Изобретение относится к сварке, в частности к оборудованию для сборки и сварки рамных изделий, каркасов панелей, преимущественно прямоугольной формы.
Целью изобретения является упрощение конструкции и снижение металлоемкости.
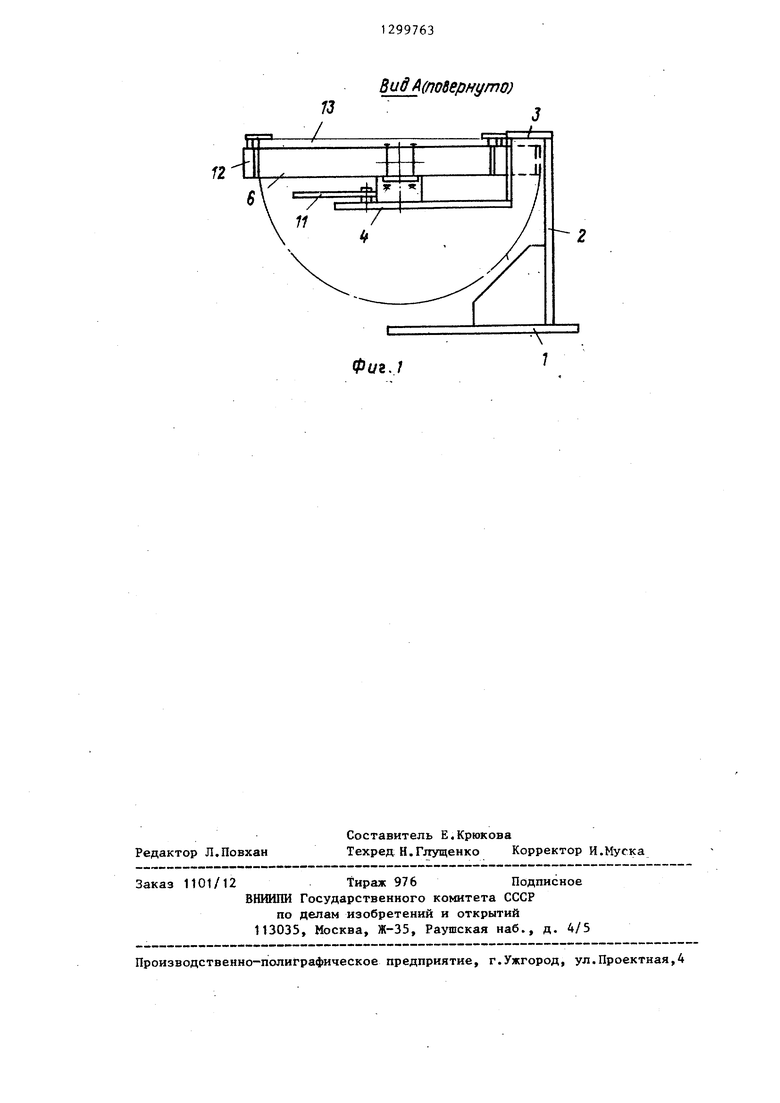
На фиг.1 изображен кантователь; на фиг.2 - то же, вид сверху.
Кантователь содержит смонтированную на основании 1 стойку 2, выполненную с Г-образным кроштейном 3 и установленной на кроштейне 3 опорной площадкой 4.
На опорной площадке 4 посредством цапф 5 уртановлена поворотная рама 6 с продольными 7 и поперечными 8 элементами. Цапфы 5 закреплены на поперечных элементах 8, при этом расстояние от оси цапф до мест закрепления продольных элементов на поперечных элементах различное. Расстояние от оси цапф до стенки Г-образного кронштейна 3 больше меньшего участка поперечного элемента рамы от оси цапфы до места закрепления на нем продольного .элемента, но меньше большего участка поперечного элемента от оси цапфы до места закрепления на нем продольного элемента. На валу 9 цапф установлен делительный диск 10, а на опорной площадке А смонтирован подпружиненный фиксатор для диска tO (не показан) с рычагом t1.
Рама снабжена прижимами 12 рамного изделия 13.
Кантователь работает следующим образом.
Раму устанавливают горизонтально таким образом, что участок поперечного элемента меньшей длины распола- гается со стороны размещения Г-образного кронштейна стойки.
При этом в горизонтальном положении рамы 6 на ее ложементы укладывают элементы рамного изделия 13, зажимают их прижимами 12. В этом положении производится прихватка и сварка элементов изделия между собой.
Для сварки изделия с противоположной стороны производят расфикса- цию делительного диска 10 рычагом 11 и поворот рамы на 180. В этом положении продольный элемент 7 рамы, закрепленный иа участке поперечного элемента большей длины, располагается с внутренней стороны Г-образного кронштейна. Затем производят прихватку и сварку оставшихся мест, после чего изделие расфиксируют и производят съем изделия.
Предлагаемый кантователь позволяет производить сварку рамного изделия с двух сторон.
Формула изобретения
Кантователь для поворота рамных изделий при сварке, содержащий стойку и смонтированную на ней посредством цапф прямоугольную раму с прижимами для изделия и продольными элементами, закрепленными на поперечных элементах на разном расстоянии относительно цапф, отличающийся тем, что, с целью упрощения конструкции и снижения металлоемкости, стойка расположена вдоль поперечной оси рамы и выполнена с Гобразным кронштейном и опорной площадкой, закрепленной на стенке Г-образного кронштейна, цапфы рамы смонтированы на указанной опорной площадке, при этом расстояние от оси г
цапф до стенки Г-образного кронштейна больше меньшего участка поперечного элемента от оси цапф до места закрепления на нем продольного элемента, но меньше большег о участка
поперечного элемента от оси цапф до места закрепления на нем продольного элемента.
Вид A(noSefjff{/mo)
12
фуг./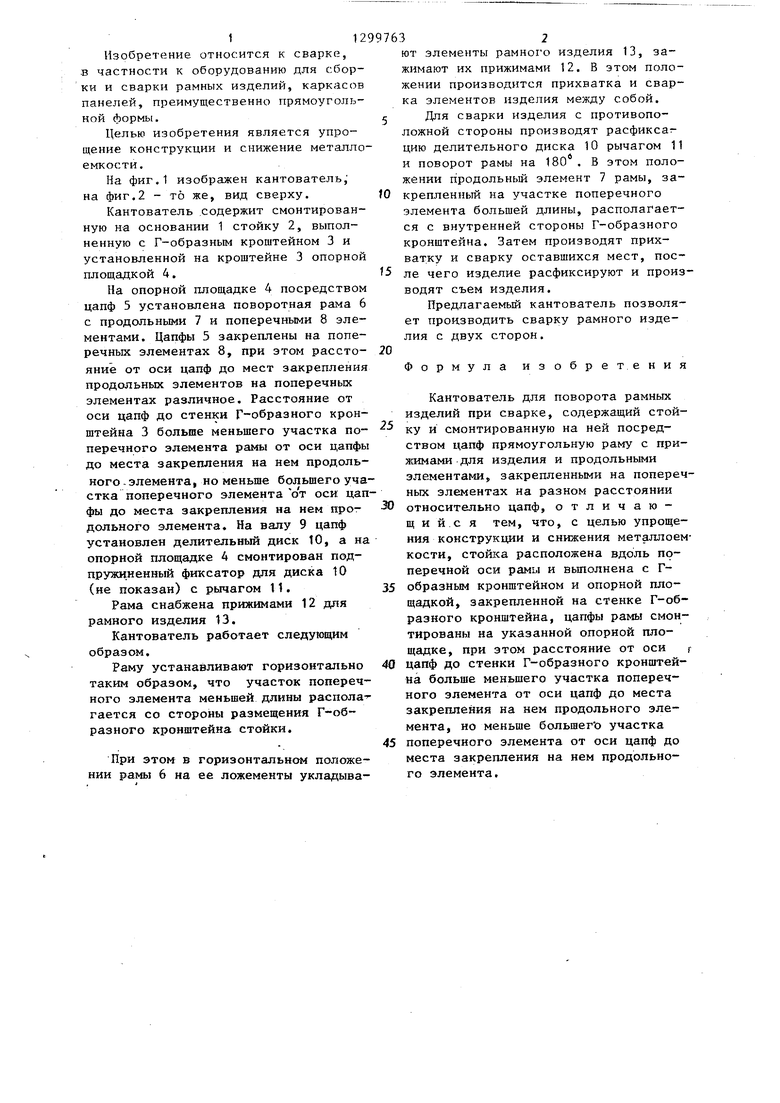
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Участок линии для сварки изделий | 1988 |
|
SU1563881A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1984 |
|
SU1199554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Способ изготовления рамных конструкций и устройство для его осуществления | 1986 |
|
SU1454622A1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1986 |
|
SU1349941A2 |
| Кантователь | 1988 |
|
SU1555096A1 |
Изобретение относится к области сварки, в частности к оборудованию для сборки и сварки рамных изделий преимущественно прямоугольной формы. Цель изобретения - упрощение конструкции и снижение металлоемкости. Предварительно раму 6 кантователя устанавливают горизонтально таким образом, чтобы продольный элемент меньшего участка поперечного элемента рамы располагался со стороны размещения стенки Г-образного кронштейна 3 стойки. В этом положении производят загрузку элементов рамного изделия 13, прихватку и сварку этих элементов. Затем раму 6 поворачивают на 180, располагая продольный элемент большего участка поперечного элемента рамы с внутренней стороны стенки Г- образного кронштейна . Производят прихватку и сварку с противоположной стороны изделия. Выполнение стойки 2 с Г-образным кронштейном 3 для последовательного размещения продольных элементов рамы с наружной и внутренней сторон стенки этого кронштейна при сварке изделия с противоположных сторон позволяет улучшить доступ к изделию. 2 ил. с 9 (О Г2 ие.2
Редактор Л.Повхан
Составитель Ё.Крюкова
Техред Н.Глущенко Корректор И.Муска
Заказ 1101/12Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Механическое сварочное оборудование | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| М.: НИИМАШ, 1974,, с.11, фиг.5. | |||
