Изобретение относится к устройствам для автоматизации технологических процессов и может быть применено в машиностроении, приборостроении и других отраслях промышленности для загрузки промышленнь х роботов.
Цель изобретения - повышение производительности и уровня автоматизации за счет исключения ручного труда при обслуживании устройства.
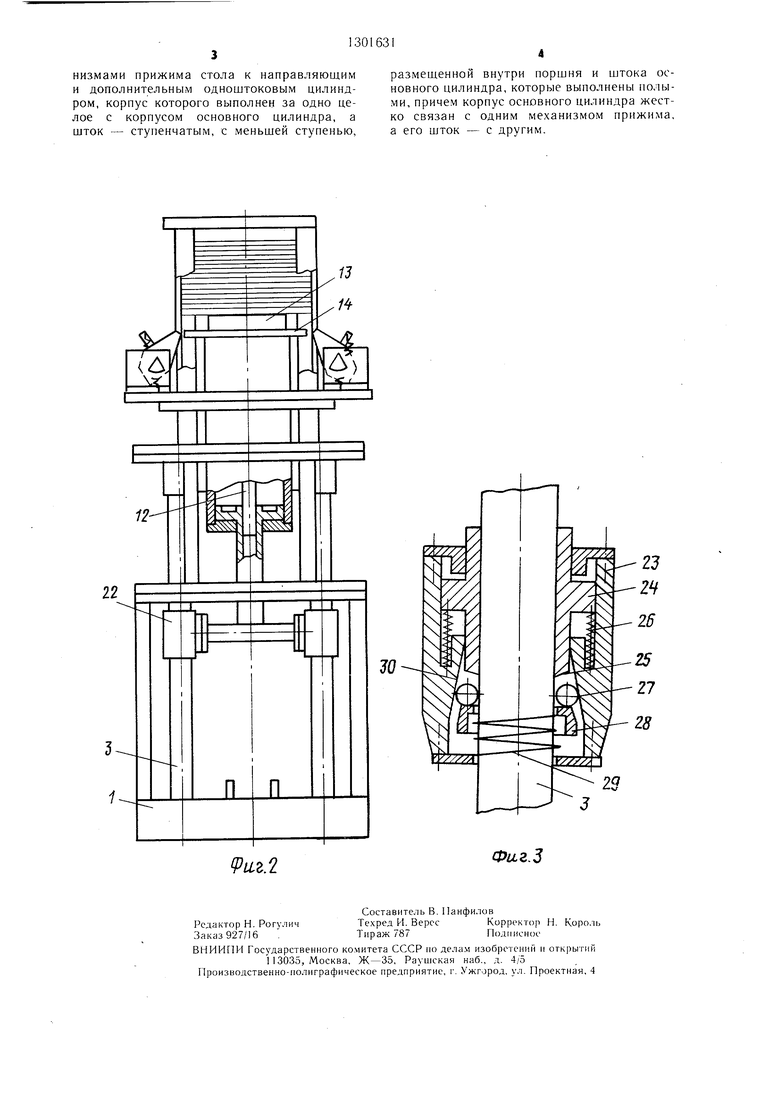
На фиг. 1 изображено устройство для попггучной выдачи плоских деталей, разрез по приводному цилиндру; на фиг. 2 - то же, с крайне верхним положением стола; на фиг. 3 - механизм прижима стола к на- правляюшим.
Устройство для поштучной выдачи плоских деталей состоит из основания 1 с выступами 2 и вертикальными направляющими 3, кассеты 4 для деталей 5, уложенных в стопу. Между вертикальными направляющими 3 расположен основной цилиндр 6 с поршнем 7 и штоком 8. За одно целое с корпусом основного цилиндра 6 выполнен дополнительный цилиндр 9, поршень 10 которого соединен со ступенчаторможен прижимными механизмами 22, для чего полость корпуса 23 над поршнем 24 соединена с атмосферой, сам поршень 24 пружинами 26 поднят вверх, шарики 27 заклинены между конусом 30 и поверхностью
вертикальной направляющей 3. Цилиндр 6 поднимается вверх на шаг, равный толщине детали 5, цилиндр 6 прижимными механизмами 15 затормаживается, полость над поршнем 10 сообщается с атмосферой,
10 прижимные механизмы 22 расклиниваются, воздух подается в полость под поршнем 7, который поднимается вверх на ход, равный предыдущему ходу цилиндра 6, вместе с поршнем 7 и штоком 8 поднимается кронштейн 21 с прижимными механизмами 22 и
15 поршень 10 от взаимодействия торца поршня 7 через шток II. Далее прижимные механизмы 22 затормаживаются и полость под поршнем 7 сообшается с атмосферой, верхняя деталь 5 находится на требуемом уровне. Захват 31 берет и уносит деталь 5, и цикл повторяется. После захвата последней детали 5 со стола 14 расклиниваются прижимные механизмы 15, воздух подается в полость цилиндра 6 над поршнем 7, цилиндр 6 со столом 14, прижимными .ме20
тым штоком 11, меньшая ступень 12 што- 25 ханизмами 15 поднимается вверх вместе с
ка 11 размещена в отверстии, выполненном в поршне 7 и штоке 8 цилиндра 6. К крышке 13 цилиндра 6 прикреплен подъемно- спускной стол 14. На наружной поверхности цилиндра 6 размешены механизмы 15
поршнем 10 и штоком 11, в конце хода стол 14 упирается в детали 5, лежаплие на собачках 18, приподнимает их, поворачивает собачки 18 вокруг осей 19 на определенный угол и пружины 20 окончательно
прижима стола 14, охватывающие верти- 30 отбрасывают собачки 18 за пределы внуткальные направляющие 3. На фланце 16 кассеты 4 расположены держатели 17 с собачками 18 на осях 19, собачки 18 и держатели 17 стягиваются прижимами 20. Шток 8 цилиндра 6 связан посредством
ренней полости кассеты 4, полость цилиндра 6 над порщнем 7 сообщается с атмосферой и воздух подается в полость цилиндра 6 под поршнем 7, цилиндр 6 вместе со столом 14 и новой стопой деталей 5 onvcкронштейна 21 с идентичными механизмами 35 кается на полный ход, прижимные меха- 22 прижима, которые содержат корпус (ци- низмы 15 затормаживаются, а прижимные линдр) 23, поршень 24 с торцом 25, пружину 26, шарики 27, кольцо 28 и пружину 29, корпус имеет конус 30.
Устройство работает следующим образом. 40 В исходном положении цилиндр 6 находится в нижнем положении и крон- штейпо.м 21 опирается на выступы 2 основания 1, на столе 14 установлены детали 5 до требуемого уровня. По команде с пункта управления- (не показан) захват 31 берет и уносит верхнюю деталь 5 из кассеты 4, после чего расклиниваются механизмы 15 прижима цилиндра 6. Для этого воздух подается в корпус 23 над поршнем 24, который перемещается вниз и торцем 25 выталкивает шарики 27 из клиновой щели между конусом 30 и поверхностью вертикальной направляющей 3 и прижимной механизм 15 расклинивается. Далее воздух подается в полость цилиндра 9
механизмы 22 расклиниваются, полость под поршнем 7 сообщается с атмосферой, воздух подается в полость цилиндра 6 над поршнем 7, который вместе со штоком 8, кронштейном 16, прижимными механизмами 22 опускается на полный ход, после чего прижимные механизмы 22 затор.маживаются, полость над поршнем 7 сообщается с атмосферой, прижимные механизмы 15 рас- 45 клиниваются, воздух подается в полость цилиндра 6 под поршнем 7 и цилиндр 6 со столом 14 и деталями 5 опускается до исходного положения.
50
Формула изобретения
Устройство для поштучной выдачи плоских деталей, содержащее установленный на направляющих основания с кассетой
над порпше.м 10, который вниз переме- 55 гюдъемно-опускной стол с цилиндровым при- щаться не может, потому что его щток 11 водом, отличающееся тем, что, с целью ступенью 12 упирается в торец поршня 7, повышения производительности и уровня ав- который через шток 8, кронштейн 21 за- томатизации, оно снабжено двумя мехаторможен прижимными механизмами 22, для чего полость корпуса 23 над поршнем 24 соединена с атмосферой, сам поршень 24 пружинами 26 поднят вверх, шарики 27 заклинены между конусом 30 и поверхностью
вертикальной направляющей 3. Цилиндр 6 поднимается вверх на шаг, равный толщине детали 5, цилиндр 6 прижимными механизмами 15 затормаживается, полость над поршнем 10 сообщается с атмосферой,
прижимные механизмы 22 расклиниваются, воздух подается в полость под поршнем 7, который поднимается вверх на ход, равный предыдущему ходу цилиндра 6, вместе с поршнем 7 и штоком 8 поднимается кронштейн 21 с прижимными механизмами 22 и
поршень 10 от взаимодействия торца поршня 7 через шток II. Далее прижимные механизмы 22 затормаживаются и полость под поршнем 7 сообшается с атмосферой, верхняя деталь 5 находится на требуемом уровне. Захват 31 берет и уносит деталь 5, и цикл повторяется. После захвата последней детали 5 со стола 14 расклиниваются прижимные механизмы 15, воздух подается в полость цилиндра 6 над поршнем 7, цилиндр 6 со столом 14, прижимными .ме
ханизмами 15 поднимается вверх вместе с
поршнем 10 и штоком 11, в конце хода стол 14 упирается в детали 5, лежаплие на собачках 18, приподнимает их, поворачивает собачки 18 вокруг осей 19 на определенный угол и пружины 20 окончательно
отбрасывают собачки 18 за пределы внутренней полости кассеты 4, полость цилиндра 6 над порщнем 7 сообщается с атмосферой и воздух подается в полость цилиндра 6 под поршнем 7, цилиндр 6 вместе со столом 14 и новой стопой деталей 5 onvcкается на полный ход, прижимные меха- низмы 15 затормаживаются, а прижимные
механизмы 22 расклиниваются, полость под поршнем 7 сообщается с атмосферой, воздух подается в полость цилиндра 6 над поршнем 7, который вместе со штоком 8, кронштейном 16, прижимными механизмами 22 опускается на полный ход, после чего прижимные механизмы 22 затор.маживаются, полость над поршнем 7 сообщается с атмосферой, прижимные механизмы 15 рас- клиниваются, воздух подается в полость цилиндра 6 под поршнем 7 и цилиндр 6 со столом 14 и деталями 5 опускается до исходного положения.
40
50
Формула изобретения
низмами прижима стола к направляющим и дополнительным одноштоковым цилиндром, корпус которого выполнен за одно целое с корпусом основного цилиндра, а шток - ступенчатым, с меньшей ступенью,
размещенной внутри поршня и штока основного цилиндра, которые выполнены полыми, причем корпус основного цилиндра жестко связан с одним механизмом прижима, а его щток - с другим.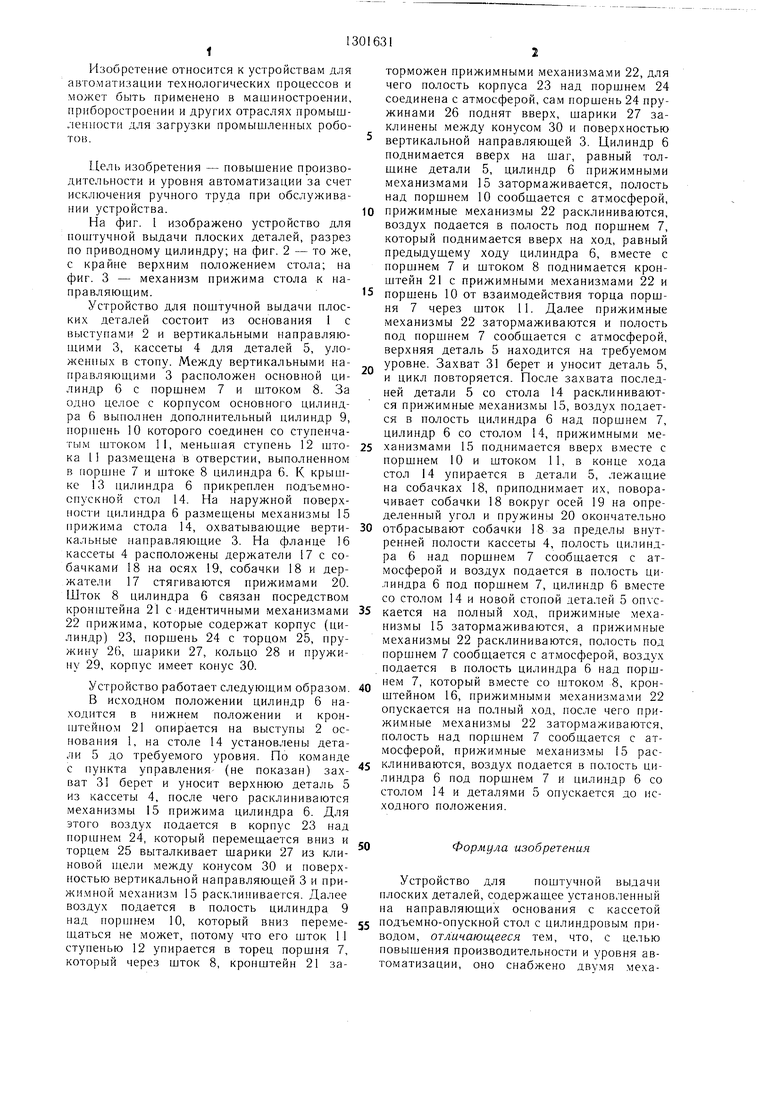
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок | 1985 |
|
SU1296368A1 |
| Станок для электрохимического маркирования изделий | 1981 |
|
SU1087294A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |
| Механизм подъема и опускания стопы заготовок | 1989 |
|
SU1632580A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1958 |
|
SU121829A1 |
| Устройство для подачи заготовок | 1982 |
|
SU1047659A2 |
| Устройство для подачи заготовок | 1980 |
|
SU895616A1 |
| Устройство для автоматической зарядки ориентированными крепежными деталями магазинов ручного инструмента | 1978 |
|
SU753597A2 |
Изобретение относится к машиностроению и может быть использовано в загрузочных устройствах. Оно позволяет повысить производительность труда и уровень автоматизации. Поштучная выдача деталей 5 осуществляется при освобождении механизмов 15 прижима стола 14 и подаче воздуха в полость над поршнем 10, соединенным со штоком 11, меньшая ступень 12 которого размещена в поршне 7 цилиндра 6. При удалении всех деталей 5 из кассеты 4 воздух подается в полость цилиндра 6 над поршнем 7 и цилиндр 6 вместе со столом 14 перемещается в верхнее положение для загрузки новыми деталями 5, после чего воздух подается в полость под поршнем 7, стол 14 с новой стопой деталей 5 опускается, прижимные механизмы 15 затормаживаются, а прижимные механизмы 22, связанные со штоком 8, освобождаются. 3 ил. (Л со 05 СО
22
29
иг.2
Редактор Н. Рогулич Заказ 927/16
Составитель В. Панфилов
Техред И. ВересКорректор Н. Король
Тираж 787Подписное
ВНИИГ1И Государственного комитета СССР но де.пам изобретении и открытий
1 13035, Л1осква, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
| Устройство для поштучной выдачи плоскихдЕТАлЕй C бАзОВыМи ОТВЕРСТияМи | 1979 |
|
SU796957A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для поштучной выдачи деталей типа тонких пластин | 1974 |
|
SU542616A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
