпус .чатвора, где
запрессовывают вкладыши в корпус 26 и шибер 27 прессом 8 и перемещают транспортером 12 к перекладчику 10. Перекладчик 10 приподнимает поддон 21 с частями затвора над транспортером 12 и механизмом перемещения пе- ремеЕ1ает поддон по перекладчику 10, На линии производят ремонт шиберных затворов один за другим, а сушку частей шиберного затвора на поддоне - сразу партии из шести затворов. Пар- тию комплектуют на перекладчике 10, а рамки от следующих пяти шиберных затворов укладывают на рамку первого шиберного затвора также в ячейку С. по адресу 32. Перекладчиком 10
снимают последовательно один за другим шесть поддонов с частями затворов с транспортера 12, после чего грузоподъемным устройством партию из шести поддонов с частями затворов подают в агрегат 13 для сушки, расположенный в зоне действия перекладчиков 10 и 14.
Высушенные части шиберного затво- поддоне 21 вынимают из агрегата 13 для сушки в последовательности, обратной поступлению на ремонт, т.е. первым будет шестой поддон, устанавливают на перекладчик 14 для охлаждения и передачи на сборку. После охлаждения поддон 21 с частя- ми шиберного затвора передают на транспортер 20 при помош,и перекладчика 14 аналогично перекладчику 10, затем перемещают на позицию контроля параллельности рабочей плоскости огнеупорного вкладыша относительно опорных плоскостей скольжения шибера. Шибер 27 кантователем 15 зажимают на поддоне 21 с боков зажимами, после чего приподнимают над ним, подводя под шибер контрольную плиту 16 Затем шибер 27 опускают на плиту 16, разжимают шибер, проводят контроль параллельности рабочей плоскости огнеупорного вкладыша. После этого кантователем 15 поднимают шибер 27 с
Поточная линия ремонта шиберных затворов обеспечивает повышение про- 45 изводительности за счет транспортировки и выполнения всех технологических операций в замкнутом потоке без разукомплектации деталей каждого шиберного затвора, снижения межподдона 21, кантуют его на 180 . Перемещают поддон 21 до совмещения кор-50операционного времени, крановых опе- пуса 26 с шибером 27, опускают шиберраций, занимаемых площадей, высокие на корпус затвора, отводят кантова-эксплуатационные качества шиберных тель 15, Подают поддон 21 с частями затвора на следующую позицию линии, на сборку. По команде с пульта 34 уп-55линии, так как при замене площадки равления перемещают съемник 4 на те-с гнездами для корпуса и щибера на лежке 29 по направляющим 30 над нес- линии возможен ремонт в комплекте том складирования рамки 28, например,частей шиберных затворов других ти- для первого шиберного затвора Cf,поразмеров.
затворов за счет обеспечения парности комплекта, а также универсальность
W
15
979904
Заданный адрес устанавливается автоматически, нажатием кнопки на пульте 34 управления. Поднимают захватом съемника 4 рамку 28 с заданного адреса, перемещают ее на позицию установки рамки, на поток сборки шиберных затворов. Рамку -26 съемником 4 опускают на шибер. Затем т ранспорте- ром 20 перемещают части шиберного затвора на поддоне 21 на позицию завинчивания гаек. Достают стяжные болты и гайки из карманов поддона 21, вставляют болты и гайки и гайковертом 17 завинчивают гайки, производят затяжку крепежных изделий на определенное усилие. Перемещают собранный шиберный затвор на поддоне 21 транспортером 20 на позицию испытания затворов, где производят испытание на подвижность устройством 18 для испытания. После испытания готовый шиберный затвор транспортером .20 перемещают на поддоне 21 на следующую позипию линии, на позицию вы дачи готового испытанного шиберного затвора. Затем передают готовый шиберный затвор 25 на позицию съема готового затвора перекладчиком 19, принцип действия которого аналоги30 чен принципу действия перекладчиков . 10 и 14, Затем грузоподъемным устройством поднимают готовьш шиберный затвор 25 с поддона 21 и передают в цех на разливку или на склад, Осво35 бодившийся поддон 21 передают на поток разборки для ремонта следующего шиберного затвора 25,
20
Уборку разрушенных огнеупоров 40 производят автоматически в централизованную тару 36 скребковым транс- портером 35.
Поточная линия ремонта шиберных затворов обеспечивает повышение про- 45 изводительности за счет транспортировки и выполнения всех технологических операций в замкнутом потоке без разукомплектации деталей каждого шиберного затвора, снижения меж50операционного времени, крановых опе- раций, занимаемых площадей, высокие эксплуатационные качества шиберных 55линии, так как при замене площадки с гнездами для корпуса и щибера на линии возможен ремонт в комплекте частей шиберных затворов других ти- поразмеров.
операционного времени, крановых опе- раций, занимаемых площадей, высокие эксплуатационные качества шиберных линии, так как при замене площадки с гнездами для корпуса и щибера на инии возможен ремонт в комплекте частей шиберных затворов других ти- поразмеров.
затворов за счет обеспечения парности комплекта, а также универсальност
Формула изобретения
Поточная линия ремонта шиберных затворов, содержащая установленные в технологической последовательности 5 устройства для выпрессовки и запрессовки огнеупорных вкл адышей, сушки и контроля затворов и рольганги, о т- личающаяся тем, что,с целью повышения производительности и Ю
точности сборки, она снабжена поддоном, вьтолненньпч с гнездами для элементов шиберного затвора и с направляющими для перемещения по рольгангам, агрегатом адресного складирования и выдачи, при этом линия выполнена в виде ветвей разборки и сборки затворов, а агрегат адресного складирования и выдачи размеш;ен между ветвями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия ремонта шиберных затворов | 1990 |
|
SU1731428A1 |
| Поточная линия для подготовки затворов промежуточных и сталеплавильных ковшей | 1988 |
|
SU1668033A1 |
| КОМПЛЕКС РЕМОНТНО-ДИАГНОСТИЧЕСКИЙ ДЛЯ НАПОЛЬНОГО ОБОРУДОВАНИЯ ЖЕЛЕЗНОДОРОЖНОЙ АВТОМАТИКИ И ТЕЛЕМЕХАНИКИ | 2023 |
|
RU2799173C1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1328138A1 |
| Линия ремонта палет | 1986 |
|
SU1345042A1 |
| Поточная линия ремонта тележек пассажирских вагонов | 1979 |
|
SU874417A1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Шиберный ковшевой затвор | 1977 |
|
SU768555A2 |
| ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША И УСТРОЙСТВО ПЕРЕВОДА КАРЕТКИ ШИБЕРНОГО ЗАТВОРА В ПОЛОЖЕНИЕ ОБСЛУЖИВАНИЯ | 2007 |
|
RU2358833C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
Изобретение относится к металлургии и может быть использовано в металлургической промышленности для восстановления огнеупорных деталей в шиберных затворах. Линия позволяет повысить производительность ремонта шиберных затворов и обеспечить высокие эксплуатационные качества путем повьш1ения точности сборки. Для этого линия снабжена поддоном 21 для разборки, сборки и транспортирования, выполненным с направляющими, гнездами 23 и 24 для корпуса 26 и шибера 27, агрегатом полуавтоматического адресного, складирования и вьщачи рамок 28, размещенным между транспортерами потоков разборки и сборки линии и снабженным съемником 4 и подъемником 5 с захватами. Съемник 4 выполнен с возможностью перемещения вдоль позиций разборки и сборки и поперек линии. 3 ил. (О (Л Jf А Д | , f, „+ I I / I Ш II .) I ni II I , 1. , ...Jf..l Ю CO. ;o CO
Lr
IS
1Уиг.
7S А
2e 27
S / offe/ /f(/mo PIte eSS fflJ-Л7
ИП1.- -v-jiiiin ; I w
Редактор О. Бугир
Составитель Е. Ноткин
Техред М.Ходанич Корректор 0. Луговая
Заказ 850/13 Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Стенд для сборки шиберных затворов | 1979 |
|
SU931291A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент Англии № 1504978, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Винокуров И.Я | |||
| и др | |||
| Освоение разливки стали из ковшей с шиберными затворами.-Сталь, 1978, №-11,с.1002. | |||
