1130
Изобретение относится к обработке материалов резанием, а именно к устройствам для базирования деталей на гтолах металлорежущих станков с ЧПУ.
Цель изобретения - повьшение производительности настройки станка пу- лем обеспечения возможности размещения базирукядего элемента - угольника в различных положениях относительно стола станка.
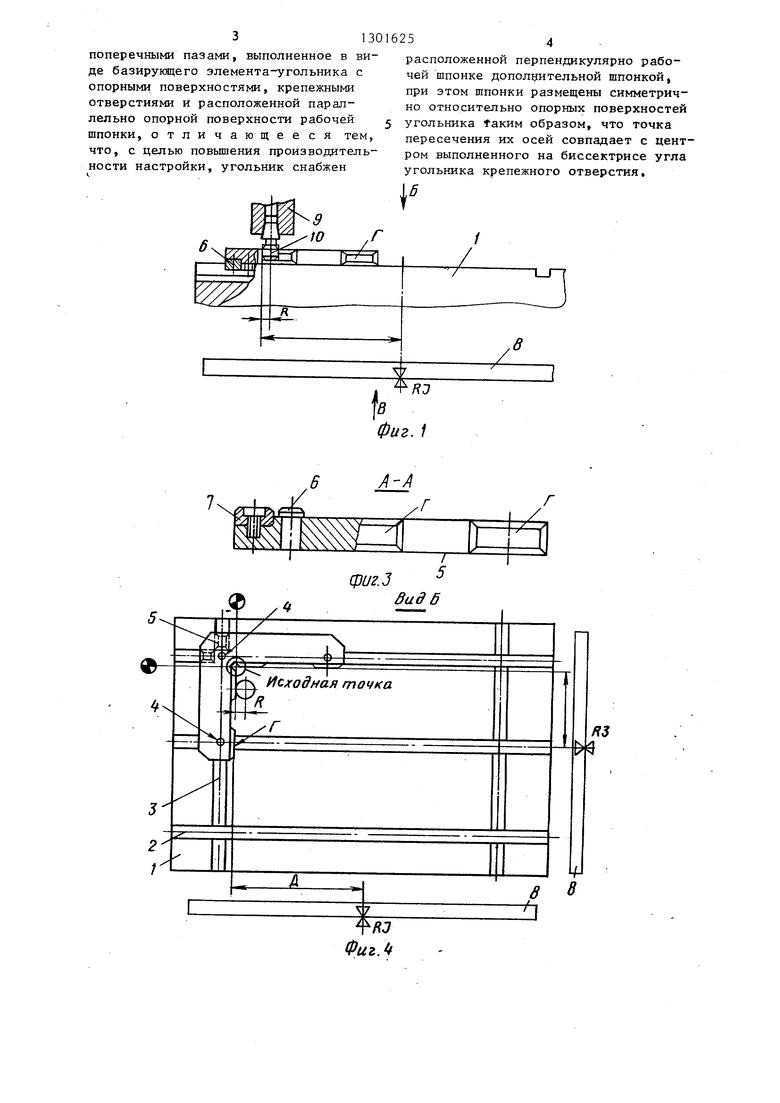
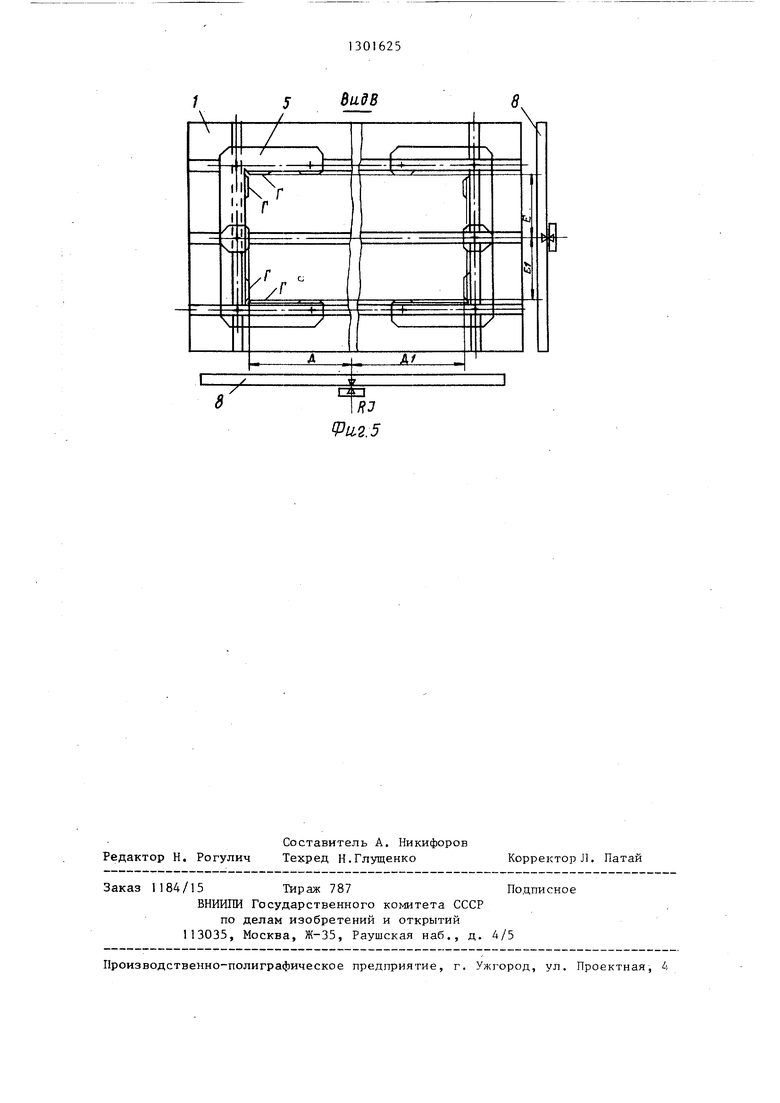
На фиг. 1 изображено устройство базирующего элемента на столе станка; на фиг. 2 -, то же, -общий вид; на фиг. 3 - разрез А-А на фиг. 2; на 4иг. 4 - вид Б на фиг. 1; на фиг. 5-. вид В на фиг. 1.
I
Устройство д)1я базирования датаРазмерные Д, Д, Е, Е связи между опорными поверхностями Г базирующего элемента 5 и системой координат станка могут быть определены и внесены в память устройства индикации и управления, это позволяет при переустановке базирующего элемента 5 не производить первичной привязки режущего инструмента (не показан) и не требует повторного определения расстояний от элементов 5 до нулевой точки станка, т.е. при проведении 5 размерной настройки станка не требуется определять положение базируклце- го элемента 5 на столе станка.
Определение размерных связей с исносительно опорных поверхностей Г базирующего элемента 5, точка Г перепользованием отсчетно-измерительной лей на столе 1 с продольными 2 и попе- 20 системы устройства индикации и управ- речными 3 пазами содержит закреплен- ления (не показана) между опорными ный на столе 1 с помощью крепежныхповерхностями Г и нулевой точкой
отверстий 4 базирующий элемент-уголь- станка либо референтной точкой на из- ник 5, рабочую 6 и дополнительную 7мерительных линейных преобразоватещпонки, установленные симметрично от- лях (датчиках) 8 может быть проведено следующим образом; в шпиндель 9 станка устанавливается контрольная оправка 10, диаметр которой предвари- . тельно известен, либо оправка с ин- 30 дикатором (не показана). Индикатор должен быть предварительно настроен на размер R.
Размер R вводится в память устройства индикации и управления. За- 35 тем индикатор подводят до касания с одной из опорных поверхностей Г. Учитывая точку касания и величину размера R, производится обнуление индикации. Устройство переводится в ресечения осей I и II которых размещена на биссектрисе III уТла базирующего элемента 5 и в центре крепежного отверстия 4, на осях которого размещены еще два отверстия 4 с шагом S, равным шагу продольных пазов 2. Базирование деталей для обработки осуществляется по опорным поверхностям Г в координатный угол базирукяцего элемента-угольника 5. Базирующий элемент 5 в зависимости от выбранных технологических баз, исходной точки
(начала отсчета) обрабатываемых дета- 40 жим для записи координат опорных точек (расстояния от опорной поверхности до метки RI на фотоэлектрическом линейном измерительном преобразователе) и перемещается исполнитель- 45 ный орган до метки RI, при проходе метки RI на дисплее (не показан) ос- танавхшвается счет, т.е. индицируется расстояние от опорной поверхности
лей, устанавливается на стол 1 станка в одно из четырех положений, что позволяет совместить систему координат детали с исходной или нулевой точкой обработки, от которой начинается запрограммированное перемещение инструмента (не показан)« Базирование элемента 5 на столе 1 осуществляется шпонками 6 и 7 по взаимно перпендикуГ до точки отсчета. Полученное зналярным пазам 2 и 3. Закрепление бази- о чение записывается в память устрой- рующего элемента 5 на столе осуще- . ства. Аналогично определяются размерные связи от опорных поверхностей Г по другим координатам. В качестве опорной поверхности по вертикали слуствляется винтами (не показаны) через отверстия 4.
Выполнение отверстий 4 для закрепления базирующего элемента 5 с шагом жит стол 1 станка. S, равным шагу продольных пазов 2, позволяет при переустановке базирующего элемента 5 сохранять единство расположения опорных поверхностей Г
Формула изобретения
Устройство для базирования деталей на столе станка с продольными .и
2
относительно системы координат станка (не показан).
Размерные Д, Д, Е, Е связи между опорными поверхностями Г базирующего элемента 5 и системой координат станка могут быть определены и внесены в память устройства индикации и управления, это позволяет при переустановке базирующего элемента 5 не производить первичной привязки режущего инструмента (не показан) и не требует повторного определения расстояний от элементов 5 до нулевой точки станка, т.е. при проведении размерной настройки станка не требуется определять положение базируклце- го элемента 5 на столе станка.
Определение размерных связей с ис
жит стол 1 станка.
Формула изобретения
Устройство для базирования деталей на столе станка с продольными .и
3130
поперечными пазами, выполненное в виде базирукяцего элемента-угольника с опорными поверхностяьш, крепежными отверстиями и расположенной параллельно опорной поверхности рабочей шпонки, отличающееся тем, что, с целью повышения производительности настройки, угольник снабжен
1625
расположенной перпендикулярно рабочей шпонке дополнительной шпонкой, при этом шпонки размещены симметрично относительно опорных поверхностей угольника Таким образом, что точка пересечения их осей совпадает с центром выполненного на биссектрисе угла угольника крепежного отверстия.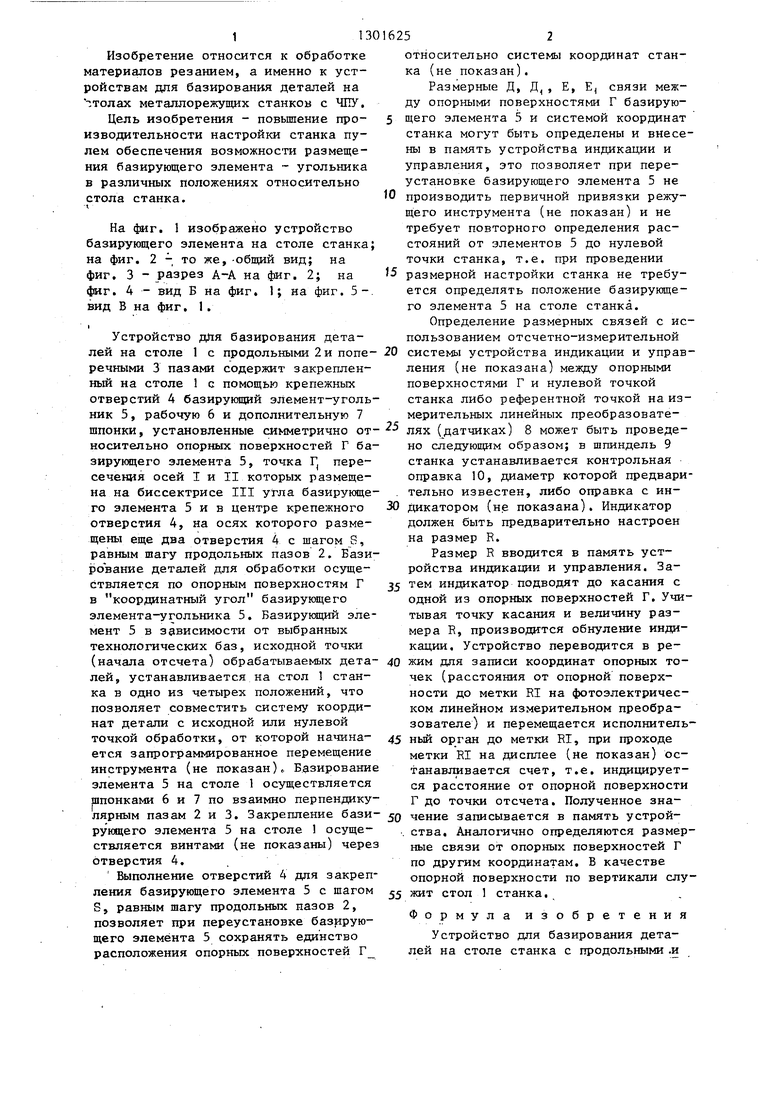
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки станка с программным управлением | 1984 |
|
SU1238944A1 |
| Устройство для электрохимической обработки лопастей гребного винта | 1983 |
|
SU1127733A1 |
| Способ настройки станка с программным управлением | 1987 |
|
SU1481032A1 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| Устройство для базирования и закрепления плоскостных и корпусных заготовок | 1985 |
|
SU1329919A1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| Расточной станок | 1979 |
|
SU850323A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2024382C1 |
| Универсальное сборно-разборное приспособление | 1990 |
|
SU1773670A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
Изобретение относится к обработке материалов резанием, а именно к устройствам для базирования деталей на металлорежущих станках с ЧПУ. Изобретение позволяет повысить производительность настройки станка с ЧПУ для обработки деталей путем обеспечения возможности размещения базирующего элемента-угольника в различных положениях на столе станка. Базирукщий элемент-угольник 5 имеет крепежные отверстия 4, рабочую 6 и дополнительную 7 шпонки, установленные симметрично относительно опорных поверхностей Б. Точка Б, пересечения осей I и II шпонок 6 и 7 расположена на биссектрисе III угла базирующего элемента-угольника и совпадает с центром крепежного отверстия 4. 5 ил. S сл 00 ф1/г.2
Х0
фиг.З
ВидВ
8
/
сжз /fJ
.5
Редактор Н. Рогулич
Составитель А. Никифоров Техред Н.Глущенко
Заказ 1184/15 Тираж 787Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
.
Корректор Л. Патай
| Кузнецов Ю | |||
| И | |||
| Оснастка для станков с ЧПУ: Справочник | |||
| - М.: Машиностроение, 1983, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
