(54) СИСТЕМА УПРАВЛЕНИЯ га ИВОДОМ ЛЕТУЧИХ НОЖНИЦ

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система для управления станом с порезкой проката на ходу | 1977 |
|
SU664768A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU657410A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU746418A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
1 ;
Изобретение ОТНОСИТСЯ к автоматизации прокатного производства, а именно :к устройствам для управления летучими :ножницами, осуществляющими отрезйние мерных длин движущегося проката. 5
Известна система управления приводом летучих ножниц, обеспечивающая близкий к оптима;льному по нагреву синусоидальный закон управления скоростью привода ножниц в периодах между 0 резами, содержащая блок синусоидального управления, датчики скорости и перемещения проката, датчик перемещения ножей и задатчик мерных длин
Недостатком данной системы является невысокая.точность отрезания мерных длин.
.Известна система управления приводом летучих ножниц, содержащая пос-20 ледовательно соединенные задатчик мерных длин, реверсивный счетчик, цифроаналоговый преобразователь, нелинейный элемент, блок управления приво.дом ножниц, а также датчики перемеие-25 ния ножей и реза, подключенные к двум вхолам реверсивного счетчика, датчикскорости проката, подключенный к блоку управления приводом нОжниц, датчик перемещения проката, под-30
ключей к реверсивному счетчику, и блок ойтимального управления, подключенйый к задатчику мерных длин, датчикам скорости и перемещения проката, датчику реза и к блоку управления приводом ножниц 2.
Недостатком данной системы явля- . ется пониженная точность отрезания мерных длин вследствие шунтирования блоком оптимального управленияпо мере приближения к зоне реза входа блока управления приводом ножниц со сто рЬны подключения нелинейного элеме нта. : Цель изобретения - повышение точноети отрезания мерных длин.
Для осуществления этой цели блок . оптимального управления подключен к датчику перемещения ножей и к цифроаналоговому преобразователю.
Блок оптимального управления содержит реверсивный счетчик, цифроаналоговый преобразователь, соединенный с ним, первый и второй сумматоры, соединенные с цифроаналоговым преобразователем, первый и второй управляемые ключи, соединенные сЪответственно с первым и вторым сумматорами, третий и четверт ый сумматоры, соединенные соответсвенно с первым и вторым управляемыми ключами, пятый сумматор делитель, соединенный с ним, квадратор, сбединенный с делителем и с цифроаналоговым преобразователем, источник постоянного напряжения, соединенный стб всеми пятью сумматорами, нуль-ор ган, соединенный с реверсивным счет- 5 чиком, и триггер, соединенный с нульорганом и с первым и вторым управляемыми ключами.- .
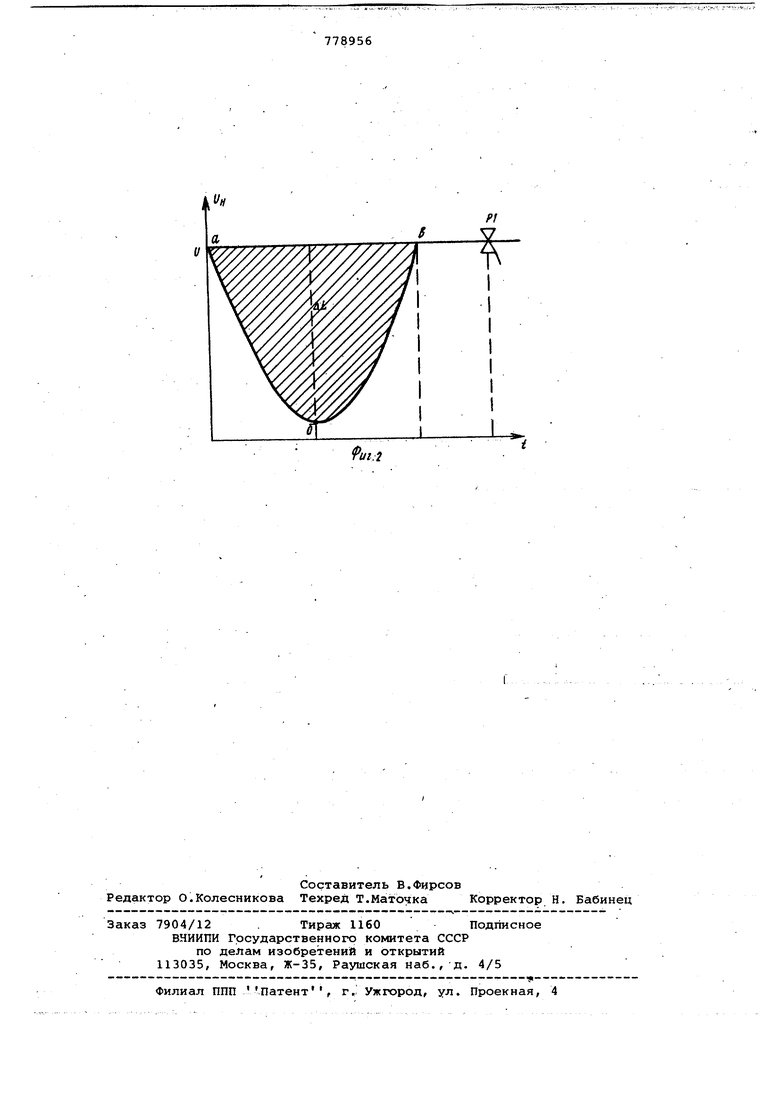
На фиг. 1 приведена функциональная схема с истемы; на фиг. 2 - график ско- Q остиг поясняющий её работу.
Летучие ножницы 1 с приводом 2 и гатчикаМи перемевдейия ножей 3 и реза 4 обеЬпечйв ют разрезание на мерные длины движущего(зй проката 5.Привод 2 подключ н К блоку б уп;равления приеШьм нЬжнйцУ Katopb управляется от поШедбватёлЬно соедйянбййых задатчика 7 мерных длин, реверсивного счетчика 8, цифроаяалогового преобрааователя 9, нелинейного элемента 10. С прокатом 5 свйзамыследяидае ролики: 11 с датчиками скорости 12 и перемещения 13 проката 5, подключены соответсФвенно к блоку б управлени я приводом йойсниц и к реверсивному 25 счетчику 8. К последнему также подключены датчики 3 и 4 соответственно Перемещения и реза. Блок 14 оптимального управления, которые akйсе управляет блоком управления 6 при- зО водом ножниц, содержи последовательно включенные реверсивный счетчик 15, .подключенный к задатчику 7 мерных длин, к датчикам 3,4й 13 соответст венно Перемещения ножей, реза и пере- j мещейия проката, цифроаналоговый преобразователь 16, параллельно соединенные по входу две цепи, каждая из которых состоит из последовательно включенных сумматоров (соответственно 17 18, управляемьзх ключей соответствен- 40 но 19, 20 и cybMatopOB соответственно 21, 22, выхода которых подключены соответственно к блоку 6 управления приводом ножниц и к цйфроамалоговому преобразователю 9. С задатчиком 45 7 связан также сумматор 23, последовательно соединенный с делителем 24, ко второму выгоду которого подключен датчик 12 скорости проката 5, и квадратором 25, выход 50 которого подключен ко второму входу цифроаналогового преобразователя 16. Со Вторыми входами сумматоров 17, 18, ,21,22 и 23 связан источник постоянногф напряжения 26, С . реверСивЙ ого счетчика 15 связан также нуль-орган 27, вьЬсОД которогб подклю.чен к пятому входу счетчика 15 и ко входу триггера 28, который по второму входу связан сдатчиком 4 реза, а ;, по выходам с управляемыми ключами 60 19, 2р. .
работа Сйстё№1 происходит слёдукадим образом.
В момент окончания реза (точка а на фиг. 2) по сигналу датчика 4 реза 65
в реверсивный счетчик 8 от задатчика 7 мерных длин вводится заданное рассогласование длины Xj Ju L U f
где L - заданная мерная длина разрезаемого пр01{ата 5; L,- периметр траектории вращения
ножей 1 в цикле реза. По этому же сигналу от .задатчика 7 в реверсивный с.чвтчик 15 блока 14 оптимального управления вводится число ttL/2f а также включается триггер 28 и соответственно управляемый ктпоч 19. Реверсивный счетчик 8 через цифРОаналоговый преобразователь 9 и нелинейный элемент 10 с параболической характеристикой выдает сигнал блоку . б управления.приводом ножниц для снижения скорости привода 2 летучих ножниц 1 с целью отработки рассогласования AL.
Реверсивный счетчик 15 блока 14 через цифроаналоговый преобразователь 16,первый сумматор 17,первый управ-1 ляемый ключ 19 и третий сумматор 21) выдает на вход блока б управления приводом ножниц 2 сигнал, бсуйествляющий регулирование его ускорения
и изменяющийся в соответствии с алгоритмом
в-« /V W&b Л
(.
ЗдесьА -Е - н - рассозЛасование длины,., списываницее в счетчике 15 введенное число -- и обрзуемое в счетчике 15 с помощью датчйка 13, измеряющего перемещение проката 5 - t и датчика-3, йзмеряющето перемещение 1.
Коэффициент К (. - ) выражении (1) образуется последовательно включёнными пятым сумматором 23, делителем 24 и квадратором 25, а его умножение на разность (-&.) осуществляется цифроаналоговым преобразователем 16 благодаря подключению к ето.аналогоj вому входу выгодного сигнала квадрд,тора 25.
Здесь V -скорость проката 5, измеряемая датчиком 12, сигнал которого подключается к первому входу делители 24; Lj| ЛЬ + L, - Lp - величина, подводимая Ко второму входу делителя 24 от сумматора 23, к которому гюдво цятся величины:д.L - от згщатчика 7 мерных длин, Ьц - L р- от источника постоянного напряжения 26; Lp - постоянная величина пути перемещения проката 5 при синхронном перемещении ноЖей 1 с прокатом 5 в зоне в - Р, фиг. 2; К - постоянная.
К сумматорам 17 и 21 от источника 26 подводится с противоположными знакамй ве.личины, пропорционгшьные максимальному ускорению привода 2 -6. Поэтому при включенном ключе 19 выходной сигнал сумматора 21 равен вы-j ходному сигналу цифроаналогового пре образователя 16. Этот сигнал подводится ко входу блока 6 управления приводом ножниц, которым регулируется величина ускорения привода 2.. Благодаря этому величина ускорения привода 2 изменяется в соответствии с алгоритмом (1), а его скорость V изменяется по близкому к оптимальному синусоидальному закону. В точке cf (фиг. 2) наступает равентсвол.- - ,. счетчик 15 списывается на нуль, становятся нулевыми выходы цифроаналогового преобразоват ля 16, сумматора 21 и прекращается изменение скорости V|, привода 2. Для последующего увеличения ско,рости Vy (зона б-в, фиг. 2) знак ускорения привода 2 должен стать пол жительным, т.е. привод должен начать разгоняться. Изменение знака ускорения 6 возможно, если в точйе б, фиг, уменьшить входной йигнал блока б управления приводом ножниц со стороны нелинейного элейен та 10,.- U.V, пос кольку этот сигнал противопбложен по знаку сигналу V от датчика 12 скорос ти проката . При нейзмейнрй.настрой ке цифроаналоговогК преобразрватёй} paccorjtacoBaHHe ьЬ отрабатгывается с прмощьк регулятора пр;1ож ния ножей. . (звеньй 8-10) по треугольному графику ,при котором перепад скорости при вода 2 в точке б, фиг.2 лУ превышае перепад скбростй При синус6 ;цЙЗГ:1)ном графике в этой точке. .Поэтому is точке б, фиг, 2, вёлйчйна.сиМЙла йа выходе нелинейного элемента 10 - дУ больше, чём это необходимо. Для реверса ускорения привода 2 в точке бт-фйг. 2,йуль-органом 27,: срабаты.вающем при нулевом выходе c.4et чика 15, отключается триггер 28 и CPU йетственно отключается. перЭйй клю 19 и включается второй клкзч 20. При этом выход цифроаналогового прёрбразРватеЛя 16 переключается ср вхрда блока б управления приводом ножниц на вход цифроаналогового преобраэрвателяЭ и начинается изменение йастррйкк последнего. Поскольку ко вторым входам вторргч и четвертого сумматоров 18, 22 подводятся с противоположными знаками единичные сигналы от источника 26, при включении ключа 20 сигнал чет вертого сумматора 22 становится равным выходному сигналу цифроаналоговргр прербразрвателя 16, При срабатывании нуль-органа. 27 по дается также сигнал на вход реверсив нргр счетчика 15, по которому в счетчик 15 вводится часло - , а счетные входы счетчика 15 переключаются со списывания на увелич.ение введенного , т.е. счетчик 15 переходит в режим измерения текущего рассогласования A.t В-6ц. Поскольку при неизменной настройке, цифроаналогового преобразователя 9в зоне а-б, фиг. 2, на выходе нелинейного элемента 10 с параболической характеристикой образуется сигнал fliV, соответствующий алгоритму VAL -дЕ , то при подключении второго выхода блока.14 оптимального управления к аналоговому входу цифроаналогового преобразователя 9 на выходе нелинейного элемента 10 образовывается сигнал ду соответствейнр алгоритму V -i/ дь -ле. . -. . ТР при подключений втррргр.. выходе блока 14 оптимального управления к аналоговому вхдду цйфроанаЛрГРвРГР rijSeoepaзрвателя 9 на выходе нёлинейногр элемента 10 Рбразрвьюаетсй-сигнал ДУ ср ртветсвевно алгоритмуг ( -ле ) W ИзменШйе эгадВййцёгр сйгнала iV на входе блР1са 6 управления приводом в сортс-вётстайй;.с алгю Е5И7Мом (3) в зоне б-зв, фиг. 2, такяс1Э Рбеспечивает из- Мёнёнйё е1«ррос й прйврда; V в этрй зрне по сзйнуорйдалыному закону. Управлёйиё приводом 2 по алгоритму (3) в stPHe й-б фиг. 2, невозможrio, йЪскРйьйу в точке а текущее рас- . Ъогласрванйе дпины лЕ- О, и сигнал 4V U, т.е. отработка -заданного рассргласРвания лL оказалась бы невозможно -., -;. в точке б, фиг. 2, наступает равенство д дЬ, т.е. заданное рассргласрва ие длимы дь приводом 2 отработано и, как следует из выражения (3), сигнал ikV становится нулевым. Приведу 2 задается синхррнная с прокатом скорость. Если в Трчке € , фиг. 2, заданное рассогласРванйё д отработано с ошибкой, т.е. it ф L , то регулятор прложения йржей (звенья 8-10) может от:рабатывать рШйбку е « лЬ-л. и при достижений йажима скорости npoKata V. При atPM точность отрезания мерных длин повышается. В трчке Р, фиг. 2, происходит отрезание мерной длины и далее цикл повторяется. Таким образом, благодаря подключению блока оптимального управления к датчику перемещения ножей и к цифроаналоговому преобразователю, а также новой схеме. блока оптимальнрго управлейия достигается повышение точности отрезания мерных длин. Формула изо.бретения 1. Система управления приводом ле-, учих ножниц, содержащая последовательр соединенные задатчик мерных длин. .реверсивный счетчик, цифрсаналоговый преобразователь, нелинейный элемент, блок управления приводом ножниц, а также датчики перемещения ножей и реза, Подключенные к двум входам реверсивного счетчика, датчик скорости и Проката, датчик перемещения проката, когорый подключен к реверсивному счет чику, и блок оптимального управления, подключенный к задатчику мерных длин, датчикам скорости и пе емещення проката, датчику реза и блоку управления приводом ножниц, отличающ а я с я тем, что, с целью повышения точности отрезания мерных длин, блок оптимального управления подклю чен к датчику перемещения и к цифроаналоговому преобразователю, 2, Система по п. 1, отличаю щ а я с я тем, что блок оптимального .управления содержит реверсивный счет 1ик, цифррана1лсговый преобраэователь, соединённый и ним, пе1эвый и второй су маторы, соединенные с дифроаналоговым преобразователем, первый и второй управляемые ключи, соединенные соответст зённо с первым и вторым сумматорами, третий и четвертый сумматоры, соединенные соответственно с первым и вторым управляемым ключом, пятый cyNwaTop, делитель, соединенный с ним, квадратор, соединенный с. делителем и с цифроаналоговым преобразователем, Источник постоянного напряжения, соеданенный со исеми пятью сумматорами, нуль-орган, соединенный с реверсивнь м счетчиком, и триггер, соединенный с нуль-органом и. с первым.и вторым управляемыми ключами. Источники информации, принятые во внимание .при экспертизе .1. Патент США 3581613, кл.83-76, 1971. . 2. Авторское свидетельство СССР по Зайвке 2476049/27, кл. В 23 D 25/16, .;,. ,. V -..-.- ,
