11
Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков на детали больших ( 300 мм) диаметров.
Цель изобретения - повьш ение качества покрытий, наносимых на поверхности деталей большого диаметра (не .менее 300 мм).
На фиг. 1 показано устройство для нанесений покрытий; на фиг. 2 - разрез А-А на фиг. 1,
. К корпусу 1 с возможностью вертикального перемещения закреплена тяга 2, связанная с устройством крепления детали. Валы 3 установлены в подшипниках 4 и закреплены в корпусе узла 5 вращения. Тяга 2 жестко крепится непосредственно к корпусу узла 5 враш;ения, а другой ее конец соединен с грузом 6. Для подачи порошка установлен бункер 7.
Пластинчатый конвейер состоит из отдельных тугоплавких теплопроводных пластин 8, прикрепленных к тяговым цепям шестигранных валов 9 при
вода вращения, включающего редуктор (не показан), электродвигатель 10, связанный с блоком 11 управления. Индуктор 12 высокой частоты уложен между упорными роликами 13, установленными в осях 14.
Устройство работает следующим образом.
Включают привод вращения конве- . йера л индуктор 12 токов высокой частоты. Открывают бункер 7. Металлический порошок перемещается на пластинах 8 в зону индуктора 12, гд прогревается до 1050°С и спекается с деталью, которая прижимает порошок к пластине 8, взаимодействующей с упорным роликом 13 с усилием .F, определяемым грузом 6.
Температуру в зоне спекания регулируют, изменяя скорость вращения электродвигателя 10. Вращение детали осуществляется в результате
взаимодействия перемещающейся пластины 8 с деталью. Силы трения между деталью и пластиной 8 вызывают момент вращения детали, превышающий момент трения детали в узле.5 вращения .
После поворота на 360 детали процесс нанесения прекращается путем остановки электродвигателя 10, а при необходимости процесс нанесения продолжается повторно.
Таким образом, за счет того, что порошок наносится на деталь с горизонтального пластинчатого конвейера достигается большая по сравнению с известным равномерность покрытия по толщине слоя,, Использование тугоплавких и теплопроводных пластин конвейера, упорных роликов и синусоидальное расположение нагревательного индуктора между роликами обеспечивают качественный прогрев порошка и плотное поджатие покрытия к детали, что повьш1ает качество и плотность покрытия.
0
5
0
5
Формула изобретения
Установка для нанесения порошковых покрытий преимущественно на детали диаметром свыше 300 мм, включающая корпус, источник нагрева, узел крепления детали, узел ее вращения, устройство для уплотнения слоя и бункер для подачи порошка, отличающаяся тем, что, с целью повышения качества покрытий, устройство для уплотнения слоя выполнено в виде груза, тяги, упорных роликов и пластинчатого конвейера, груз через тягу прикреплен к узлу вращения детали с возможностью вертикального перемещения, конвейер выполнен в виде ленты из тугоплавких теплопроводных пластин, а источник-нагрева выполнен в виде индуктора, размещенного в плоскости ленты конвейера в промежутках между роликами.
ё
Редактор О. Бугир
Составитель Б, Семенов Техред М.Ходанич
Заказ 850/13 Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам -изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.,«.„ -- --™ - -----.-- ------- - --«- - - --------- ---- - - - ----- - - - ------ - ----------
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.2
Корректор Л. Пилипенко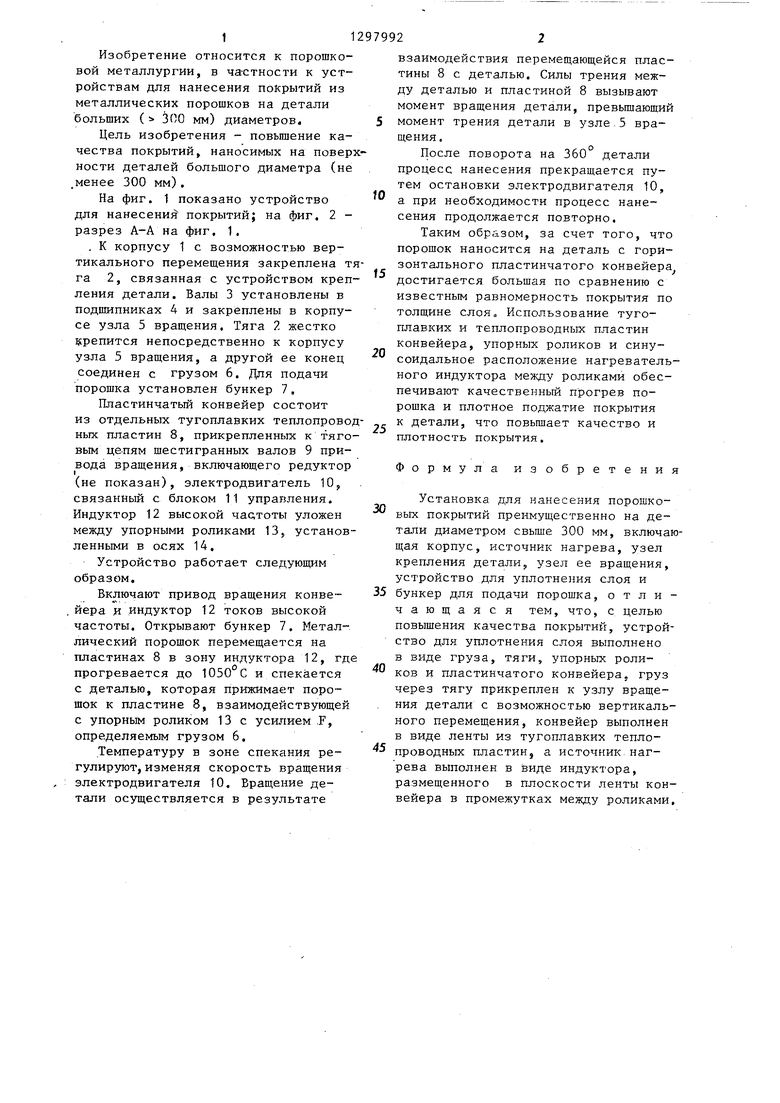
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения металлического слоя на изделие | 1979 |
|
SU854592A1 |
| Устройство для нанесения порошковых покрытий | 1985 |
|
SU1297993A1 |
| Устройство для нанесения покрытий из металлического порошка | 1982 |
|
SU1047595A2 |
| Устройство для нанесения металлического слоя на изделие | 1983 |
|
SU1084116A2 |
| Установка для нанесения покрытий из металлического порошка | 1987 |
|
SU1405973A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| Устройство для нанесения покрытий из металлических порошков на цилиндрические детали | 1986 |
|
SU1400783A2 |
| Линия для нанесения защитного покрытия на наружную поверхность труб | 1989 |
|
SU1703192A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОРОШКОВОГО КЛЕЯЩЕГО ВЕЩЕСТВА НА ТКАНЬ | 1990 |
|
RU2016152C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ФЕРРОМАГНИТНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2037383C1 |
Изобретение относится к устройствам для нанесения порошковых покрытий на детали большого диаметра (более 300 мм). Целью изобретения является повышение качества покрытий, К корпусу 1 крепится тяга 2, к которой прикреплен груз 6. Устройство оборудовано пластинчатым конвейером с тугоплавкими теплопроводными пластинами 8. Во время работы на пластинчатый конвейер засыпается порошок из бункера 7. Груз 6 поджимает деталь к порошку, порошок под действием разогрева индуктором поджимается к детали и наносится . равным слоем на внешнюю поверхность детали. Использование пластинчатого конвейера и разогрев порошка через теплопроводные пластины 8 индуктором обеспечивают улучшение качества покрытий, увеличение его однородности и плотности. 2 ил. (С (Л 8 0 ; Деталь ю | :о г ю Фиг.1
| Устройство для нанесения покрытий из металлических порошков | 1975 |
|
SU564923A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения металлического слоя на изделие | 1983 |
|
SU1084116A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
