Изобретение относится к машиностроению и может быть использовано при выборе рациональных условий шлифования различных деталей.
Целью изобретения является повышение достоверности используемого при определении режуш,ей способности кругов критерия за счет учета температуры, возникающей при шлифовании с предельно допустимой глубиной.
На чертеже показаны графики зависимости температуры шлифования от глубины для твердого сплава Т15К6 (кривая 1), ВК8 (кривая 2) и линия принятого уровня температуры (линия 3).
Для осуш,ествления предлагаемого способа определения режуш,ей способности шлифовального круга осуществляют обработку заготовки с определенным значением продольной подачи (5прод). Путем изменения глубины шлифования находят зависимость между глубиной резания t и температурой Т в зоне шлифования и фиксируют глубину резания при достижении температурой значения, соответствующего, например, тем- пературостойкости материала заготовки. При этом режущую способность круга К определяют как отношение объема материала а, снимаемого в единицу времени, к температуре при предельно допустимой глубине шлифования, т. е. по зависимости
K Q/T.
Практическая реализация предлагаемого способа иллюстрируется данными, приведенными на чертеже, полученными при плоском врезном шлифовании образцов твердого сплава Т15К6 и ВК8 периферией алмазного круга AGO 100/80 Б1 100% при 5прод
Г i С
8 м/мин на станке ЗГ71, оснащенном устройством регистрации температуры. Из приведенных данных по указанной формуле определено, что режущая способность алмазного круга при щлифовании твердого
сплава Т15К6 характеризуется величиной 0,307 мм /мин-град, а твердого- сплава ВК8 - 0,401 мм7мин-град.
Таким образом, предлагаемый способ определения режущей способности шлифовального круга благодаря учету возникающей в зоне шлифования при максимальной глубине резания температуры позволяет в каждом конкретном случае выявить наивысшие эксплуатационные показатели качества шлифовальных кругов, производить
сравнительную оценку эффективности имеющихся и вновь создаваемых кругов, обеспечивать качество обработки путем обоснованного назначения режимов обработки по температурному критерию.
Формула изобретения
Способ определения режущей способности шлифовального круга, согласно которому определяют объем материала, снимаемого с заготовки в единицу времени, при щлифовании с фиксированным значением продольной подачи, отличающийся тем, что, с целью повышения достоверности используемого критерия за счет учета качества
обработки, выбирают предельно допустимую по температуростойкости материала глубину шлифования и соответствующую ей температуру в зоне резания, а режущую способность круга определяют как отношение объема материала, снимаемого в единицу времени, к выбранной величине температуры.
600
500- Ш- WO- 200
тi,nn
001
Составитель Н. Ермакова
Редактор А. ВоровичТехред И. ВересКор1зектор И. Эрдейи
Заказ 930/18Тираж 716Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0,02
0,05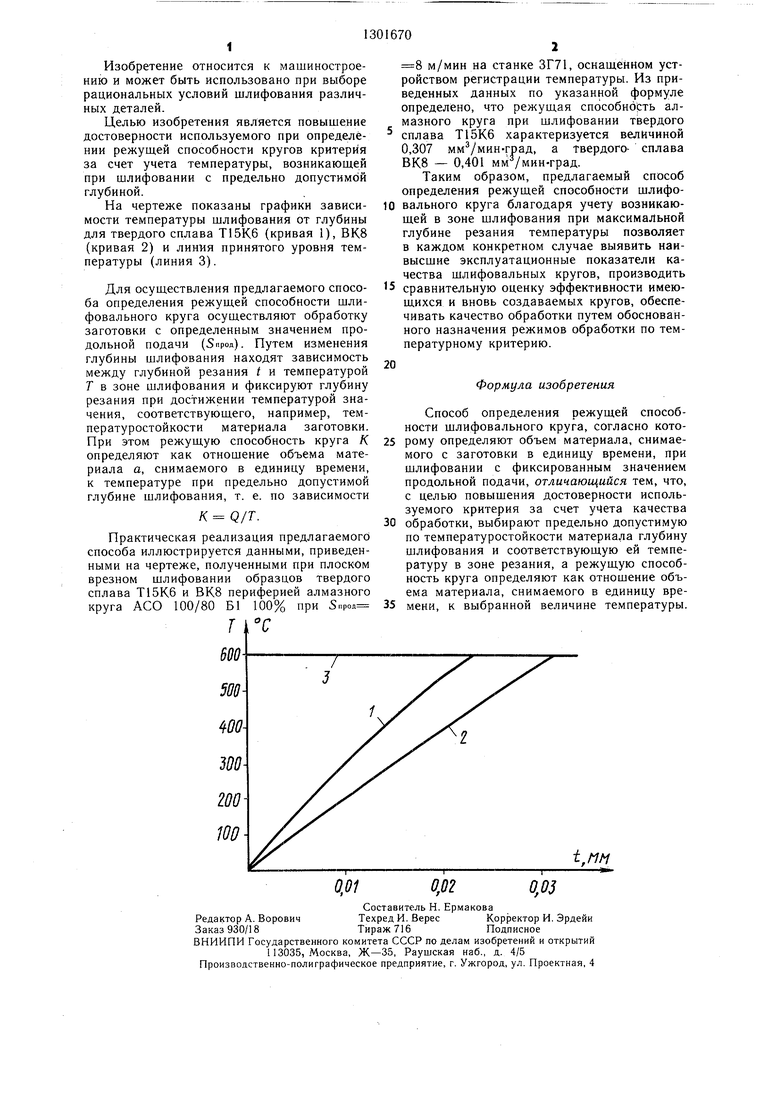
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Смазка для шлифования твердых сплавов быстрорежущих сталей | 1988 |
|
SU1587062A1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| СПОСОБ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2007 |
|
RU2370356C2 |
| Способ контроля режущей способности шлифовального круга на токопроводной связке | 1987 |
|
SU1512759A1 |
| Способ пропитки абразивного инструмента | 1991 |
|
SU1779569A1 |
| Устройство для автоматизированнойпРАВКи шлифОВАльНОгО КРугА | 1979 |
|
SU806386A1 |
Изобретение относится к области машиностроения. Целью его является повышение достоверности определения режуш.ей способности шлифовальных кругов. Для этого определяют объем материала, снимаемого с заготовки в единицу времени, при шлифовании с фиксированным значением продольной подачи и предельно допустимую глубину шлифования и соответствуюшую ей температуру в зоне резания. Режущую способность круга определяют как отношение объема материала, снимаемого в единицу времени, к определенной величине температуры. 1 ил. оо о 05 О
| Kop laK С | |||
| Н | |||
| Производительность процесса шлифования стальных деталей | |||
| М.: Машиностроение, 1979, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
