Изобретение относится к обработке металлов давлением и может быть исп зовано в машиностроении л. ч резки листового материала.
Цель изобретения - расширение технологических в( можиостей ножниц для резки листового материала.
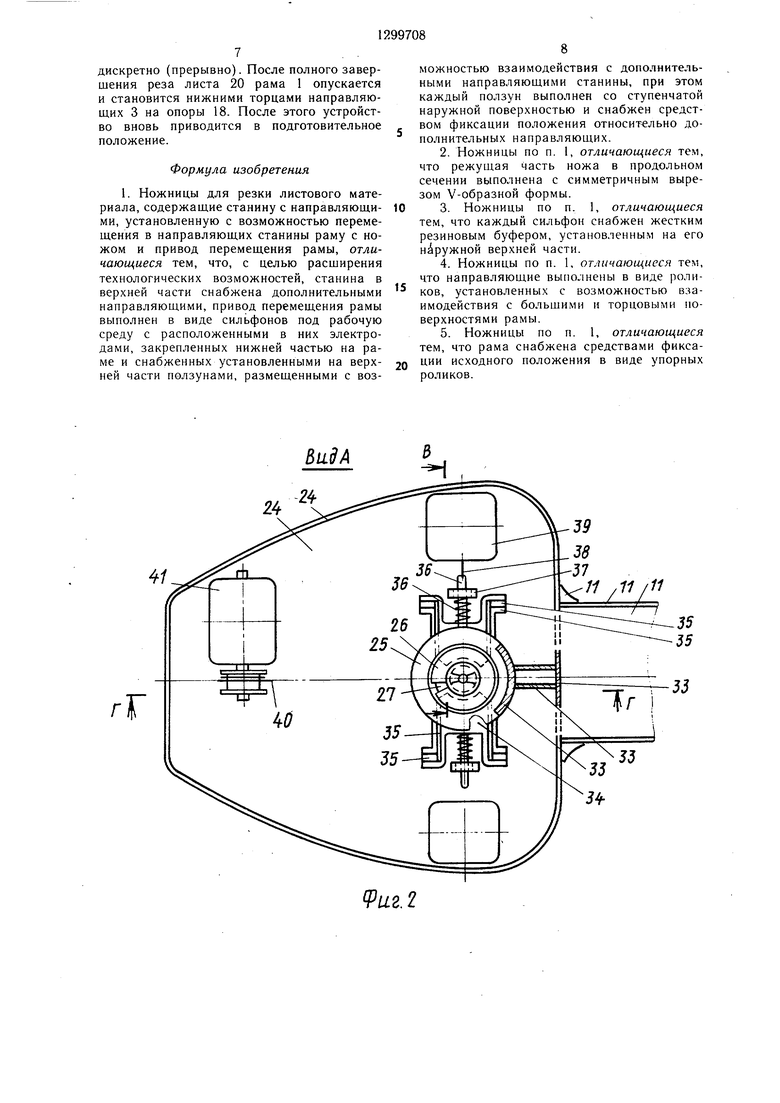
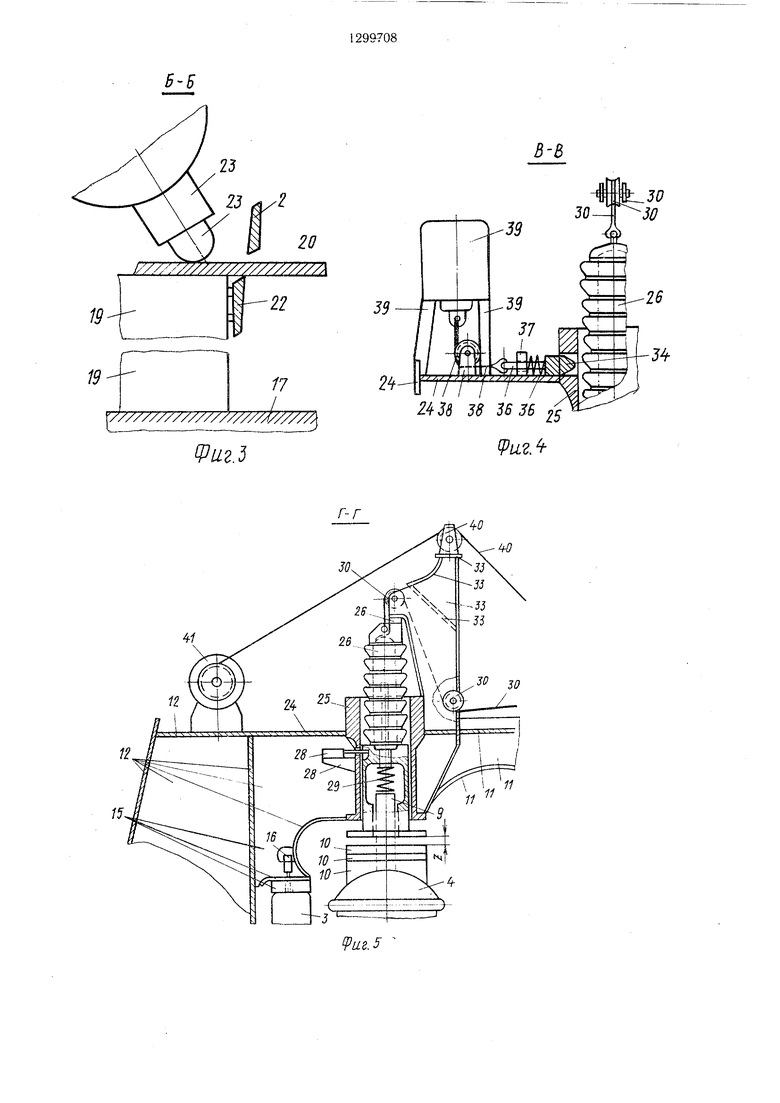
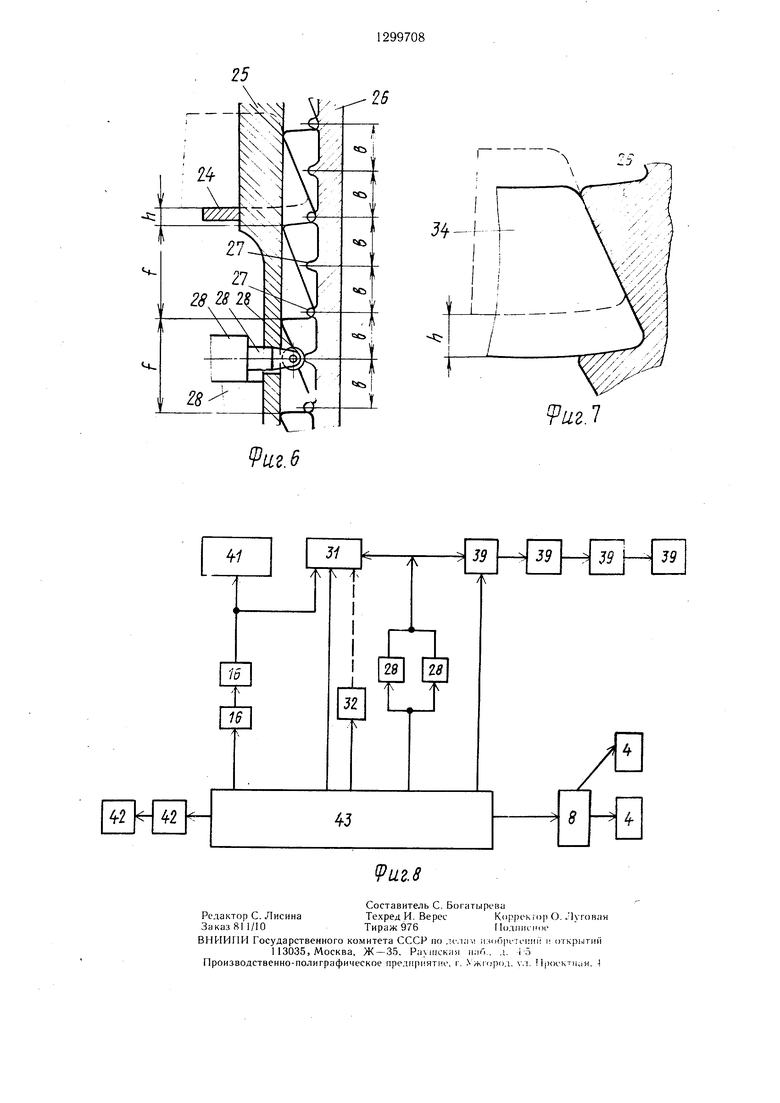
На фиг. 1 схематически изображены ножницы для резки листового материала, об- ш,ий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - схема взаимосвязи выключателя и ползуна; на фиг. 7 - узел расположения конца упора средства фиксации во впадине ползуна; на фиг. 8 - структурная схема электрической системы устройства.
Устройство состоит из рамы 1 с ребрами жесткости, пояском и листовым полотнищем, на нижней кромке которого закреплен нож 2, из двух вертикальных четырехгранных направляющих 3, соединенных с листовыми полотнищами рамы 1, из двух идентичных герметичных сильфонов 4, каж- д.|й из которых нижним торцом закреплен к раме 1 и заполнен частично рабочей жидкостью 5 (например, водой), а также газовым буфером 6 (газ инертный, например углекис.чый, находится под некоторым давлением). В ки;1,к(|сть 5 каждого из сильфонов 4 введена пара электродов 7. Каждая пара этих 3;ieKT)o;ioi5 последовательно соединена с общим источником 8 подачи имг- льсов электрического тока (разрядным источником), соединенным с сетью питания. Разрядный источник 8 включает в себя батарею конденсаторов, зарядное устройство для }1их и нрерыватель-разряд- ник. На верхнем торце каждого сильфона закреплены направляющий шток 9 и буфер 10, снабженный, например, жесткой резиновой подложкой.
Устройство также состоип из двух соединенных переходным мостиком 11 опорно- направляющих колонн 12. Каждая из колонн 12 снабжена двумя роликами 13, установленными внутри колонны 12, и четырьмя роликами 14 с Г-образными кронштейнами. Ролики 13 и 1 1 сопряжены с гранями направляющей 3 с возможностью регулировки их прижатия к граням. Каждая из колонн 12 имеет амортизированный упор 15 для на- нраЕ ляющей 3. На каждом упоре 15 установлен конечный выключатель 16. Оба эти выключателя 16 имеют нормально замкнутые контакты, включенные в сеть питания последовательно. Колонны 2 установлены на фундаменте 17. На этом же фундаменте установлены амортизированные опоры 18 и плита 19 для укладки листа 20, имеющего кромки 21. На боковине плиты 19 закреплен нож 22. Лист 20 удерживается на плите 19 прижимными упорами 23.
Прижимной узел (не показан) может быть выполнен, например, в виде горизонтально расположенного поворачиваемого вокруг своей оси на двух опорах вала, который
жестко фиксируется на этих же опорах в требуемом положении. Опоры могут быть установлены на фундаменте 17 или колоннах 12. Бал должен быть снабжен при- Жимными упорами, аналогичными упорам 23, регулируемыми по длине для возможности
удержания ими листов 20 различной толщины. На верхней консолевидной части каждой и. колонн 12 установлена площадка 24. В каждую площадку 24 и консолевидную часть колонны 12 встроена цилиндрическая дополнительная направляющая 25, нижний торец которой выполнен фланцеобразным. Внутрь каждой дополнительной направляющей 25 входит с небольпюй свободой ступенчатый ползун 26. Опорные части ступеней ползунов 26 могут быть выполнены
0 как под незначительным углом к горизонтали, так и горизонтальными. Каждый ползун 26 имеет также прорезь, сделанною в его ступенях. В этой прорези расположена линейка с выступами 27, которые при перемещении ползуна 26 сопрягаются с кон5 тактным роликом выключателя 28. Выступы 27 могут быть выполнены в виде планок, закрепленных винтами. Каждый выключатель 28 имеет пару нормально-разомкнутых контактов и пару нормально-замкнутых. Эти пары включены в сеть питания
параллельно. Выключатели 28 снабжены контакторами (не показаны), воздействующими на их контакты. Внутрь каждого ползуна 26 с возможностью вертикального перемещения вставлен указанный шток 9, на верхнем конце которого установлена пружина 29, рас положенная между заплечиками, образованными нижней утолп1,епной частью штока 9 и перегородкой по. 1зуиа 26. имеющей отверстия для прохода иггока 9.
К верхнему торну каждого ползуна 26 заQ креплен конец тро.-а ; росо-роликового узла 30. Для регу:1И)овкя д.чипы тросов узлов 30 относительно друг друга на тросах могут быть установлены, например, талрепы или пружины, компенсирующие удлинение одного троса по отношению к другому. Дру5 гие концы тросрв этих узлов 30 за пасованы на барабанах электролебедки 31, установленной на переходном мостике II. Лебедка 31 снабжена фрикционной электромагнитной муфтой 32 для застопоривания лебедки. На диске муфты 32 установлен
0 конечный выключатель лебедки 31 (не показан). Двигатель лебедки снабжен тепловым реле. Ролики каждого из узлов 30 установлены на стойках 33.
Кроме указанных элементов каждая дополнительная направляющая 25 имеет два
5
четырехугольных выреза для прохода через них концов упоров 34, которые установлены на площадках 24 и своими концами
сопрягаются с впадинами ползуна 26. Каждый из упоров 34 имеет амортизаторы 35. Кроме того, каждый упор 34 снабжен подпружиненным штоком 36, пружина которого упирается в торец упора 34 и в упор 37, имеющий отверстие для прохода штока 36. Этот шток связан с концом троса тросо- роликового узла 38. Другой конец этого троса закреплен к ярму якоря электромагнита 39. Все четыре магнита 39 включены в сеть питания через выключатели 28.
Устройство содержит также тросо-роли- ковый узел 40 и электролебедки 41. Двигатель лебедки снабжен тепловым реле. Лебедка 41 установлена на левой (относительно центральной оси устройства по фиг. 1) плошадке 24. Один из концов троса узла 40 закреплен на верхнем конце стойки 33 правой площадки 24, а другой конец запасован на барабане лебедки 41. Один из роликов узла 40 установлен на раме 1, а другой - на стойке 33 левой площадки 24. Мостик 11 имеет щелевид- ные прорези для прохода сквозь него троса узла 40. Этот трос с тросами узлов 30 не соприкасается, так как последние проходят под некоторым углом к нему, поскольку их концы запасованы на двух барабанах лебедки 31, расположенных симметрично относительно оси троса 40.
В нижней части каждой колонны 12 установлены выдвижные упорные ролики 42, которые снабжены находящимися внутри колонны 12 электромеханическим приводом для втягивания их внутрь колонны 12. В рабочих положениях рамы 1 эти упорные ролики 42 под воздействием своих пружин сопряжены с вертикальными гранями направляющих 3, а при установке рамы 1 в верхнее положение они под воздействием тех же пружин переходят в положение, показанное на фиг. 1, и удерживают раму 1 от опускания. Электромеханические приводы роликов 42 включены в сеть питания последовательно. Устройство снабжено пультом 43 управления. Поскольку связь муфты 32 с лебедкой 31 может быть как электромеханической, так и электрической, на фиг. 8 она условно показана штриховой линией.
Предлагаемое устройство выполнено с возможностью его работы в режиме известного электрогидравлического эффекта Л. А. Юткина, при котором газо-и парообразование практически исключается, а режим позволяет получить наибольшие мощности.
Устройство может быть выполнено снабженным несколькими разрядными источниками 8 с соответствующим увеличением количества пар электродов 7. Это приводит к увеличению мощности устройства и возрастанию величины рабочего хода ножа 2. Мощность может -также быть увеличена
путем увеличения емкости электроконденсаторов разрядного источника 8.
Устройство используется и работает следующим образом.
Устройство приводят в подготовительное
положение, т. е. раму 1, стоящую на опорах 18 торцами направляющих 3, поднимают. Для этого сначала блокируют йыклю- чатели 28, например с помощью тумблера на пульте 43. Затем выключают магниты 39, выводя тем самым концы упоров 34 из впадин ползунов 26, включают муфту 32, освобождая тем самым лебедку 31 от застопоривания. Вслед за этим включают лебедки 41 и 31, первая поднимает раму 1, а вторая - ползуны 26, подбирая тросы узлов 30. Скорость подъема ползунов 26 очень незначительна, но выше скорости подъема рамы 1. Подъем ползунов 26 после того, как они верхними торцами упираются в консольные части стоек 33, заканчивается (на
0 две-три секунды раньше окончания подъема рамы 1). Когда рама 1 приходит в самое верхнее положение, упорные ролики 42 под воздействием своих пружин оказываются в положении, показанном на фиг. 1. Сразу после этого верхние торцы направ5 ляющих 3, воздействуя на оба или один из выключателей 16, отключают лебедки 41 и 31, при этом на пульте 43 загорается лампочка. Затем выключатели 16 блокируются.
После отключения лебедки 31 ползуны 26 нижними фланцеобразными торцами встают на буферы 10, при этом пружины 29 силой ползунов сжимаются. Затем под установленной на роликах 42 рамой 1 ка плиту 19. укладывают лист 20 (или передвигают его)
, и закрепляют прижимными упорами 23. Если при обрезке листа 20 на его кромке требуется получить фаску под сварку, то перед укладкой листа 20 используют известные приспособления для установки его под опорами углом к плите 19.
0 После осуществления указанных операций устройство переключают (с пульта) на режим резки. Для этого с помощью своих электромеханических приводов ролики 42 втягиваются внутрь колонн 12, преодолевая при этом усилие их пружин, и рама 1 опус5 кается, вставая на кромки 21 листа 20 краевыми частями режущей кромки ножа 2. При этом ползуны 26 опускаются вместе с рамой 1. Следом за этим электромеханические приводы роликов 42 отключаются и опоры 13 и 14 под воздействием своих пружин сопрягаются роликами с вертикальными гранями направляющих 3 (магниты 39 остаются включенными).
0
0
Поскольку поступательное движение ножей не может быть строго размеренным в
основном из-за нестабильности величины
мощности и других параметров импульсов
разрядного источника 8, а также из-за раз
личия толщин листов 20 и их прочност ных свойств, а следовательно, не может быть строго размеренным и положение пары ползунов 26 относительно пары выключателей 28 и двух пар упоров 34, даль- нейшее приведение устройства в рабочее положение производят по одной из двух программ операций. Перед использованием одной или другой программы оба выключателя 28 освобождают от заблокирования. Затем включают контакторы, которые после первого же нажатия ползунов 26 выступами 27 на ролики выключателей 28 удерживают замкнувшиеся при этом пары (до этого нормально разомкнутых) контактов в замкнутом положении, а разомкнувшиеся при этом пары (до этого нормально замкнутых) контактов - в разомкнутом положении. Первые из указанных пар контактов служат для выключения лебедки 31, а вторые - для отключения магнитов 39.
По первой программе после преодолева- НИИ указанных операций включают лебедку 31. При подъеме ползуны 26, встречаясь с первыми по их ходу выступами 27, роликами выключателей 28 отключают магниты 39, вследствие чего под воздействием пружин штоков 36 концы упоров 34 встают сначала в положение, показанное на фиг. 6 и 7 штриховыми линиями. При этом между каждым из упоров 34 и первой по ходу ползуна 26 его опорной ступенью образуется зазор размером h. Потом, проскальзывая по наклонным стенкам ступеней ползунов 26, концы упоров 34 встают положение, показанное на фиг. 7 сплошными .пиниями. При этом между каждым буфером 10 и фланцеобразным торцом ползуна 26 образуется зазор размером Z, затем отключается муфта 32, застопоривая тем самым лебедку 31, которая отключается од- новре.меино с застопориванием муфты 32, поскольку на крае диска муфты установ- .:ieii конечный выключатель лебедки 31.
Согласно второй программе, когда кон- грольные датчики загораются, все происходит почти аналогично первой программе с той лишь разницей, что автоматически отключаются магниты 39 и выключается лебедка 31. Далее все происходит аналогично первой программе, т. е. после того, как упоры 34 встают на места, отключается муфта 32 и тем самым стопорится и отключается лебедка 31.
В обеих программах муфта 32 отключается с помош,ью реле времени, контакты которого соединяются в момент загорания контрольных лампочек, а разъединяются по истечении времени, которого достаточно для вхождения концов упоров 34 во впадины ползунов 26 и прижатия к этим кон- цам опорных ступеней ползунов 26 (застопоривание лебедки 31 муфтой 32 с одновременным отключением лебедки может
5
5
0
0
j
0
5
5
0
быть обеспечено, например, с помощью указанного реле при отсутствии выключателя, установленного на диске муфты 32). Поскольку тросы узлов 30, ползуны 26 (с их выступами 28 и опорными ступенями) и другие элементы устройства практически идентичны и по размерам и по расположению, зазоры для обоих ползунов 26, обозначенные размерами Z, равны. В зависимости от использования той или другой программы операций эти зазоры ориентировочно могут составлять: по максимуму - величину чуть меньшую размера b (ф иг. 6), который равен 1/2 размера f, а по минимуму - около 1/2 диаметра ролика выключателя 28. После осуществления указанных операций по приведению устройства в готовность к работе включается разрядный источник 8. Возникающие при этом в обоих сильфонах 4 синхронно идентичные электроимпульсные разряды, происходящие в жидкости 5 между парами электродов 7, вызывают внутри объемов этой жидкости ударные давления (подобные взрывам под водой). Результатом единичного импульсного разряда в каждом (отдельно взятом) сильфоне 4 является электрогидравлический удар, представляющий совокупность двух гидравлических ударов: основного, возникающего, когда жидкость 5 раздвигается, образуя так называемую кави- тационную полость, и кавитационного, возникающего при смыкании полости. При основном ударе жидкость 5 разбрасывается во все стороны, а значит, и в верхнюю и в нижнюю части каждого сильфона 4 (в горизонтальных направлениях удар сдерживается стенками гофров). Вверху жидкость 5 выбрасывается в газовый буфер 6, энергия ударной волны расходуется на всплеск жидкости li ее разбрасывание и лищь частично удар передается на верхнюю полусферическую часть сильфона 4, при этом верхние гофры в той или иной степени раздвигаются вверх, щток 9 сжимает пружину 29, а буфер 10 ударяется в нижнюю фланцеобразную часть ползуна 26, передавая силу удара через упоры 34 на направляющую 25, и в итоге удар воспринимается станиной станка. Внизу жидкость 5 воздействует на полусферическую часть каждого сильфона 4 и, соответственно, на раму 1 с ножом 2, раздвигая гофры, и ра.ма 1 ножом 2 врезается в лист 20, т. е. нож 2 совершает рабочий ход, после чего разрядный источник 8 автоматически отключается. Для того, чтобы источник 8 случайно не был включен не вовремя, он может отключаться дополнительным выключателем. Затем проделывают все ранее указанные операции по опусканию ползунов 26 на буферы 10 и т. д. Потом производят следующее включение разрядного источника 8 и т.д. Таким образом, процесс непосредственной резки листа 20 происходит
7
дискретно (прерывно). После полного завершения реза листа 20 рама 1 опускается и становится нижними торцами направляющих 3 на опоры 18. После этого устройство вновь приводится в подготовительное положение.
Формула изобретения
1. Ножницы для резки листового материала, содержащие станину с направляющи- ми, установленную с возможностью перемещения в направляющих станины раму с ножом и привод перемещения рамы, отличающиеся тем, что, с целью расширения технологических возможностей, станина в верхней части снабжена дополнительными направляющими, привод перемещения рамы выполнен в виде сильфонов под рабочую среду с расположенными в них электродами, закрепленных нижней частью на раме и снабженных установленными на верх- ней части ползунами, размещенными с воз
8
можностью взаимодействия с дополнительными направляющими станины, при этом каждый ползун выполнен со ступенчатой наружной поверхностью и снабжен средством фиксации положения относительно дополнительных направляющих.
2.Ножницы по п. 1, отличающиеся тем, что режущая часть ножа в продольном сечении выполнена с симметричным вырезом V-образной формы.
3.Ножницы по п. 1, отличающиеся тем, что каждый сильфон снабжен жестким резиновым буфером, установленным на его наружной верхней части.
4.Ножницы по п. 1, отличающиеся тем, что направляющие выполнены в виде роликов, установленных с возможностью взаимодействия с большими и торцовыми поверхностями рамы.
5.Ножницы по п. 1, отличающиеся тем, что рама снабжена средствами фиксации исходного положения в виде упорных роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки листового материала | 1989 |
|
SU1738503A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| Задний упор к гильотинным ножницам | 1986 |
|
SU1437163A1 |
| Устройство для укладки и упаковки листового стекла в тару | 1980 |
|
SU933549A1 |
| Установка для раскроя листового материала | 1984 |
|
SU1146146A1 |
| Устройство для изготовления тонкостенных обечаек из листовых заготовок | 1987 |
|
SU1449301A1 |
| Устройство для подачи листа | 1981 |
|
SU1030074A1 |
| ГРУЗОПОДЪЕМНЫЙ КРАН | 1968 |
|
SU206825A1 |
| Устройство к ножницам для укладки листовых заготовок в стопу | 1986 |
|
SU1318353A1 |
| УСТРОЙСТВО МАНЕВРОВОЕ | 2007 |
|
RU2357885C1 |
Изобретение относи,тся к обработке металлов давлением, а именно к конструкциям , и может быть использовано в машиностроении для резки листового материала. Целью изобретения является расширение технологических возможностей ножниц для резки листового материала. Под рамой (Р) 1, на нижней кромке которой закреплен нож 2, укладывается лист Л 20 и закрепляется прижимными упорами. Затем Р 1 опускается, устанавливаясь на кромки 21 Л 20. Включается лебедка 31, ползуны (П) 26 поднимаются, и концы упоров средств фиксации входят во впадины П 26. Включается разрядный источник. Цри этим в обоих сильфонах 4 возникают синхронно-идентичные электроимпульсные разряды, результатом чего является удар, воспринимаемый через упоры станиной, а через нижнюю полусферическую часть каждого сильфона 4 на Р 1 с ножом 2. Нож 2 совершает рабочий ход и врезается в Л 20. После чего разрядный источник автоматически отключается и проделываются все описанные операции по опусканию П 26. Потом производится следующее включение разрядного источника..Таким образом процесс непосредственной резки Л 20 происходит дискретно. 4 з.п. ф-лы, 8 ил. с (Л 2f 1С со о 00 fS iPus.l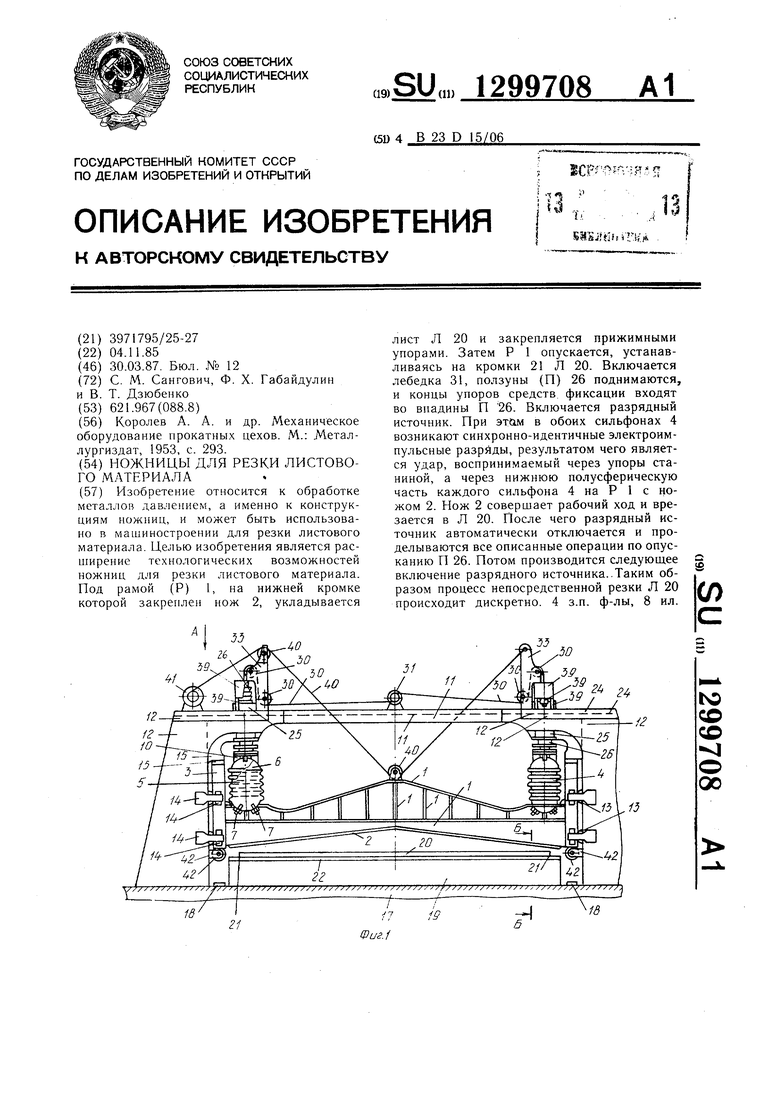
BtidA
Уиг.2
1////////////////////////А
19
22
19
17
///////7/7/////////7///////,
У/УЩ
%2.J
в-в
Л-F
4J(3 J 55 Л 5
Г-г
4/
аг.5
ЧJ4
Vuz.l
9иг.6
Составитель С. Богатырева
Редактор С. ЛисинаТехред И. ВересКорректор О. Луговая
Заказ 81 1/10Тираж 976Ио/иин-иое
ВНИИГ1И Государственного комитета СССР по .имам )6piTei:iiii и открытлй
1 13035, Москва, Ж-35. Рау1иская ипо.. л. го Производствеино-полиграфическое предприятие, г. .v/Kfopo.i. м. Проект)к1я.
9LLZ.8
| Королев А | |||
| А | |||
| и др | |||
| Механическое оборудование прокатны.х цехов | |||
| М.: Метал- лургиздат, 1953, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
