П1.
п.
m
+ i
t шаг винтовых поверхностей граней;
55 обеспечивается участие в работе всех зубьев фрезы. Для выполнения этого условия вначале назначают из указанного условия величину эксцентриситета е, а затем по зависимости для е определяют радиус фрезы г.
Для обработки многогранников с выпуклыми гранями величину эксцентриситета е устанавливают меньше, а с вогнутыми гранями - больше значения, рассчитанного по формуле.
Скорость резания при обработке по предлагаемому способу равна разности окружных скоростей фрезы и заготовки. Максимальное ее значение V при заданных частотах вращения фрезы Uj и заготовки п соответствует моменту обработки середины грани для которого
V 2 ir(r + е)п - ZiTp п, . Так как
1450931
Ф о
рмула изобретения
Способ обработки многогранников эксцентрично установленной дисковой фрезой, ось которой устанавливают параллельно оси обрабатаываемой заготовки, при котором последней и фрезе сообщают согласованные вращательные движения и относительные движения подачи, отличающийся тем, что, с целью упрощения процесса реализации способа при обработке плоских граней, вращательные движения фрезе и заготовке сообщают в противополож- ньк направлениях, а эксцентриситет установки фрезы и ее радиус назначают из соотношения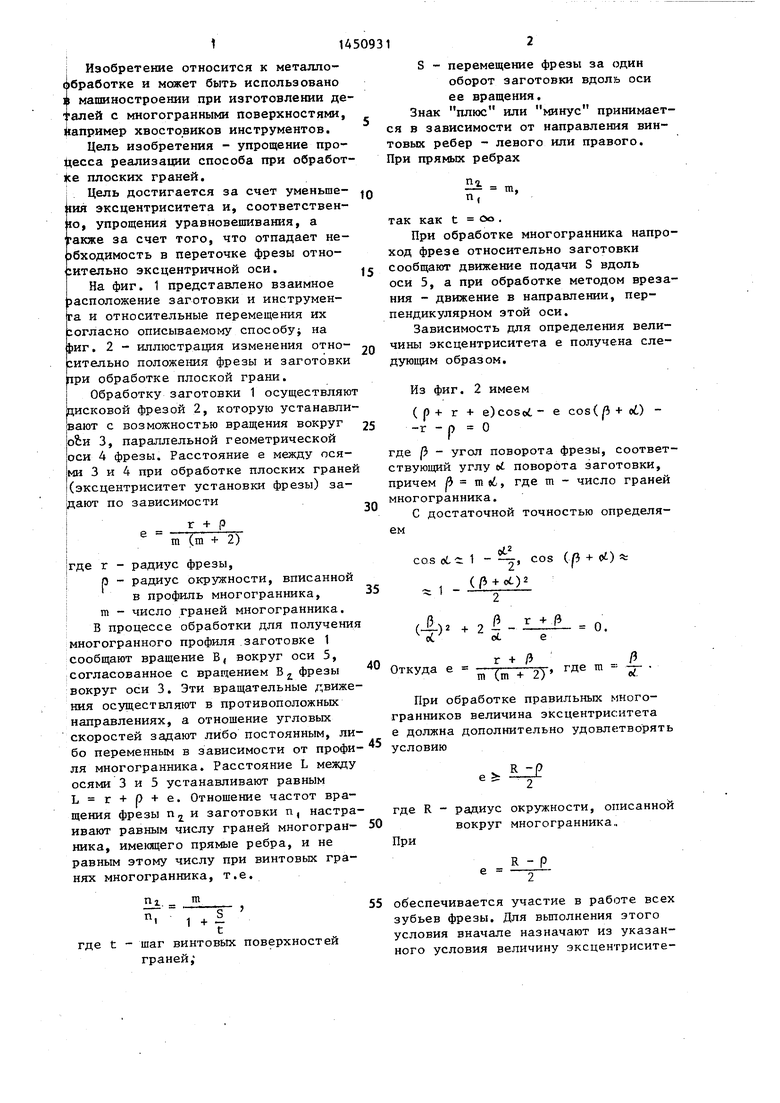
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1623840A1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| Способ точения многогранных поверхностей | 1988 |
|
SU1623839A1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1303289A1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
Изобретение относится к области металлообработки и может быть использовано в машиностроении при изготовлении «деталей с многогранными поверхностями, например хвостовиков инструментов. Цель изобретения - упрощение процесса реализации способа при обработке плоских граней. Обработку заготовки 1 осуществляют дисковой фрезой 2, которую устанавливают с возможностью вращения вокруг оси 3, параллельной геометрической оси 4 фрезы. Расстояние е между осями 3 и 4 и радиус фрезы задают из условия е (г + р) : т(т + 2), где г - радиус фрезы, р - радиус окружности, вписанной в профиль многогранника; п - число граней многогранника. В процессе обработки заготовке 1 сообщают вращение В, вокруг оси 5, согласованное с вращением В фрезы вокруг оси 3. Эти вращательные движения осуществляют в противоположных направлениях, а отнощение угловых скоростей задают либо постоянным, либо переменным в зависимости от профиля получаемого многогранника. При обработке заготовки напроход фрезе 2 относительно заготовки 1 сообщают движение подачи S вдоль оси 5. Указанная зависимость межДу радиусом фрезы и эксцентриситетом позволяет уменьщить неуравновещенность фрезы и исключить необходимость в переточке фрезы. 2 ил. i (Л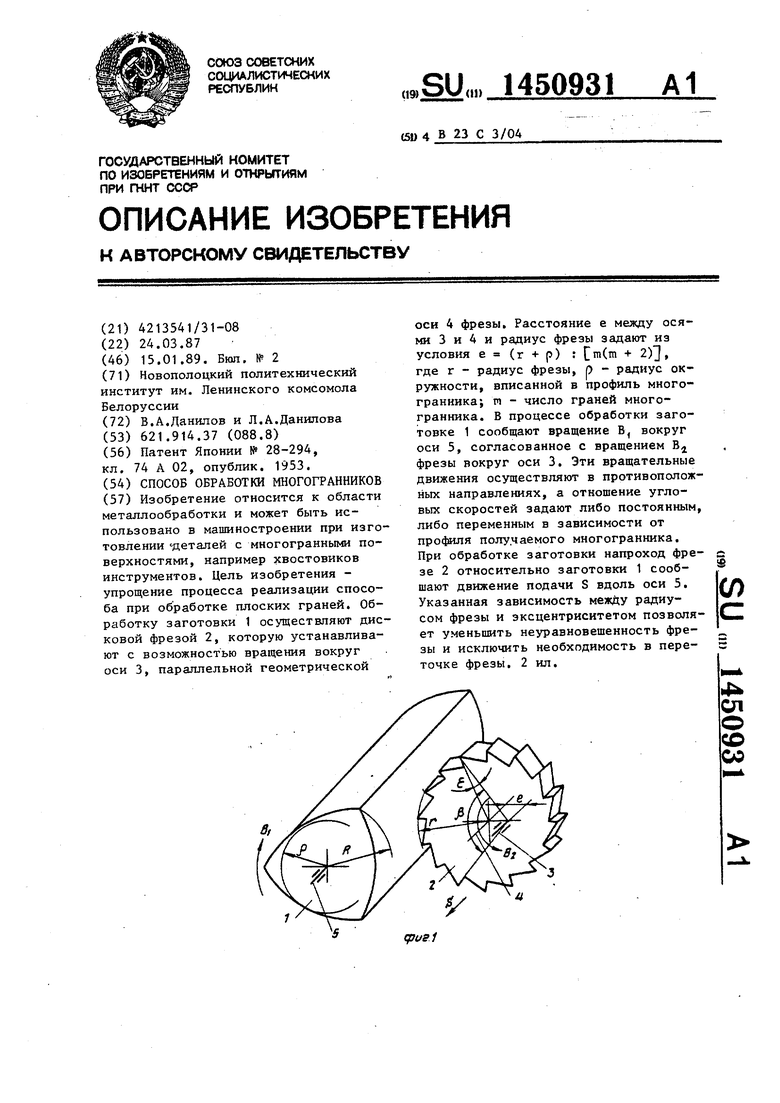
п iraii ,
то
V 2ТГп , ((г + е) m - р) .
Следовательно, частоту вращения заготовки п задают по зависимости
V
п ,
2IT (т (г + е) -р )
Скорость резания V и подачу S назначают по режимам резания.
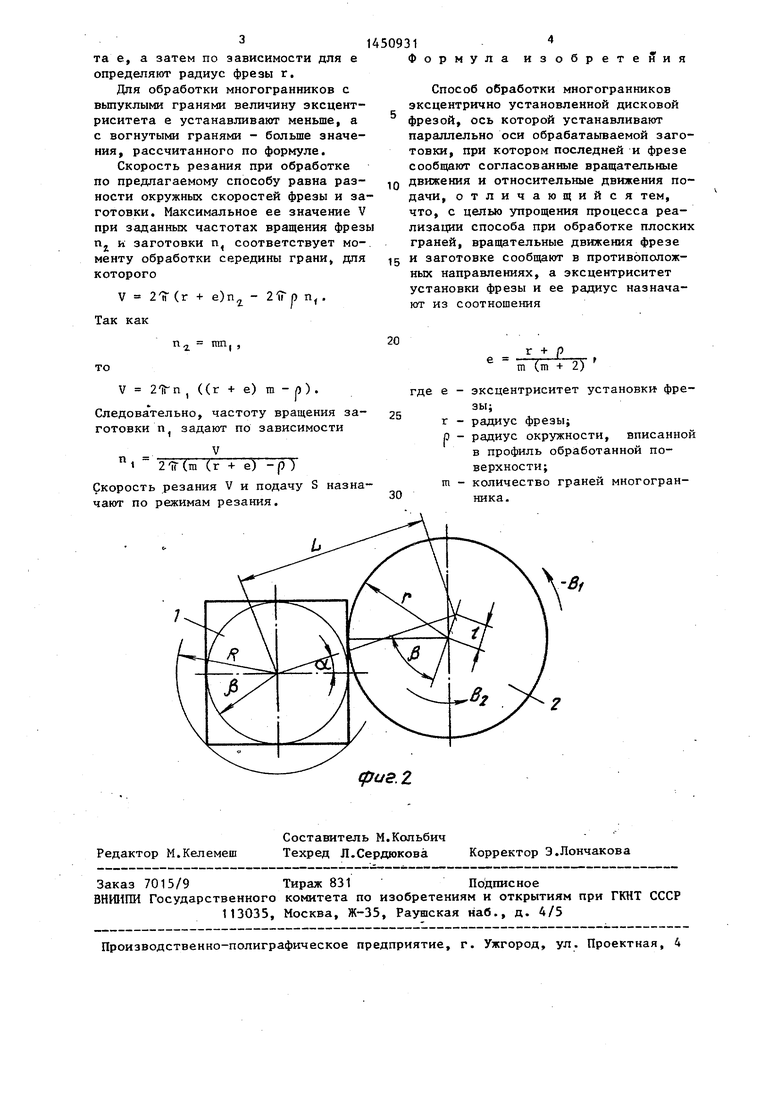
- г + р m (т + 2)
де е - эксцентриситет установки фрезы;
г - радиус фрезы}
р - радиус окружности, вписанной в профиль обработанной поверхности;
m - количество граней многогранника.
cpus.Z
