Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства кольцевых деталей путем навивки полосы на ребро с последующей разрезкой навитой спирали по образующей.
Цель изобретения - расширение технологических возможностей путем изготовления кольцевых деталей из полосы различной толщины.
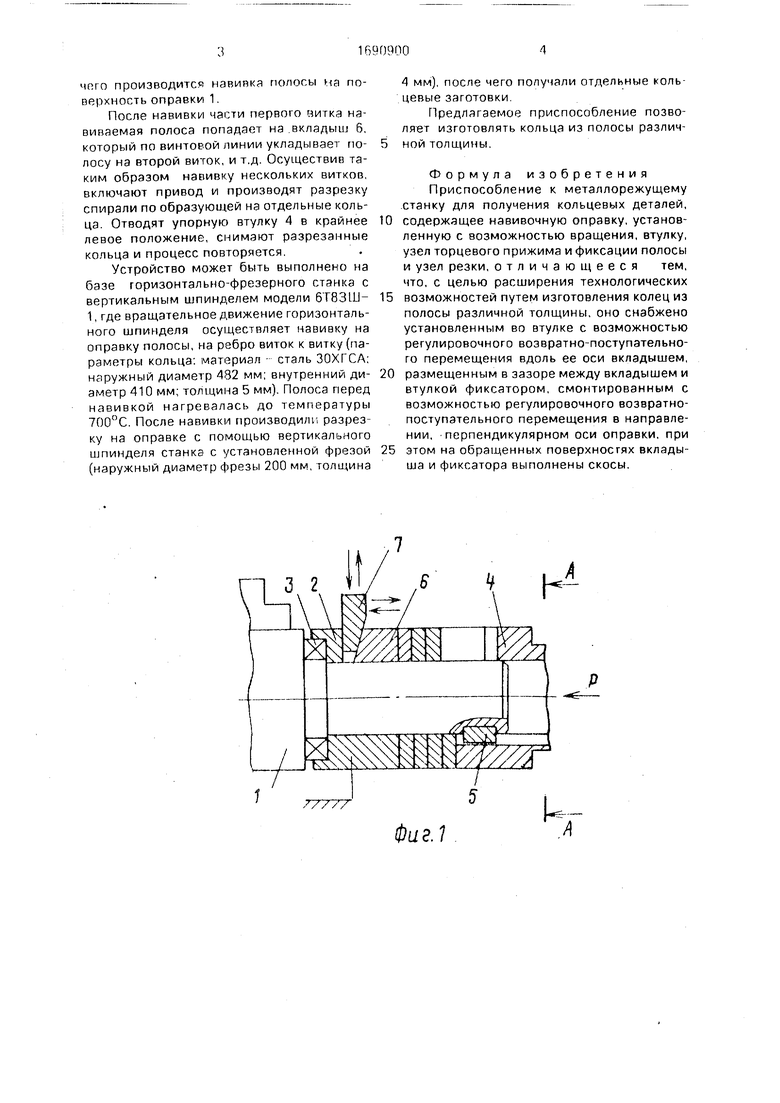
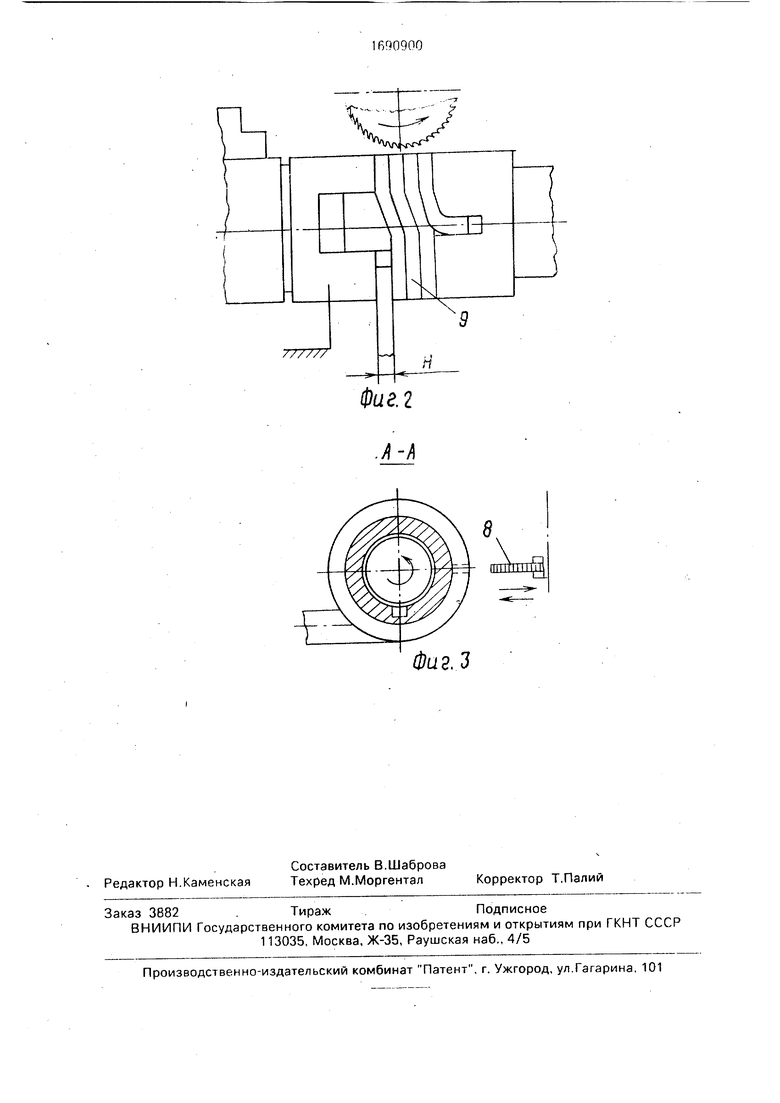
На фиг. 1 представлен общий вид приспособления; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение по А-А на фиг.1.
Приспособление содержит ступенчатую цилиндрическую оправку 1, на которую производится навивка, неподвижную втулку 2, подшипник 3, упорную втулку 4 для осуществления поджима и фиксации полосы, шпонку 5. вкладыш 6, с помощью которого
производят укладку витков, фиксатор 7, при помощи которого производят фиксацию вкладыша 6, резательное устройство с фрезой 8, предназначенное для разрезки навитой спирали 9 на кольца. Вкладыш установлен с возможностью регулировочного перемещения вдоль оси втулки.
Приспособление работает следующим образом.
Устанавливают вкладыш 6 на величину Н, равную толщине навиваемой ленты, фиксируют его положение посредством фиксатора 7. Вставляют отогнутый конец полосы в паз упорной втулки 4, поджимают упорную втулку 4 в крайнее правое положение и включают привод (не показан). При этом ступенчатая оправка 1 начинает вращаться, передавая свое вращение посредством шпонки 5 на упорную втулку 4, в результате
иэтЈ
( Ю О
чэ о
о
чого производится навивка полосы на поверхность оправки 1.
После навивки части первого нитка навиваемая полоса попадает на вкладыш 6, который по винтовой линии укладывает полосу на второй виток, и т.д. Осуществив таким образом навивку нескольких витков, включают привод и производят разрезку спирали по образующей на отдельные кольца. Отводят упорную втулку 4 в крайнее левое положение, снимают разрезанные кольца и процесс повторяется.
Устройство может быть выполнено на базе горизонтально-фрезерного станка с вертикальным шпинделем модели 6Т83Ш- 1, где вращательное движение горизонтального шпинделя осуществляет навивку на оправку полосы, на ребро виток к витку (параметры кольца: материал сталь ЗОХГСА; наружный диаметр 482 мм; внутренний диаметр 410 мм; толщина 5 мм). Полоса перед навивкой нагревалась до температуры 700°С. После навивки производили разрезку на оправке с помощью вертикального шпинделя станка с установленной фрезой (наружный диаметр фрезы 200 мм, толщина
4 мм), после чего получали отдельные коль цевые заготовки.
Предлагаемое приспособление позволяет изготовлять кольца из полосы различ- ной толщины.
Формула изобретения Приспособление к металлорежущему станку для получения кольцевых деталей,
содержащее навивочную оправку, установленную с возможностью вращения, втулку, узел торцевого прижима и фиксации полосы и узел резки, отличающееся тем, что, с целью расширения технологических
возможностей путем изготовления колец из полосы различной толщины, оно снабжено установленным во втулке с возможностью регулировочного возвратно-поступательного перемещения вдоль ее оси вкладышем,
размещенным в зазоре между вкладышем и втулкой фиксатором, смонтированным с возможностью регулировочного возвратно- поступательного перемещения в направлении, -перпендикулярном оси оправки, при
этом на обращенных поверхностях вкладыша и фиксатора выполнены скосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1983 |
|
SU1650310A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТОПОРНЫХ РАЗРЕЗНЫХ КОЛЕЦ | 2023 |
|
RU2812923C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХРОМИРОВАННЫХ ПОРШНЕВЫХ КОЛЕЦ | 2000 |
|
RU2182064C2 |
| Устройство для изготовления изделий навивкой лент на ребро | 1983 |
|
SU1143488A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления колец путем навивки полосы на ребро с последующей разрезкой навитой спирали по образующей. Цель изобретения - расширение технологических возможностей путем изготовления колец из полосы различной толщины. Навивку полосы производят на оправку 1. Во втулке 2 установлен с возможностью регулировочного перемещения вдоль оси оправки вкладыш 6, фиксируемый фиксатором 7. Фиксатор установлен с возможностью перемещения перпендикулярно оси оправки, В приспособлении предусмотрена упорная втулка 4 для поджима и фиксации полосы. Регулируя положения вкладыша относительно втулки 2, определяют толщину навиваемой полосы. После навивки спираль с помощью фрезы разрезают на отдельные кольце. 3 ил.
Фиг.1
Фиг. 2
Фиг. 3
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
