Изобретение относится к устройствам управления толщиной проката и может быть использовано для управления мелкосортным и проволочным станами.
Наиболее близким к описываемому устройству по технической сущности и достигаемому результату является устройство для управления прокатньлм станом, которое содержит валки прокатной клети, нажимные винты с электроприводом, систему автоматического управления нажимными винтами и датчик температуры валка, подключенный к входу системы автоматического управления нажимными винтами 1.
В этом устройстве положение нажимных винтов изменяется пропорционально сигналу датчика температуры валка, расположенного между опорными подшипниками валка. Так как температура валка по его длине неодинакова, то данное устройство компенсирует температурное расширение валка в месте установки датчика температуры валка, а не катающего калибра валка, особенно для мелкосортных и проволочных .станов, в которьгх катающий калибр валка может находиться на разных расстояних от датчика температуры по длине валка. Установка измерителя температуры валка усложняет конструкцию клети.
Це-ль изобретения - увеличение точности компенсации температурного расширения диаметра валков и упрощение конструкции клети.
Поставленная цель достигается тем, что в устройство управления прокатяьм станом, содержащее валки прокатной клети, нажимные винты с электроприводом нажимнЕлх винтов, систему автоматического управления нажимньлми винтами, введены датчик наличия проката в валках прокатной клети и устройство, моделирукнцее температурное расширение валков, вход которого соединен с датчиком наличия проката, а выход - с входом системы автоматического управления нажимными шинами.
Устройство, моделирующее температурное расширение валиков состоит из логической схемы И, генератора импульсов, счетчика импульсов и преобразователя ;цифра-частота
причем
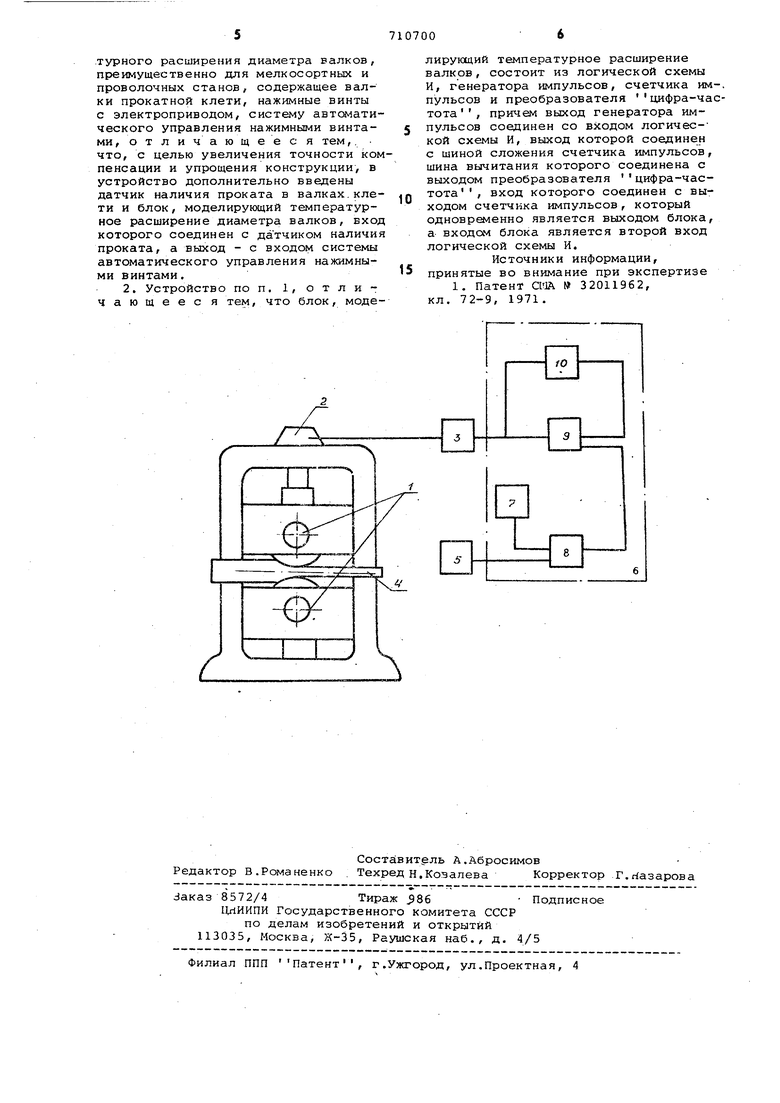
выход генератора импульсов соединен со входом логической схемы и, выход которой соединен с шиной сложения счетчика импульсов, шина вычитания которого соединена с выходом преобразователя цифра-частота, вход которого соединен с выходом счетчика импульсов, который одновременно является выходом блока, а входом бло ка является второй вход логической схемы И, датчиком наличия проката, . а выход - с входом системы автоматического управления нажимными шинами. Устройство, моделиругацее температурное расширение валков, состоит из логической схемы И, генератора импул сов, счетчика импульсов и преобразователя , цифра-частота, причем выход генератора импульсов соединен со входом логической схемы И, выход которой соединен с шиной сложения счет чика импульсов, шина вычитания которого соединена с выходом преобразова теля -цифра-частота, вход которог соединен с выходом счетчика импульсов, который одновременно является выходом блока, а входом блока являет ся второй вход логической схемы И. На чертеже приведена схема устройства управления прокатным станом для компенсации температурного расши рения диаметра валков., Устройство управления прокатным станом для компенсации температурного расширения диаметра валков содержит валки 1 Прокатной клети, нажимные винты с электроприводом 2, систе му 3 автоматического управления нажимными винтами, прокат 4, датчик 5 наличия проката 4 в валках 1 клети и устройство 6 ,.моделиоуюшее температурное расширение валков 1,вход кото рого подключен к выходу-датчика 5 на личия проката 4 в валках 1 клетк, а выход - к входу системы 3 автоматического управления нажимными винтами Устройство б, моделирующее температурное расширение валков 1, состоит из генератора 7 импульсов, логическо го элемента8 И, к входам которого подключен генератор 7 импульсов и датчик 5 наличия проката 4-в валках 1 клети, а выход - к шине сложения счетчика 9 импульсов; преобразователя 10 цифра-частота, вход которого подключен к выходу счетчика 9 импульсов, а выход - к шине вычитани счетчика 9 импульсов, причем выходом устройства 6, моделирующего температурное расширение валков 1, является выход счетчика 9 импульсов. Температурное расширение валка во времени описывается уравнением Е-Е„0-е- ),/) где Е - температурное расширение вал ка; EQ - установившееся температурное расширение валка при непрерывной прокатке; -fc - время; Т- постоянная времени температурного расширения (постоянный коэффициент). Устройство управления станом для компенсации температурного расширения валков работает следующим образом. При наличии проката 4 в валках 1 ри прокатке, определяемом датчиком 5 наличия проката 4 в валках 1 клети, импульсы генератора 7 импульсов ерез логический элемент И поступают на шину сложения счетчика 9 импульов, увеличивая число -на его выходе. мпульсы преобразователя 10 цифа-частота , частота которых пропорциональна числу импульсов на выходе четчика 9 .импульсов, поступают в теении всего времени на шину вычитания счетчика 9 импульсов, уменьшая исло на его выходе. Число импульсов четчика 9 импульсов, пропорциональное температурному расширению валков, оступает на вход системы 3 автоматиеского управления нажимными винтами, оторая с помощью нажимных винтов с электроприводом 2 перемещает верхний алок клети на величину, пропорциональную числу импульсов на выходе четчика 9 импульсов, компенсируя темературное расширение валков. Число импульсов А на выходе счетика 9 импульсов при непрерывной прокатке определяется уравнением A-UUt-A-K-t, где ш - частота генератора 7 импульсов ; К - коэффициент передачи преобразователя 10 цифра-частота. Ввиду наличия отрицательной об-i ратной.связи уравнение (2).принимает вид ои / -k-L (i-e , Уравнение (3) идентично уравнению (1): температурному расширению диа- . метра валков Е. соответствует число импульсов А на выходе счетчика 9 импульсов, установившейся величине температурного расширения диаметра вал ков EQ - отношение частоты (ju генератора 7 импульсов к коэффициенту передачи К преобразователя 10 цифра-частота , постоянной времени температурного расширения диаметра валков отношение единицы к коэффициенту передачи К преобразователя 10 -цифра-частота . Использование данного устройства управления прокатным станом для компенсации температурного расширения диаметра валк.ов преимущественно для мелкосортных и проволочных станов, позволяет увеличить точность размера проката, особенно при нарушении непрерывного ритма прокатки в сравнении с управлением по датчику температуры валка, и упрощает конструкцию клети, так как не требуется встраивать в валки датчики, температуры. Формула изобретения 1 . Устройство управ.пения прокатным станом для компенсации температурного расширения диаметра валков, прюимущественно для мелкосортных и проволочных станов, содержащее валки прокатной клети, нажимные винты с электроприводом, систему автсматического управления нажимными винтами, отличающеес я тем,, . что, с целью увеличения точности компенсации и упрощения конструкции, в устройство дополнительно введены датчик наличия проката в валках,клети и блок, моделирующий температурное расширение диаметра валков, вход которого соединен с датчиком наличия проката, а выход - с входом системы автоматического управления нажимными винтами.
2. Устройство по п. 1, отличающеес я тем, что блок, моделирующий температурное расширение валков, состоит из логической схемы И, генератора импульсов, счетчика им-, пульсов и преобразователя цифра-частота, причем выход генератора импульсов соединен со входом логической схемы И, выход которой соединен с шиной сложения счетчика импульсов, шина вычитания которого соединена с вьдходом преобразователя цифра-частота , вход которого соединен с вы0ходом счетчика импульсов, который одновременно является выходом блока, а входом блока является второй вход логической схемы И.
Источники информации,
5 принятые во внимание при экспертизе
1, Патент ClrJA № 32011962, кл. 72-9, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления прокатным станом для компенсации температурного расширения диаметра валка | 1984 |
|
SU1219193A1 |
| Электропривод нажимного устройства прокатного стана | 1977 |
|
SU671891A1 |
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1976 |
|
SU599870A1 |
| Устройство для настройки валков сортопрокатной клети | 1986 |
|
SU1331599A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1299717A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Устройство для автоматической регистра-ции циКлОВ НАгРужЕНия РАбОчиХ ВАлКОВ | 1977 |
|
SU799848A1 |
| Устройство для управления режимом нагрева многозонной печи | 1983 |
|
SU1137452A1 |
| Электромеханическое устройство для измерения отклонения толщины раската от заданной в процессе прокатки | 1976 |
|
SU596311A1 |
