Изобретение относится к кузнечно- прессовому оборудованию, а именно к устройствам, предназначенным для штамповки крупногабаритных деталей.
Целью изобретения является использование маломощных прессов для штамповки крупногабаритных деталей с малым усилием штамповки и повьшение производительности.
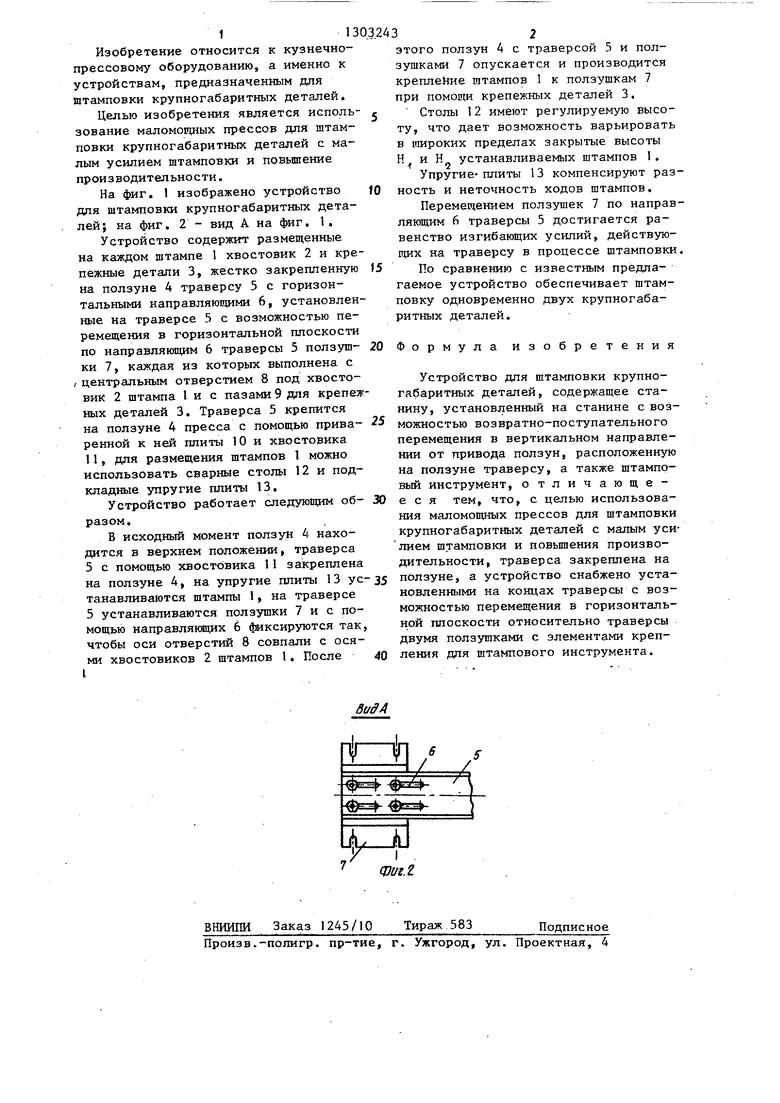
На фиг. 1 изображено устройство дпя штамповки крупногабаритных деталей; на фиг. 2 - вид А на фиг. 1 .
Устройство содержит размещенные на каждом штампе 1 хвостовик 2 и крепежные детали 3, жестко закрепленную на ползуне 4 траверсу 5 с горизонтальными направляющими 6, установленные на траверсе 5 с возможностью перемещения в горизонтальной плоскости по направляющим 6 траверсы 5 ползуш- ки 7, каждая из которых выполнена с / центральным отверстием 8 под хвостовик 2 штампа 1 и с пазами 9 для крепежных деталей 3. Траверса 5 крепится на ползуне 4 пресса с помощью прива- ренной к ней плиты 10 и хвостовика 11, для размещения штампов 1 можно использовать сварные столы 12 и подкладные упругие плиты 13.
Устройство работает следующим об- разом.
В исходный момент ползун 4 находится в верхнем положении, траверса 5 с помощью хвостовика И закреплена на ползуне 4, на упругие плиты 13 ус танавливаются штампы 1, на траверсе 5 устанавливаются ползушки 7 и с помощью направляющих 6 фиксируются так чтобы оси отверстий 8 совпали с осями хвостовиков 2 штампов 1. После I
5
5
этого ползун 4 с траверсой 5 и пол- зушками 7 опускается и производится крепление штампов 1 к ползушкам 7 при помощи крепежных деталей 3.
Столы 12 имеют регулируемую высоту, что дает возможность варьировать в широких пределах закрытые высоты Н и Н устанавливаемых штампов 1.
Упругие- плиты 13 компенсируют разность и неточность ходов штампов.
Перемещением ползушек 7 по направляющим 6 траверсы 5 достигается равенство изгибающих усилий, действующих на траверсу в процессе штамповки.
По сравнению с известным предлагаемое устройство обеспечивает штамповку одновременно двух крупногабаритных деталей.
5
20 Формула изобретения
Устройство для штамповки крупногабаритных деталей, содержащее станину, установленный на станине с возможностью возвратно-поступательного перемещения в вертикальном направлении от привода ползун, расположенную на ползуне траверсу, а также штампо- вый инструмент, отличающееся тем, что, с целью использования маломощных прессов для штамповки крупногабаритных деталей с малым уси- лием штамповки и повьш1ения производительности, траверса закреплена на ползуне, а устройство снабжено установленными на концах траверсы с возможностью перемещения в горизонтальной плоскости относительно траверсы двумя ползушками с элементами крепления дпя штампового инструмента.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС | 1995 |
|
RU2094160C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для зигзагообразной штамповки | 1978 |
|
SU948495A2 |
| Компенсатор неравномерности нагружения штампа | 1989 |
|
SU1710350A1 |
| Механический пресс для штамповки лонжеронов | 1990 |
|
SU1779610A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
| Устройство для штамповки длинномерного листового материала из рулона | 1991 |
|
SU1794555A1 |
Изобретение относится к области кузнечно-прессового оборудования, а именно к устройствам, предназначенным для штамповки крупногабаритных деталей. Оно позволяет повысить производительность путем одновременной штамповки двух деталей. Устройство содержит жестко закрепленную на ползуне 4 траверсу (Т) 5, установленные на концах Т с возможностью перемещения в горизонтальной плоскости относительно Т две ползушки (П) 7с элементами крепления для штампового инструмента (Ш) 1, а также столы 12. На столы устанавливаются ИИ, на Т размещают П таким образом, чтобы изгибающие усилия на концах Т были равны. В Ш размещаются крупногабаритные заготовки и при перемещении вниз П производится штамповка. 2 ил. //////// ///////// ///К//////Г//////// ф1/г./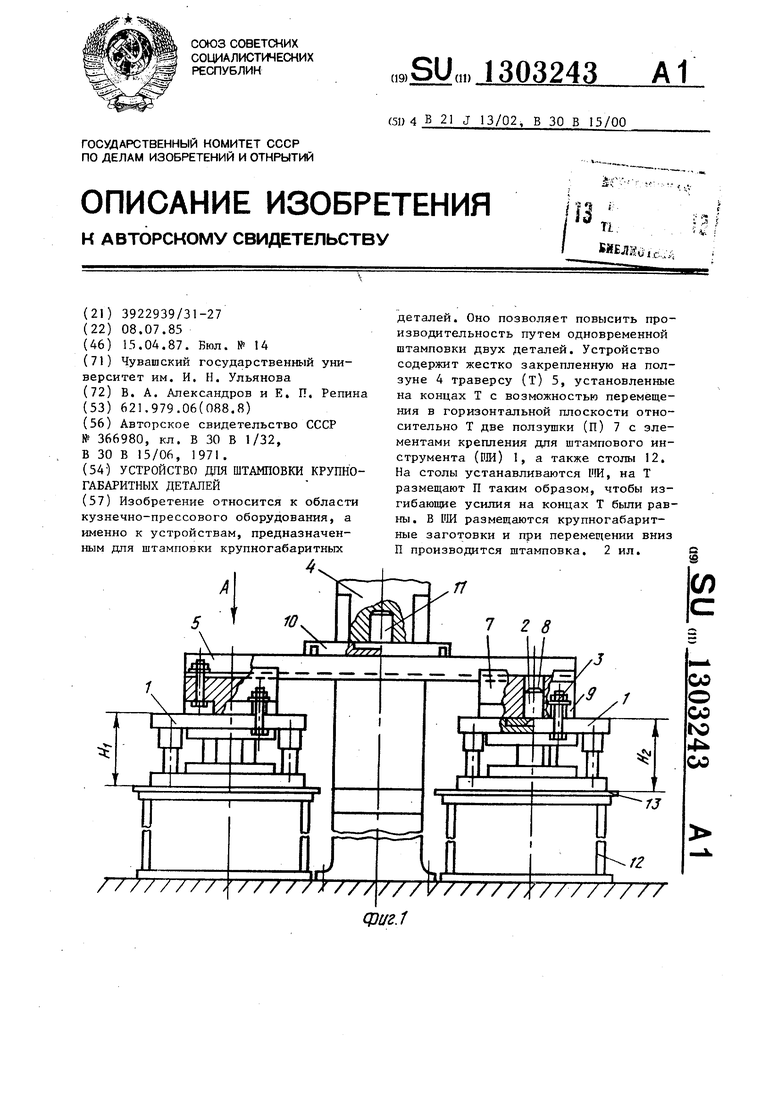
МШПИ Заказ 1245/10 Тираж 583 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 0 |
|
SU366980A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
