113
Изобретение относится к машиностроению и может быть использовано при обработке деталей типа некруглых -валов.
Цель изобретения - повышение точности профилирования путем формообразования профиля прямыми линиями, что уменьшает высоту огранки.
На фиг. 1 представлена схема взаимного расположения фрез и обрабатываемой детали; на фиг. 2 - схема образования профиля обрабатываемой по- верхнрсти.
Обработку заготовки 1 осуществляют коническими фрезами 2 и 3, которые устанавливают на общей оправке с возможностью вращения вокруг общей оси 4. Фрезы обращены друг к другу торцами меньшего диаметра, а образующие 5 и 6 их конических поверхностей являются касательными к профилю 7 обрабатываемой поверхности. Геометрические оси 8 и 9 фрез совмещают друг с другом и устанавливают на расстоянии эксцентриситета от оси 4 их вращения. При этом режущие зубья фрезы 2 смещают по окружности относительно режущих зубьев фрезы 3 на угол, который в два раза меньше угла () между соседними зубьями.
Угол q) при вершине конической поверхности у каждой фрезы принимают равным центральному углу между соседними выступами обрабатываемого профиля, т.е. углу между соседними точками, имеющими максимальный радиус R. При выполнении этого условия конические поверхности фрез, являющиеся производящими, соприкасаются с обрабатываемой поверхностью в идентичных точ как, а их геометрические оси совмещаются друг с другом.
I
При вращении фрезы вокруг оси 4 имеет место радиальное биение конической поверхности, вследствие которого на вращающейся заготовке образуется некруглый профиль 7. Величина этого радиального биения в два раза больше эксцентриситета е и вызывает изменение радиуса некруглого профиля
Ч
на величину, равную 2е cos
Так
как радиус обрабатываемого профиля изменяется от R до г
, то со8-„
Следовательно, для обработки заданного профиля расстояние между геометрическими осями фрез и осью их вращения устанавливаю согласно зависимости:
е
R - г
2 cos -
O
5
0
5
30
В процессе обработки фрезам и заготовке сообщают вращательное движение соответственно вокруг осей 4 и 10 и относительное движение подачи S вдоль образующей обрабатываемой поверхности. При этом отношение частот фрез и заготовки задают равным числу К выступов обрабатываемого профиля.
п.
Ф Ч
- соответстт.е. - К, где п,
И венно частоты фрез и заготовки.
В результате совершения указанных движений каждая из фрез обрабатывает заданную некруглую поверхность, профиль 7 которой образуется из отрезков прямых - образующих конической поверхности фрез. Так как режущие зубья одной фрезы смещены по окружности относительно зубьев другой фрезы, траектории режущих зубьев также смещены по окружности. Поэтому обрабатываемый профиль 7 образуется в два раза большим количеством линий, чем при обработке по известному способу. В результате повьш1ается точность профилирования некруглой поверхности.
Количественно повышение точности 35 профилирования характеризуется уменьшением высоты огранки. Максимальная огранка Д, при обработке по известному способу имеет место на выступах профиля и определяется формулой:
где
г,
lL(i
8 5
)
-Т
-расстояние между соседними точками контакта зубьев фрезы с образуемым профилем;
-радиус кривизны профиля;
-радиус фрезы.
При обработке по предлагаемому способу профиль образуется как огибающая прямых отрезков, поэтому высой, 1|/8р. Так как коли- линий, образующих профиль почество
55
верхности при обработке предлагаемым способом, в 2 раза больше, чем при обработке известным, то ,5l,.
-Р
Тогда
4 +
Ф
Следователь}1о, высота огранки при обработке по известному способу уменьшается более чем в 4 раза.
Частоту вращения фрез настраивают равной
п V/TTD,
где
V - D скорость резания;
но расположенными по профилю выступа ми, при котором заготовке и инструменту сообщают согласованное вращени и относительное движение подачи, при этом ось вращения инструмента располагают эксцентрично его геометрической оси, отличающийся тем, что, с целью повышения точности профилирования, в качестве инструмен
значение диаметра фрезы в зо- О та используют коническую фрезу и на
не контакта ее с заготовкой.
Частоту вращения заготовки настраивают в К раз меньшей, т.е. п,п„/К. Предлагаемым способом можно обрабатывать не только некруглые цилиндри- ческие поверхности, но также некруглые конические поверхности и поверхности с криволинейными продольными сечениями.
При обработке некруглых коничес- ких поверхностей движение подачи задают под углом к оси вращения заготовки, а при обработке некруглых ло- верхностей с криволинейными продольными сечениями это движение осуществляют по криволинейной траектории. В обоих случаях фрезам сообщают одновременно продольную и поперечную подачи, согласованные между собой в соответствии с формой образующей об- рабатываемой поверхности. Формула изобретения
1. Способ обработки некруглых цилиндрических поверхностей с равномер
но расположенными по профилю выступами, при котором заготовке и инструменту сообщают согласованное вращение и относительное движение подачи, при этом ось вращения инструмента располагают эксцентрично его геометрической оси, отличающийся тем, что, с целью повышения точности профилирования, в качестве инструменодной оси вращения с ней устанавливают вторую коническую фрезу таким образом, что образующие фрез расположены по., касательным к обрабатьшаемой поверхности, а зубья одной фрезы смещены относительно зубьев другой фрезы на угол, равный половине угла между зубьями фрез, причем величину эксцентриситета для каждой из фрез определяют из соотношения:
е
R - г
2 cos Cf /2
где е величина эксцентриситета; R - максимальный радиус обрабатываемого профиля;
Cf - угол при вершине рабочей конической поверхности. 2. Способ ПОП.1, отличающийся тем, что используют фрезы, у которых угол при вершине конической поверхности выбирают равным центральному углу между соседними выступами обрабатываемого профиля.
JO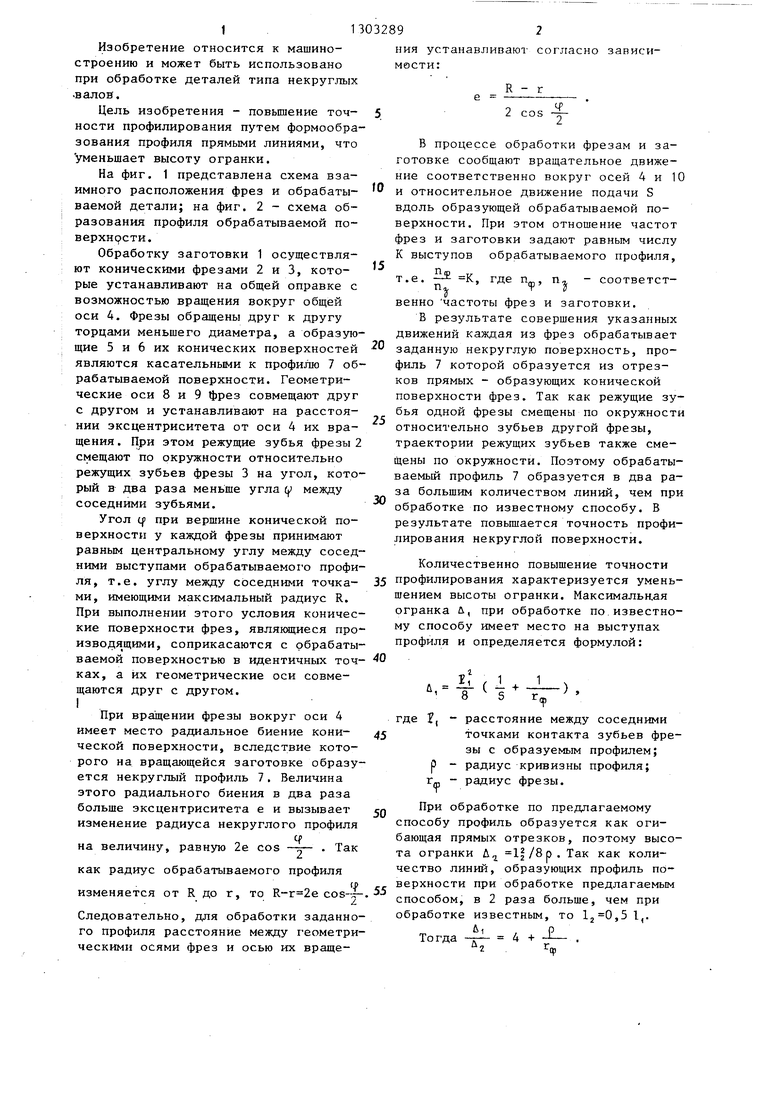
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| Станок для обработки некруглых поверхностей | 1985 |
|
SU1683898A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| Способ обработки многогранников | 1987 |
|
SU1450931A1 |
Изобретение относится к машиностроению и может быть использовано при обработке деталей типа некруглых валор. Цель изобретения - повышение точности профилирования. Обработку ведут двумя коническими фрезами-, которые устанавливают на одной оси вращения, эксцентричной геометрическим осям фрез. Образующие фрез касатель- ны к обрабатываемому профилю, а зубья одной фрезы смещены относительно зубьев другой фрезы на величину, равную половине угла между зубьями фрез. Величину эксцентриситета выбирают равной e(R-r): 2 cos if/2, где е - величина эксцентриситета; R - макси- мальньй радиус обрабатываемого про- .филя; г - минимальньй радиус обрабатываемого профиля, t| - угол при вершине рабочей конической поверхности, В процессе обработки фрезы вращают вокруг эксцентричной оси, а заготовке сообщают согласованное с вращением фрез вращение вокруг собственной оси. Заготовке и фрезам сообщают относительное движение подачи, 1 з.п, ф-лы, 2 ил. сл СлЭ С 00
| СПОСОБ ПРИМЕНЕНИЯ УДОБРЕНИЙ НА ДЕРНОВО-ПОДЗОЛИСТЫХ ПОЧВАХ | 1997 |
|
RU2129355C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
