Существующие способы съема металла при зачистке деталей в воздушной среде с помощью электрода, включенного в цепь электрического тока, требуют большой электроемкости и в то же время недостаточно производительны.
Описываемый способ основан на использовании явления расплавления и выброса металла из места соприкосновения электрода и обрабатывас мой детали, по которым протекает ток большой силы.
Вводимая электроэнергия должна быть достаточной для сплошного проплавления всего сечения удаляемого слоя металла. Процесс съема металла ведется путем непрерывного его оплавления и распыления под воздействием электрического импульса.
Описываемый способ снижает электроемкость и повышает производительность съема металла.
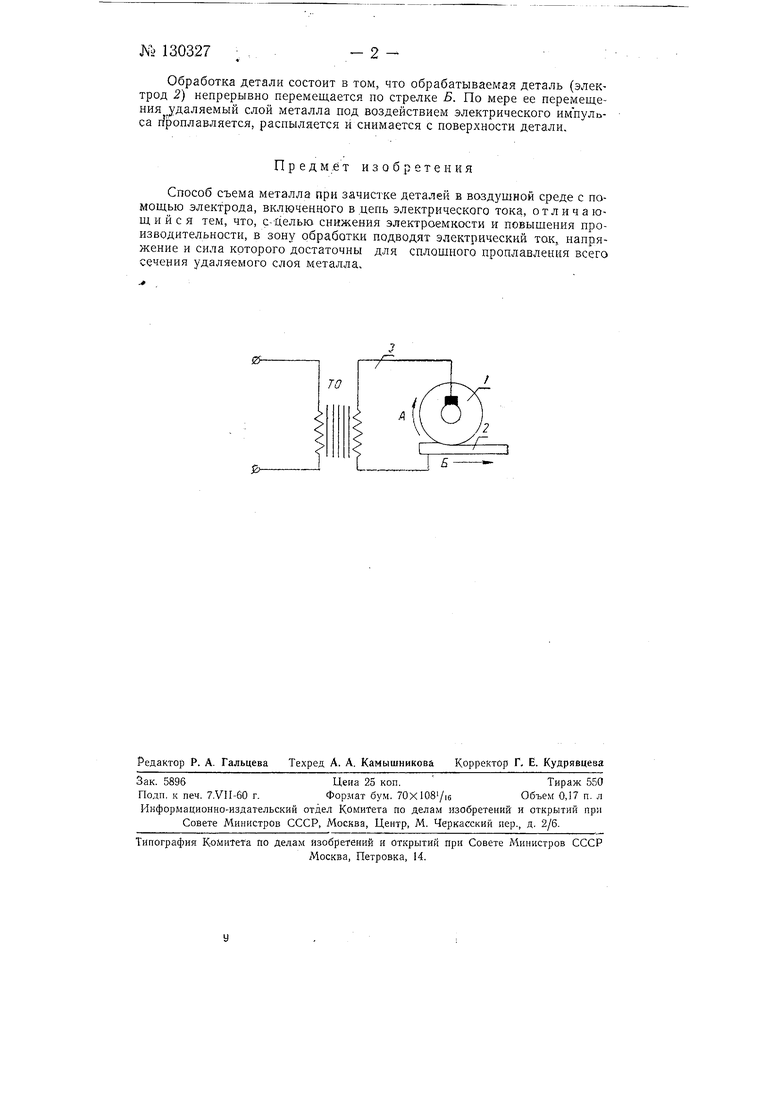
На чертеже изображена электрическая схема съема металла описываемым методом электрического оплавления.
Устройство для осуществления съема металла состоит из электрода / инструмента и электрода 2 - обрабатываемая деталь. Электрод 1 инструмента изображен в виде вращающегося диска. В принципе возмолсен съем металла невращающимися электродами-дисками.
Вращение электрода / показано стрелкой А, направление подачи электрода 2 - стрелкой Б.
Электрод / и электрод 2 включены во вторую цепь 5 понижающего трансформатора тока ТО.
Такое устройство создает низкое активное и индуктивное сопротивление рабочего контура и трансформатора. Оно позволяет получить мощности установившегося короткого замыкания, измеряемые сотнями и тысячами кеа и обеспечивающие сплошное проплавление всего сечения удаляемого слоя металла.
Обработка детали состоит в том, что обрабатываемая деталь (электрод 2 непрерывно перемещается по стрелке Б. По мере ее перемещения удаляемый слой металла под воздействием электрического импульса г роплавляется, распыляется и снимается с поверхности детали.
Предмет изобретения
Способ съема металла при зачистке деталей в воздушной среде с помощью электрода, включенного в .цепь электрического тока, отличающийся тем, что, с-Целью снижения электроемкости и повышения производительности, в зону обработки подводят электрический ток,, напряжение и сила которого достаточны для сплошного проплавления всего сечения удаляемого слоя металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса обработки металлов | 1952 |
|
SU100144A2 |
| Способ получения порошка и дроби из металлов и их сплавов и устройство для осуществления этого способа | 1949 |
|
SU119781A1 |
| Способ электроконтактной обработки электрическим оплавлением | 1968 |
|
SU361648A1 |
| Способ воздушно-дуговой обработки металлов | 1967 |
|
SU237301A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ЭЛЕКТРИЧЕСКИМ ОПЛАВЛЕНИЕМ | 1972 |
|
SU340502A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2006 |
|
RU2328366C2 |
| Способ электроконтактной обработки электрическим оплавлением | 1970 |
|
SU400149A1 |
| Устройство для электроэрозионной обработки | 1959 |
|
SU129931A1 |
| Устройство для получения металлических порошков | 1950 |
|
SU98050A1 |
| Способ электроконтактной резки | 1973 |
|
SU482965A1 |
