Изобретение относится к технологической оснастке для обработки давлением штучных заготовок, в частности для пробивки отверстий в полых заготовках.
Цель изобретения - повышение производительности и улучшение условий обслуживания.
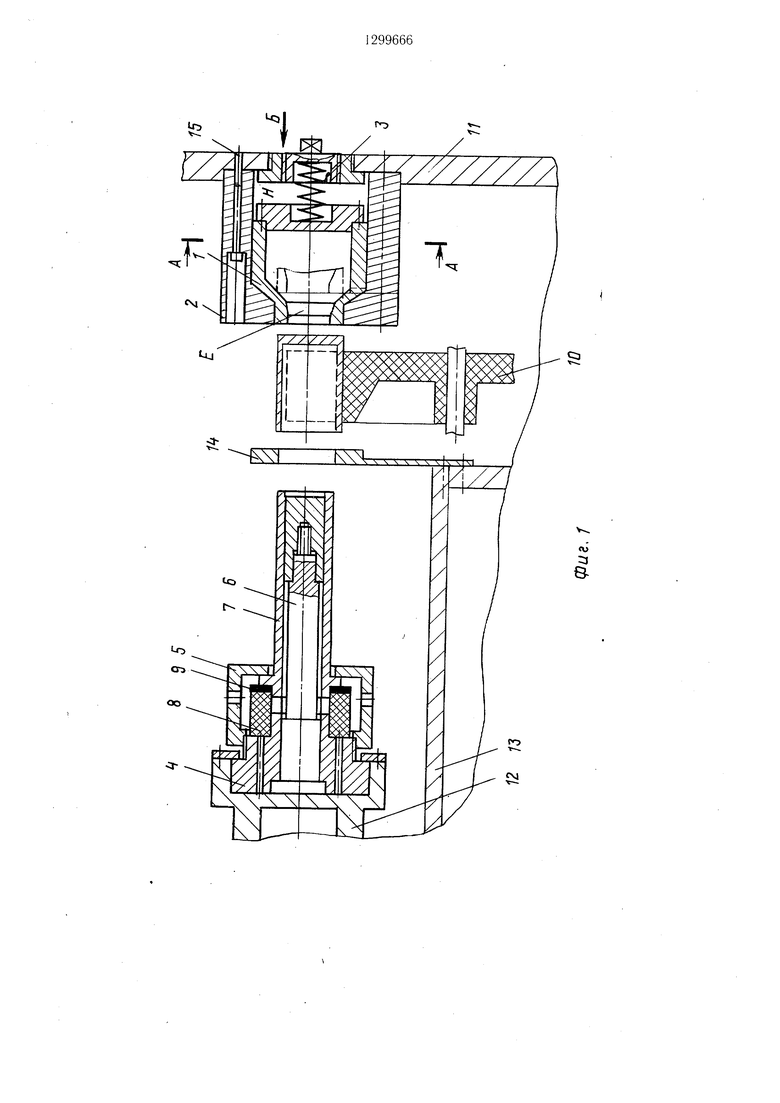
На фиг. 1 показано устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; па фиг. 4 -- разрез В--В на фиг. 3.
Устройство содержит расноложенные в одной части матрипу 1, корпус 2, упругий элемент 3, размещенный между дном матрицы 1 и основание.м корпуса 2, расположенные в другой части держатель, выполненный в виде винта 4 и гайки 5, и размещенные в держателе пуансон 6 для пробивки отверстий, охватывающую его деталь 7, упругий элемент 8 и прокладку 9, а также плиту 10 с отверстием для центрирования заготовки.
Корпус 2 закрепляют на столе 11 .мапш- ны, в частности пресса. Держатель закрепляют на подвижном органе манишы, в частности на ползуне 12. Плита 10 для центрирования заготовки установлена с возмож- ностью поворота и размещена между iiyan- сопом 6 и матрицей 1. Для съема обработанного изделия па станине 13 машины закрепляют съемник 14. Для удаления отходов пробивки в матрице 1 и корпусе 2 выполнены соответственно пазы Г и Д. В корпусе 2 имеется кольцевой участок, поверхность Е которого служит для направления матрицы 1 и заготовки. Основание корпуса 2 выполнено в виде втулки 15.
Устройство работает следующим образом .
Заготовку размешают в центрирующем отверстии плиты 10 и устанавливают па рабочей позиции. При рабочем ходе нолзупа 12 деталь 7 входит в полость заготовки, перемещает ее к матрице 1 .и вместе с мат- рицей 1 - к основапию корпуса 2 (к торцу втулки 15), сжимая при этом упругий элемент 3.
Затем деталь 7 останавливается, а держатель с пуансоном 6 продолжают переме- имение. При этом упругий элемепт 8 сжимается и передает усилие па дно заготовки. Пуансон 6 пробивает отверстие в дне заготовки. Отход удаляется через окно Г в матрице 1 и окно Д в корпусе 2 и удаляется в тару (не показано).
При возврате ползупа 12 в исходное положение пуансон 6 движется вместе с ним, а деталь 7 остается неподвижной, но нри этом усилие прижима заготовки уменьшается, так как упругий элемент 8 увеличивает евою высоту. У.меньшение усилий при
0
5 0
0
0
5
5
жима продолжается до момента соприкосновения торца детали 7 с торцовой поверхностью гайки 5. При дальнейшем перемещении ползуна 12 в исходное положение упругий элемент 3 выталкивает матрицу 1 и обработанную заготовку из полости корпуса 2 в исходное положение. Заготовка упирается в съемник 14, он снимает заготовку с детали 7 и оставляет в отверстии плиты 10. Последняя поворачивается в положение разгрузки и выгружает заготовку в тару или па транспортер.
Предварительное усилие прижима детали 7 и относительное положение этой детали и пуансона 6 регулируются путем поворота гайки 5.
Данное устройство может использоваться не только для пробивки отверстий в дне, но и для совмеп енной штамновки, в частности пробивки и обрезки или пробивки и вытяжки, путем выполпепия рабочих поверхностей инструментов для осуществления штамповки соответствующими профилю получаемого изделия. .
Использование предлагаемого устройства позволяет повысить производительность процесса обработки изделия и улучшить условия работы за счет .механизации процесса удаления изделий с рабочей позиции.
Формула изобретения
1.Устройство для пробивки отверстий в дне полой заготовки, содержащее матрицу с пазом па боковой поверхности, расположенную в корпусе, установленном в одной части устройства, смонтированный в другой части и выполненный в виде винта и гайки держатель, в котором раз.мещены пуапсоп для пробивки, охватывающая его деталь, связанная с пим с возможностью относительного осевого пере.мещепия и упругий элемент, расположепный между торцами охватываюп1ей детали и винта, а также содержащее плиту с отверстием для центрирования заготовки, размещенную между пуансоном и матрицей, отличающееся тем, что, с целью по1 ы пения производительности и улучшепия УСЛОВИЙ обслуживания, матрица выполнена с глухим отверстием, установлена в корпусе с возможностью относительного осевого нере.мещения, корпус выполнен в виде стакана, охватывающего матрицу и и.меющего участок, направляющий матрицу и заготовку, между дном матрицы и дно.м корпуса установлен дополнительный унругий элемент.
2.Устройство по п. 1, отличающееся тем, что в стенке корпуса выполнен паз .аля удаления отходов пробивки.
Сгэ
J
и
:з S
(Г
«м
А-А
U8.5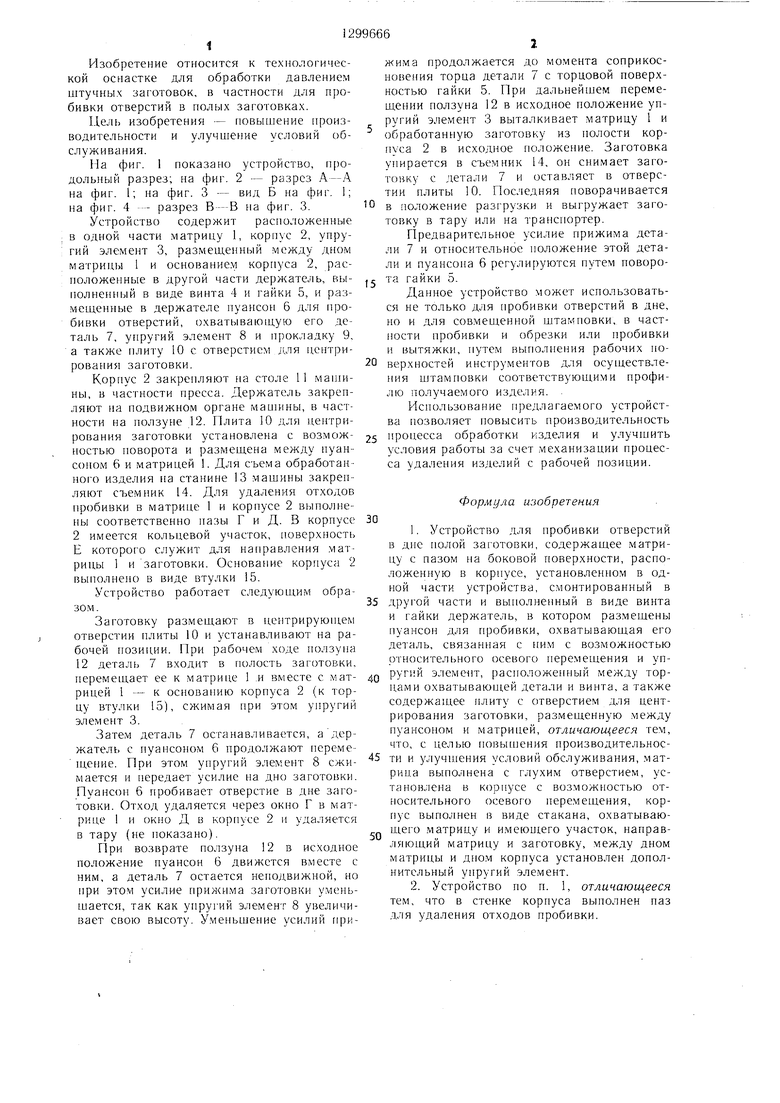
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для перфорирования листовых заготовок прямоугольной формы | 1987 |
|
SU1655775A1 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
Изобретение относится к технологической оснастке для обработки давлением штучных заготовок, в частности пробивки отверстий в дне полых заготовок. Цель изобретения - повышение производительности и улучшение условий обслуживания устройства. Для этого в устройстве, содержа- шем матрицу (М). расположенную в корпусе (К), и держатель, несуший пуансон (П) и деталь, охватываюшую пуансон. М выполнена с глухим отверстием. К выполнен с кольцевым участком, который служит для направления М и заготовки. Между дном М и дном К установлен упругий элемент. Заготовку размещают в центри- руюшем отверстии плиты, устанавливаемой между М и П. Деталь, охватывающая П, перемешает заготовку к М, опускает заготовку и М в полость К и пробивает отверстие. Затем упругий элемент выталкивает М в исходное положение. Отходы удаляются через пазы в боковых стенках М и К. I з.п.ф-лы, 4 ил. с (О (Л N3 СО со О5 Gi О5
Редактор Н. Швыдкая Заказ 808/7
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-нолиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ua4
Составитель Ю. Цейтлин
Техред И. ВересКорректор А. Зимокосов
Тираж 733Подписное
| Устройство для штамповки полых деталей | 1980 |
|
SU902915A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Малов А | |||
| Н | |||
| Производство патронов стрелкового оружия | |||
| М.: Оборонгиз, 1947, с | |||
| Паровоз с приспособлением для автоматического регулирования подвода и распределения топлива в его топке | 1919 |
|
SU272A1 |
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
