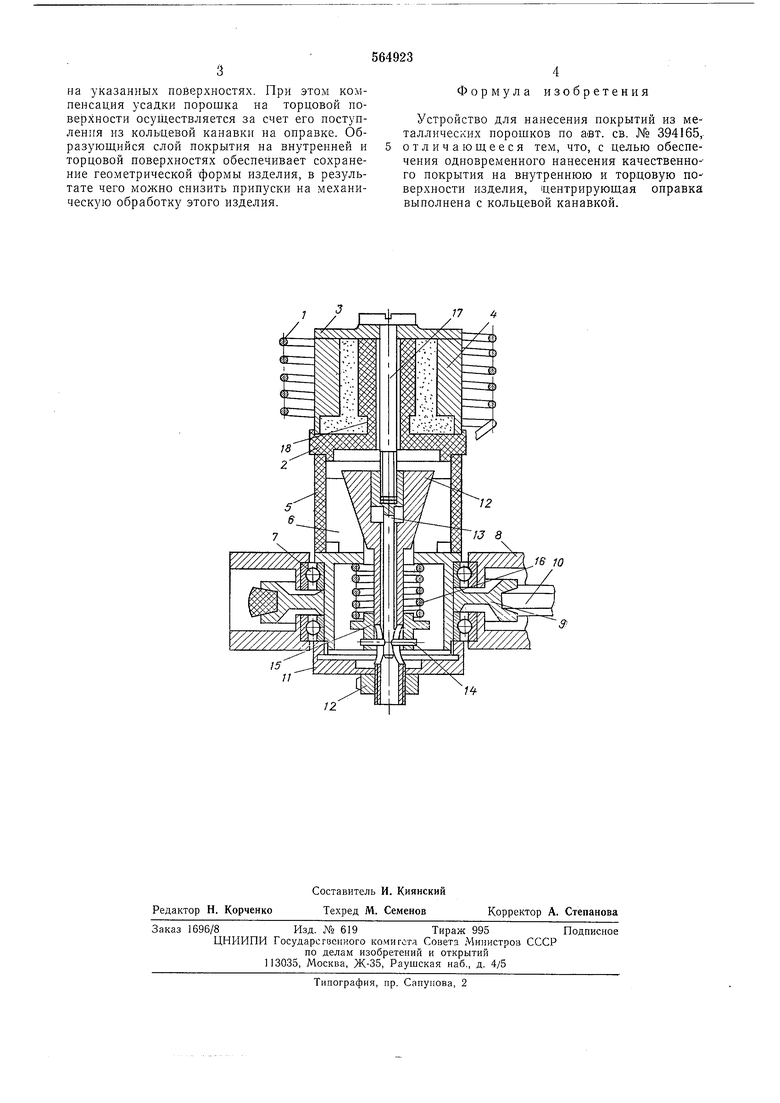
на указанных поверхностях. При этом компенсация усадки порошка на торцовой поверхности осуществляется за счет его поступления из кольцевой канавки на оправке. Образующийся слой покрытия на внутренней и торцовой поверхностях обеспечивает сохранение геометрической формы изделия, в результате чего можно снизить припуски на механическую обработку этого изделия. Формула изобретения Устройство для нанесения покрытий из металлических порошков по авт. св. № 394165, отличающееся тем, что, с целью обеспечения одновременного нанесения качественно-го покрытия на внутреннюю и торцовую поверхности изделия, центрирующая оправка выполнена с кольцевой канавкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий из металлического порошка | 1983 |
|
SU1122425A1 |
| Устройство для нанесения покрытий из металлических порошков | 1988 |
|
SU1622085A1 |
| Устройство для нанесения покрытий из порошка | 1980 |
|
SU917909A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей | 1987 |
|
SU1496928A1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| Устройство для нанесения покрытий из металлических порошков | 1982 |
|
SU1101333A1 |
| Устройство для нанесения покрытия из металлического порошка на изделие | 1983 |
|
SU1088885A1 |
| Устройство для нанесения покрытий из порошков | 1983 |
|
SU1088886A2 |
| Способ восстановления изношенных поверхностей полых цилиндрических изделий | 1987 |
|
SU1533840A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние цилиндрические поверхности | 1987 |
|
SU1438927A1 |
12
6 ю
1
