Изобретение относится к автоматизации механизмов прокатного производства и предназначено для управления летучямя ножницами, производящими порезку проката на ходу на заданные мерные длины.
Цель изобретения - повышение точности порезки проката и упрощение устройства.
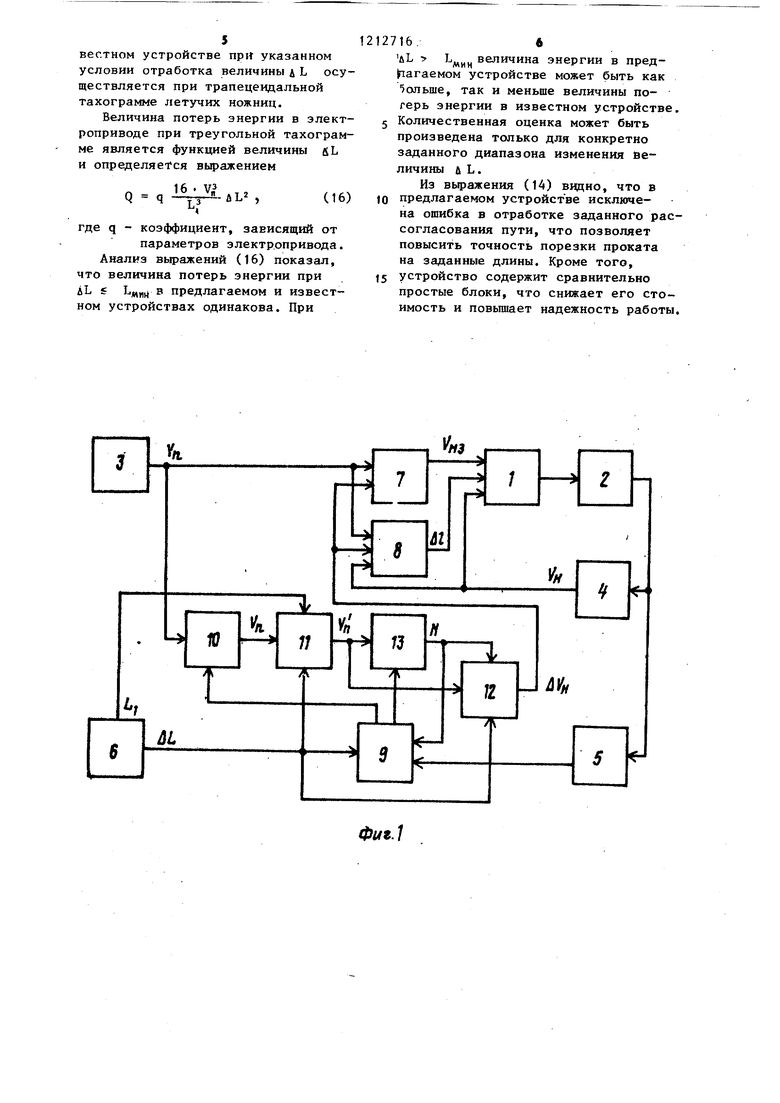
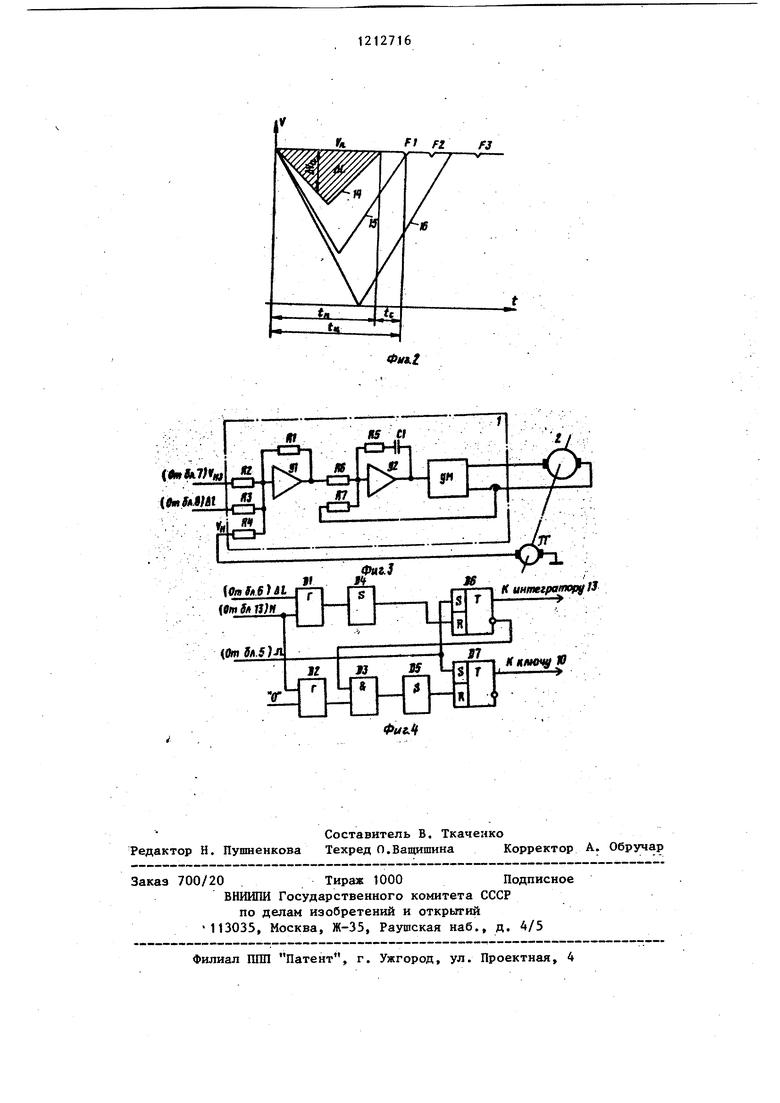
На фиг. 1 показана функциональная схема предлагаемого устр,о ства; на фиг. 2 - тахограммы летучнрс ножниц; на фиг 3 - функциональная , схема системы автоматического регулирования скорости; на фиг. 4 - схема блока переключения.
Устройство содержит систему 1 автоматического регулирования скорости электродвигателя 2 ножниц, датчики 3 и 4 соответственно скорости проката и ножниц, датчик 5 положения ножей ножниц, задатчик 6 отрезаемой длины проката, блок 7 вычисления и задания скорости ножниц,представляющий собой суммирующее устройство, блок 8 вычисления и задания пути ножниц, представляющий собой суммирунщий интегратор, блок 9 переключений, ключ 10, множительно-дели- тельные блоки 11 и 12 и интегратор 13.
На фиг. 2 приведены тахограммы 14-16 летучих ножниц, где точки F, , FJ, Fj соответствуют моменту реза при различной заданной длине порезки.
Устройство работает следующим образом.
В исходном состоянии, соответст- вупщем моменту, непосредственно предшествующему очередному резу, на входы блоков 7 и 8 вычисления и задания скорости и пути ножниц подается сигнал V с выхода датчика 3, пропорциональный скорости проката. На выходе блока 7, представляющего собой сумматор, сигнал задания скорости VKJ равен сигналу У„ , так как сигнал лУ„ на вькоде блока 12 в указанный момент времени равен нулю. Так как сигнал V|,} отрабатывается системой 1 автоматического регулирования с некоторой статической ошибкой регулятора скорости, на вход блока 8, представляющего собой интегратор, подается также сигнал пропорциональный фактической
скорости ножниц, в результате чегэ на выходе этого блока имеется сигнал
А
trC
fit
(1)
to
который подается на вход системы 1 компенсируя статическую погрешность регулятора скорости и обеспечивая тем самьм синхронизацию скоростей проката и ножниц, а следовательно, равенство сигналов V. и V.. .
15
Начало цикла порезки определяется сигналом, вьщаваемьм датчиком 5 положения ножей ножниц в момент окончания предьиущего реза. По этому сигналу на втором выходе блока 9 переключений формируется сигнал, 20 открывающий ключ 10, через который на вход первого множительно-делитель- ного блока 11 подается сигнал У„. На вход умножителя блока 11 с выхода задатчика 6 отрезаемой длины подается величина заданного рассогласования пути
25
&L
L - L
мин
(2)
30 где L - заданная мерная длина порезки;
мин минимальная длина отрезаемого проката, равная периметру траектории ножей нож- 35 ниц в цикле порезки.
На вход деления блока 11 с другого выхода задатчика 6 подается величина
40
f
L - L
с
(3)
45
50
55
где Lj - величина переменного проката, соответствующая части времени цикла порезки t, в течение которой ножницы отрабатывают заданное рассогласование пути &L; L - величина перемещения прокат та, соответствующая части времени Цикла порезки t , в течение которой завершается переходный процесс изменения скорости ножниц и происходит их синхронизация со скоростью проката. Выходной сигнал множительно-делительного блока 11 определяется выражением
скорости ножниц, в результате чегэ на выходе этого блока имеется сигнал
А
trC
fit
(1)
который подается на вход системы 1 компенсируя статическую погрешность регулятора скорости и обеспечивая тем самьм синхронизацию скоростей проката и ножниц, а следовательно, равенство сигналов V. и V.. .
Начало цикла порезки определяется сигналом, вьщаваемьм датчиком 5 положения ножей ножниц в момент окончания предьиущего реза. По этому сигналу на втором выходе блока 9 переключений формируется сигнал, открывающий ключ 10, через который на вход первого множительно-делитель- ного блока 11 подается сигнал У„. На вход умножителя блока 11 с выхода задатчика 6 отрезаемой длины подается величина заданного рассогласования пути
&L
L - L
мин
(2)
f
L - L
с
(3)
- величина переменного проката, соответствующая части времени цикла порезки t, в течение которой ножницы отрабатывают заданное рассогласование пути &L; - величина перемещения прокат та, соответствующая части времени Цикла порезки t , в течение которой завершается переходный процесс изменения скорости ножниц и происходит их синхронизация со скоростью проката. дной сигнал множительно-делио блока 11 определяется выра
V .V.
-Ik
rt L,
Этот сигнал подается на входы интегратора 13 и второго множительно делительного блока 12. На выходе интегратора 13 величина N увеличивается в соответствии с вьфаже-
нием
iN j V 1 -t (5) о
и подается на вход блока 9 переключений.
В момент времени, когда величина N достигнет значений , с первого выхода блока переключений вьщается сигнал, по которому работа интегратора 13 реверсируется, и сигнал N на его выходе начинает уменьшаться. Сигнал N подается на вход умножения блока 12, на вход деления кото-- рого с выхода задатчика 6 подается величина iL. На выходе блока 12 формируется сигнал &V в соответствии с выражением
I {{ bV V| -у- иди с учетом (4) и (5)
AV У2- . , t ПКЬ2 )
1
(6)
где К -т- - постоянньй коэффициент.
Сигнал uV, являющийся сигналом задания приращения скорости ножниц, подается на входы блоков 7 и 8 вычисления и задания скорости и пути ножниц. На выходе блока 7 сигнал зада- |ния скорости формируется в соответст- вии с выражением
VH, „ - AV,
На выходе блока 8, представляющего собой интегратор, сигнал рассогласования пути й формируется в соответ- ствии с выражением
i
ut 6lc Vp(t)dt-Jv(t)dt - .
- juVj(t)dt .
0
Под воздействием сигналов задания скорости и пути системы 1 отра- батьгоает заданное рассогласование пути uL, изменяя скорость ножниц по закону треугольника. При этом сигналом & j компенсируется стати
1212716
ческая и динамическая ошибка регулятора скорости.
В момент времени
L/
(9)
когда сигнал N на выходе интегратора 13 уменьшится до нуля, на втором выходе блока 9 переключений сигнал становится равным нулю, и ключ 10 закрывается. Сигнал дУц на выходе блока 12 при этом также стаио- рится равным нулю.
После завершения переходного процесса скорость ножниц синхронизируется со скоростью проката, а величина сигнала i.- на выходе блока 8 к моменту tj, окончания цикла порезки, соответствующему началу следующего реза, определяется в соответствии с выражениемС8)
ч 4
дг v(t)dt - J v(t)dt
25
30
(10)
(ii
(12)
5
Последний член выражения (10)
определяется с учетом (6) и (9) tn--tn/z
juV,(t)dt 2 .dt
in ч
9 4 AL t2
- -ET T uL,,
(13)
40
Подставляя (11) - (13) в выражение (10), получим
Л I, , д1.+Ь-Ь„„- L или с учетом
т ttс/п и П
(1) и (2):
45
Л.Ц
О
(14)
50
Из анализа работы предлагаемого устройства (6) видно, что максимальное значение приращения скорости ножниц соответствует времени
t
-«
и определяется вьфажением
V« 2kL
L.
(15)
55 откуда следует, что при 24 L/L,
А ц,, V,, ,т.е. при отработке больших значений рассогласования пути имеет место реверс электропривода. 3 известном устройстве npit указанном условии отработка величины А L осуществляется при трапецеидальной тахограмме летучих ножниц.
Величина потерь энергии в электроприводе при треугольной тахограмме является функцией величины &L и определяется выражением
q
16
Ч
Н.дь
(16)
где q - коэффициент, зависящий от параметров электропривода. Анализ выражений (16) показал, что величина потерь энергии при лЬ f предлагаемом и известном устройствах одинакова. При
L...... величина энергии в предки н
212716. дЬ
jnaraeMOM устройстве может быть как )ольше, так и меньше величины по- герь энергии в известном устройстве. 5 Количественная оценка может быть произведена только для конкретно заданного диапазона изменения величины U L.
Из выражения (14) внцно, что в 10 предлагаемом устройстве исключена ошибка в отработке заданного рассогласования пути, что позволяет повысить точность порезки проката на заданные длины. Кроме того, 15 устройство содержит сравнительно простые блоки, что снижает его стоимость и повьппает надежность работы.
Фиг.1
F3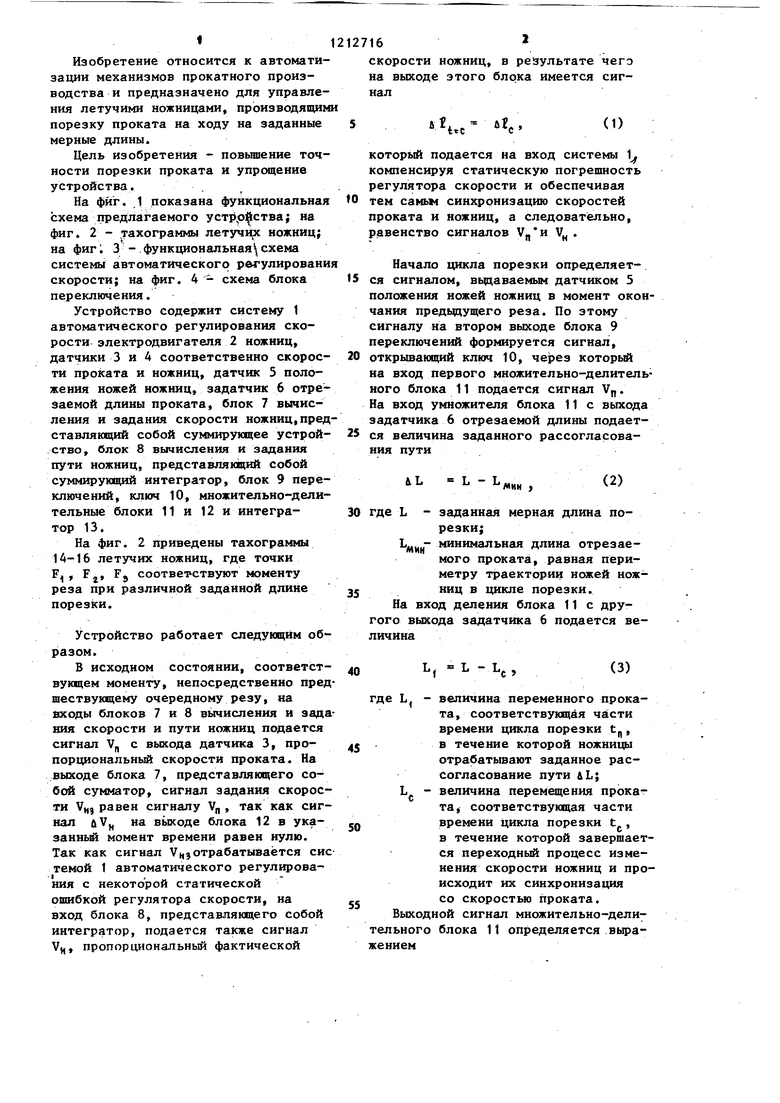

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство управления электроприводом летучих ножниц | 1990 |
|
SU1750868A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Способ управления электроприводом летучих ножниц | 1984 |
|
SU1228979A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
(ЛгЛТ/Гад
(втМШ
