Зачистка сварного шва обода колеса, в частности, автомобильного, осуществляется на шлифовально-обдирочных станках с образованием большого количества металлической и абразивной пыли.
Онисываемый станок, предназначенный для зачистки сварного швл обода колеса после срезки сварного нанлыва, имеющий механизмь i jдачи и съема детали, улучщает условия труда, повыщает его производительность и качество обработки колеса на операции зачистки сварного шва обода колёса. Это достигается тем, что на станке перед j exaHH3мом съема детали установлены ролики для зачистки шва путем пр-ткатки.
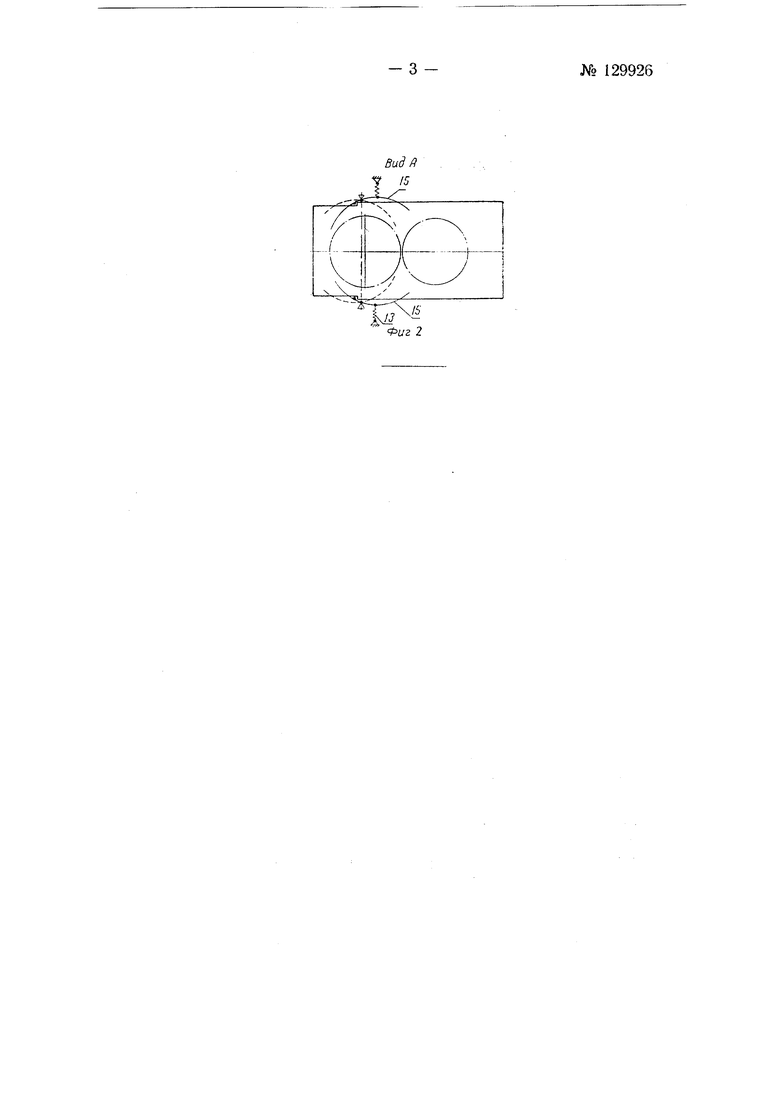
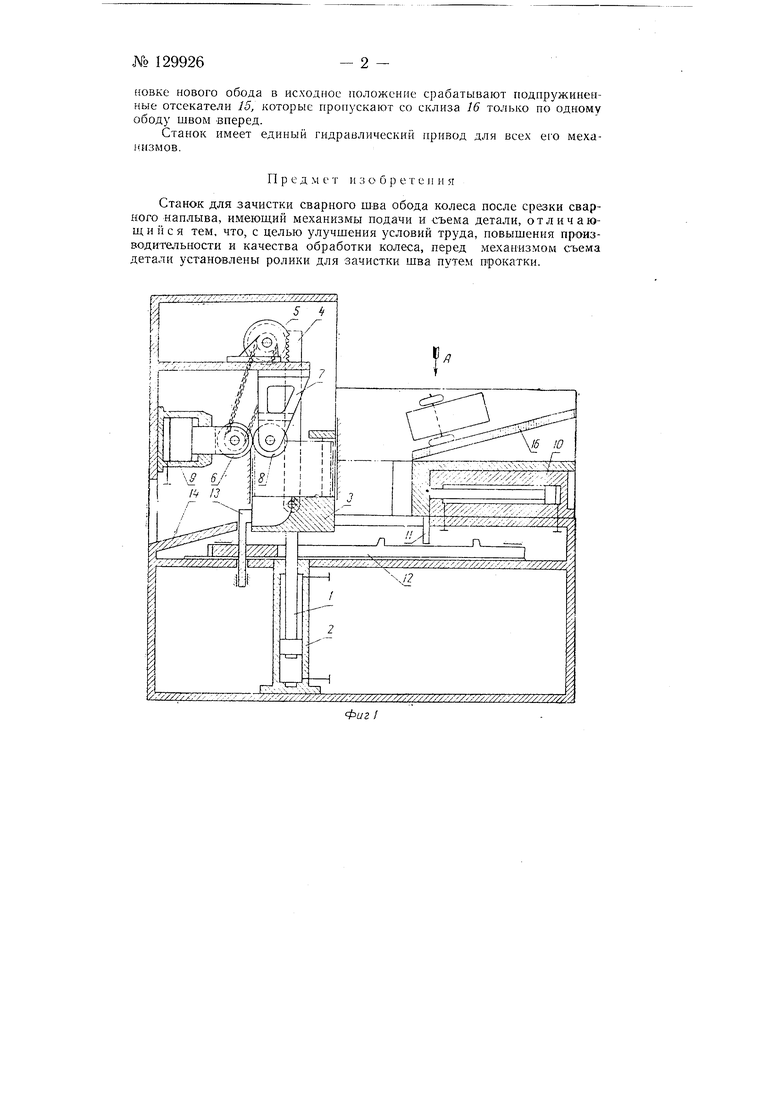
На фиг. 1 схематически изображен описываемый станок; на фиг. 2- то же, вид по стрелке А на фиг. 1.
Шток / порщпя вертикального цилиндра 2 соединен со столом 3, на котором устанавливается обрабатываемый обод колеса. К столу 3 прикреплена рейка 4, взаимодействующая с щестерней 5, которая через цепную передачу сообщает вращение ролику 6. На кронщтейне 7 установлен ролик 8, к которому посредством поршня 9 прижимается ролик 6. Подача обода на стол 3 производится ползуном, соединенным со щтоком порщня цилиндра 10. На нижней части ползуна имеются упоры 11, воздействующие на две зубчатые рейки 12 с косыми зубцами. Рейки 12 перемещают две поиеречные рейки 13, движущиеся в горизонтальной плоскости навстречу одна другой (на чертеже рейки 13 условнопоказа ны вертикально). Направление зубьев реек 13 таково, что рейки в серодине смыкаются (или между ними остается небольщой зазор) i5 образуют упор для установки обода в исходное положение.
Нри движении щтока I вверх обод колеса подводится иод ролик 6 и 8, осуществляющие зачистку шва путем прокатки. Нри обратном движении штока / и подходе его к нижнему положению ползун, соединенный со щтоком цилиндра 10, продвигает на стол 3 очередной обод, а готовый обод в это время сталкивается со стола на склиз 14. При установке нового обода в исходное положение срабатывают подпружиненные отсекатели 15, которые пропускают со склиза 16 только по одному ободу швом вперед.
Станок имеет единый гидравлический привод для всех eiO мехакизмов.
Пред м е и з о б р е теп и я
Станок для зачистки сварного шва обода колеса после срезки сварного наплыва, имеющий механизмы подачи и съема детали, отличающ и п с я тем, что, с целью улучшения условий труда, повышения производительности и качества обработки колеса, перед механизмом съема детали установлены ролики для зачистки шва путем прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для продольной прокатки | 1975 |
|
SU572323A1 |
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| СТАНОК ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1971 |
|
SU290635A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| Станок для зачистки сварных швов угловых соединений | 1979 |
|
SU889299A1 |
| Способ иглофрезерной обработки и иглофрезерный станок | 1986 |
|
SU1389943A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| Устройство для очистки грата на сварных деталях | 1974 |
|
SU495121A1 |