Изобретение относится к машиностроению, а именно к автоматизации механизмов прокатного производства, и предназначено для управления электроприводом летучих ножниц, производящих порезку проката на ходу на заданные мерные длины.
Известно устройство для управления летучими ножницами, работающими в режиме непрерывного вращения, которое содержит датчики перемещения проката и ножей ножниц, реверсивный счетчик и другие элементы. В нем реализована цифроа- налоговая система регулировки скорости двигателя в соответствии с заданной длиной порезки.
Недостатками этого устройства являются низкая точность и качество порезки листа, обусловленные несоответствием
скорости проката и линейной скорости ножей ножниц в момент реза, а также погрешность аналогового регулирования скорости.
Известно устройство управления летучими ножницами, представляющее собой сложное цифроаналоговое устройство, содержащее блоки согласования по положению и скорости, а также блоки коррекции. Устройство фиксирует ошибку в длине порезки, сравнивает ее с допуском и при необходимости приступает к ее устранению.
Недостатком указанного устройства является его сложность, а также недостаточная точность порезки, вызванная медленным процессом, устранения ошибки в длине.
Известно устройство, содержащее систему автоматического регулирования скороЯ
о
00
сь
00
сти электродвигателя летучих ножниц, датчики скорости и положения ножей ножниц, датчик скорости полосы, задатчик отрезаемой длины, первое и второе множительно- делительные устройства, первый и второй интеграторы, первый и второй компараторы, логические элементы НЕ, ИЛИ и ключ. С помощью устройства реализуется оптимизированная трапецеидальная тахограмма летучих ножниц, обеспечивающая минимум потерь электроэнергии в якорной цепи электродвигателя летучих ножниц, в результате ножи ножниц проходят в обратном направлении путь, величина которого зависит от отрезаемой длины, но не может превы- шать длину полной траектории движения ножей в течение одного цикла порезки. Это обстоятельство ограничивает максимальную длину порезки, что является недостатком устройства-прототипа.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности расширения диапазона отрезаемых длин.
Для осуществления этой цели в устрой- ство управления электроприводом летучих ножниц, содержащее систему автоматического регулирования скорости электродвигателя ножниц, соединенные с валом ножниц датчики скорости и положения но- жей, датчик скорости перемещения полосы, задатчик отрезаемой длины, имеющий пять выходов, сигналы которых линейно зависят от заданной длины, первый и второй множи- тельно-делительные блоки, первый и второй интеграторы, первый и второй компараторы, ключ, логические элементы НЕ и ИЛИ, первый и второй входы последнего соединены соответственно с выходом элемента НЕ и с выходом второго компаратора, а вы- ход подключен к управляющему входу ключа, выход которого соединен с входом второго интегратора, управляющий вход которого соединен с выходом второго компаратора, а выход подсоединен к входу умножения второго множительно-делитель- ного блока, выход которого подключен к первому входу системы автоматического регулирования скорости электродвигателя, второй вход которого соединен с выходом датчика скорости ножей ножниц, а третий вход подключен к выходу скорости перемещения полосы и к первому входу первого множительно-делительного блока, выход которого соединен с первым входом второ- го множительно-делительного блока и с входами ключа и первого интегратора, выход которого подключен к первым входам второго и первого компаратора, выход которого подсоединен к входу элемента НЕ, а
выход датчика положения ножей ножниц соединен с входами сброса первого и второго интеграторов, дополнительно введены третий компаратор, задатчик констант и блок коммутации сигналов, состоящих из пяти ячеек, каждая из которых имеет два входа и один выход, а задатчик отрезаемой длины снабжен шестым и седьмым дополнительными выходами, сигналы которых функционально зависят от заданной длины, при этом первый выход задатчика констант подключен к первому входу третьего компаратора, второй выход соединен с входом задатчика отрезаемой длины, третий выход подключен к вторым входам первой и второй ячеек блока коммутации сигналов, четвертый выход подсоединен к второму входу пятой ячейки блока коммутации сигналов, первые входы первой, второй, третьей, четвертой и пятой ячеек блока коммутации сигналов соединены соответственно с первым, вторым, третьим, четвертым и пятым выходами задатчикз отрезаемой длины, вторые входы третьей и четвертой ячеек блока коммутации сигналов подключены соответственно к шестому и седьмому выходам задатчика отрезаемой длины. Выходы первой и второй ячеек блока коммутации сигналов соединены соответственно с входами умножения и деления первого множительно-делительного блока, выходы третьей и четвертой ячеек блока коммутации сигналов подсоединены к вторым входам соответственно первого и второго компараторов, выход пятой ячейки блока коммутации сигналов подключен к входу деления второго множительно-делительного блока, а управляющий вход блока коммутации сигналов соединен с выходом третьего компаратора, второй вход которого подсоединен к первому выходу задатчика отрезаемой длины.
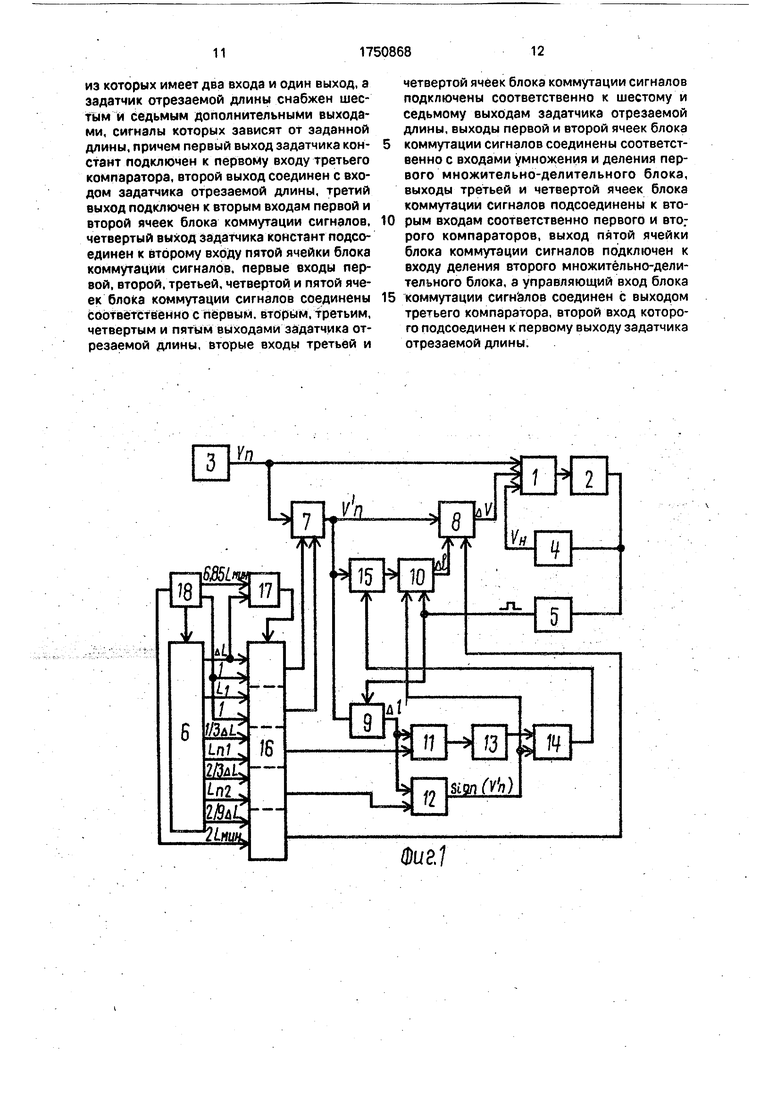
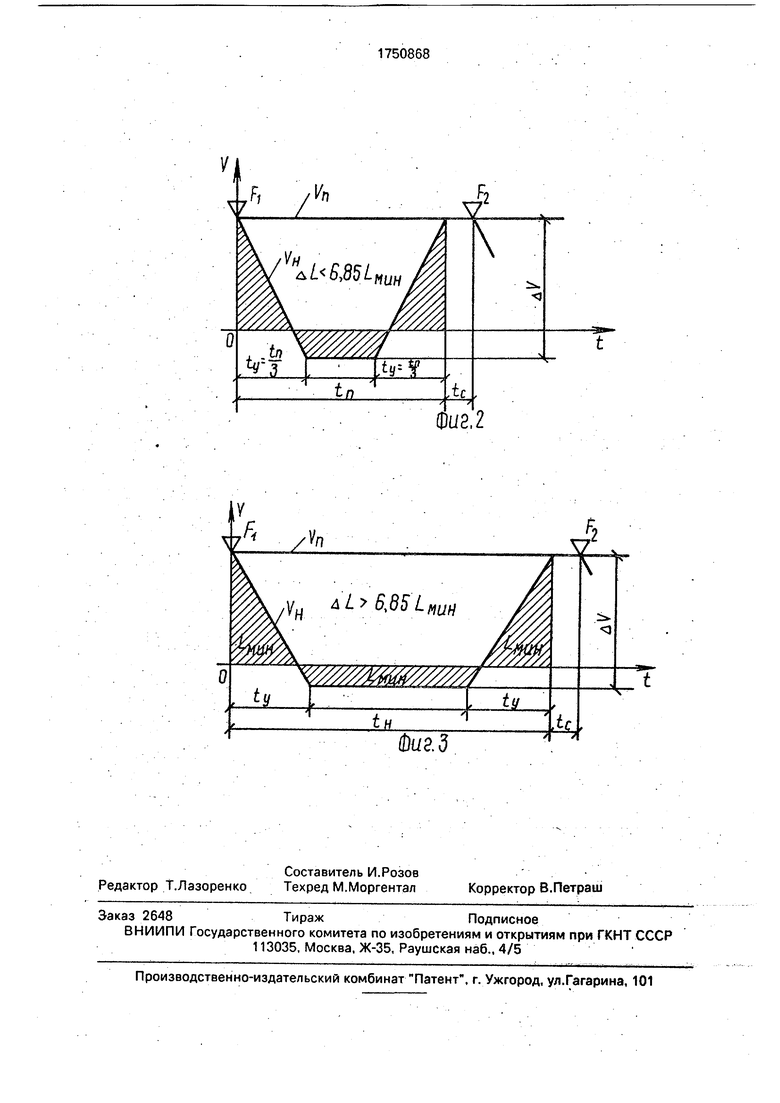
На фиг. 1 показана функциональная схема устройства; на фиг 2 и 3 - тахограммы летучих ножниц.
Устройство содержит систему 1 регулирования скорости электродвигателя 2 летучих ножниц, датчики 3 и 4 соответственно скорости перемещения полосы и ножей ножниц, датчик 5 положения ножей ножниц (датчик реза), задатчик 6 отрезаемой длины, первый 7 и второй 8 множительно-делитель- ные блоки, первый 9 и второй 10 интеграторы, первый 11 и второй 12 компараторы, логические элементы НЕ 13 и ИЛИ 14, ключ 15. блок 16 коммутации сигналов, состоящий из пяти ячеек, каждая из которых имеет два входа и один выход, третий компаратор 17 и задатчик 18 констант.
Устройство работает следующим образом.
Датчик 3 скорости перемещения полосы и датчик А скорости ножей ножниц формируют для системы 1 автоматического регулирования скорости основные сигналы задания Vn и обратной связи VH по скорости, а остальная часть устройства предназначена для выработки дополнительного сигнала задания Л V скорости, формирующего оптимизированную в части потерь энергии в якорной цепи двигателя трапецеидальную тахограмму летучих ножниц в промежутках времени между очередными резами.
Снижение тепловых потерь обусловлено следующим. Условие отработки заданного рассогласования, соответствующего требуемой длине порезки, при любой трапецеидальной тахограмме ножей летучих ножниц имеет вид: Д L А V ty +Д V(tn - 2ty) A V(tn - ty , (1)
где A L - Lo - рассогласование по пути ножей ножниц и полосы;
Цз - заданная длина порезки полосы;
LO - длина пути, проходимого ножами ножниц за один оборот (от реза до реза);
tn Li/Vn (La - U)/Vn - время движения ножей ножниц с пониженной скоростью;
Li - путь, проходимый полосой за время tn;
Ц - участок пути, проходимый ножами ножниц на синхронной с полосой скорости, в конце которого осуществляется разрезание полосы;
ty A V/B - время движения ножей ножниц с ускорением,
При этом величина ускорения связана с величиной перепада скорости Д V соотношением:
AV2
В
(2)
(3)
AV-tn AL откуда перепад скорости определяется выражением
- 0-v77±Ap.
b-t
Так как ток двигателя пропорционален ускорению, то потери за цикл при трапецеидальной тахограмме определяются выражением
(4)
Q qb 2ty 2qb- AV,
где q - коэффициент пропорциональности, определяемый электромеханическими параметрами привода.
При подстановке соотношения (2) в (4) получим
0
5
AV3
Q-2« Avt-AL -®
Функция (5) имеет экстремум по Д V и
для определения оптимального значения
Д V берем производную и приравниваем ее
к нулю:
d.Q -on.(AV-th -Др-ЗАУ . -2q(AV-tn-AL)2
(6) Решение уравнения (6) дает:
AV-3Ј..(7,
Подстановка выражения (7) в (2) дает оптимальное значение ускорения привода:
ДУ2 9AL AV-tn-AL 2tn При этом время движения привода с
В
.(8)
20
45
50
ускорением составляет
t ,Q,
гУ--гГ-у 9
Из анализа соотношения (7) следует, что перепад скорости равен скорости полосы 25 ( А V Vn), т. е. имеет место останов привода, при выполнении условия:
A L 2(Lo U) 2Ц,ин,(Ю)
где LMMH LO - Ц - длина пути движения ножей с пониженной скоростью. „ 30 В случае, если AL 2LMHH, имеет место реверс привода.
Очевидно, что полный пуль движения ножей ножниц с пониженной скоростью всегда равен величине LMHH и представляет 35 собой алгебраическую сумму заштрихованных на фиг. 2 или 3 площадей. Чтобы исключить возможность реза при движении ножей ножниц в обратном направлении максимальный путь, проходимый ножами при ре- 40 верее, путь торможения и путь разгона, каждый из этих путей также должен быть равен величине LMHH.
Граничное значение величины A L, соответствующее пути торможения ножей со скоростью Vn до нуля и равное величине LMMH, можно определить из соотношения V2n 2BLMMH(11)
путем подстановки в него соотношения (8), а также принимая во внимание, что
Vn Li + Lo-Lc AL.+ LMnH
tntntntn
(12)
При этом получаем квадратное уравне- 55 ние
AL2-7-AL-UnH+linH 0. (13) решение которого имеет вид:
A Up 1-мин(3.5 + У-) 1 25) 6,85 LMHH (14)
опущен из физических соображений.
При этом граничное значение отрезаемой длины определяется выражением:
La.rp Lo + Д Lrp LMKIH + Lc + 6,85 LMHH
7,85 1мин + U(15)
и является максимальным значением длины отрезаемых листов для устройства прототипа. Тахограмма движений ножей ножниц при AL ДЦр приведена на фиг. 2, где точками FI и F2 обозначены моменты окончания реза.
В данном устройстве в отличие от прототипа длина порезки не ограничена. При длине порезки L3 La.rp величина ускорения определяется из выражения (11) и равна
В
Значение перепада скорости Д V определяется из выражения (3) при подстановке в него (16):,
AV Vn(Ll -8 AL-L.HH) (1)
v4 LMHH
Время движения ножей с ускорением:
ty-nr O V1 .(18)
Величина перемещения полосы за время ty движения ножей с ускорением:
16 проходят соответственно сигналы Li, Д L/3, 2 х Д1/3, 2 х Д L/9. В исходном состоянии, соответствующем моменту завершения предыдущего реза, по импульсному
5 сигналу датчика 5 положения ножей ножниц интеграторы 9 и 10 устанавливаются в нулевое состояние и с этого момента начинается отсчет времени при определении выходных сигналов интеграторов.
10 В первой фазе тахограммы (торможе: ние) выходные сигналы компараторов 11 и 12 соответствуют О. Во второй фазе тахог- рамм (движение на постоянной пониженной скорости) выход компаратора 11 соответст15 вует 1, а выход sign (V n) компаратора 12- 0. В третьей фазе тахограммы (разгон) выходы обоих компараторов соответствуют (16)-г.
К концу первой фазы выходной сигнал 20 интегратора 10 составляет величину
AI V1nt vfrAj- AL. Li AL
25
/ ц -.
Vn Li 3Vn 3
(21)
Vndt Vn ty НуГ1 B AL-Um)
Ј i 2
30
tf
Это значение сохраняется на выходе интегратора 10 на протяжении всей второй фазы тахограммы в результате блокирования ключа 15 выходными сигналами компараторов 11 и 12.
Такое же значение к концу первой фазы имеет и выходной сигнал интегратора 9, который на выходе первого компаратора 11 сравнивается с сигналом AL/3, поступающим с выхода третьей ячейки блока 16 коммутации сигналов. В результате на выходе компаратора 11 появляется 1, соответствующая моменту перехода от первой к второй фазе тахограммы.
(19)
Величина перемещения полосы за время от начала торможения до начала разгона:
Ln2 Д ty Vndt Vn(tn - ty)
Jrl(1+V1 S-AL-UMH )(20)
L
Тахограмма движения ножей при AL ДЦр приведена на фиг. 3.
Рассмотрим работу устройства в цикле порезки.
Перед началом порезки на первом, втором, третьем и четвертом выходах задатчи- ка 18 констант формируются сигналы 6,85 х LMHH. LMVW, 1 и 2 х LMHH соответственно, а на первом, втором, третьем, четвертом, пятом, шестом и седьмом выходах задатчика 6 отрезаемой длины формируются сигналы Д L, Li, AL/3, 2Д L/3. 2 Д L/9, Ui, Ut2 соответственно.
В случае, если AL 6,85 х LMHH, на выходе третьего компаратора 17 формируется сигнал Г, который подается на управляющий вход блока 16 коммутации сигналов. В результате с выхода задатчика 6 отрезаемой длины на выходы первой, второй, третьей, четвертой и пятой ячеек блока
AI V1nt vfrAj- AL. Li AL
5
/ ц -.
Vn Li 3Vn 3
(21)
0
5
0
5
Это значение сохраняется на выходе интегратора 10 на протяжении всей второй фазы тахограммы в результате блокирования ключа 15 выходными сигналами компараторов 11 и 12.
Такое же значение к концу первой фазы имеет и выходной сигнал интегратора 9, который на выходе первого компаратора 11 сравнивается с сигналом AL/3, поступающим с выхода третьей ячейки блока 16 коммутации сигналов. В результате на выходе компаратора 11 появляется 1, соответствующая моменту перехода от первой к второй фазе тахограммы.
К концу второй фазы выходной сигнал первого интегратора 9 становится равным величине
A| Vnt Vn-Aj-
V . д. Vn LT
(22)
Выходной сигнал интегратора 9 на входе второго компаратора 12 сравнивается с сигналом 2 Д L/3, поступающим с выхода четвертой ячейки блока 16 коммутации сиг- калов. Появление при этом на выходе sign (V n) компаратора 12 логической единицы соответствует моменту перехода от второй к третьей фазе тахограммы, в которой ключ 15 вновь открывается, а сигнал V n на входе второго интегратора 10 инвертируется и его выходной сигнал ДI начинает уменьшаться, чем обеспечивается разгон привода в третьей фазе тахограммы
Выходной сигнал второго множитель- но-делительного блока 8 для первой фазы имеет вид1
AU, .Д1. 9
AV Vnтг тг1
9-AL-VS
t о t
2-L
2-t2n
что соответствует величине ускорения согласно выражению (8).
Значение уровня снижения скорости летучих ножниц на участке движения с постоянной скоростью можно получить путем подстановки в выражение (23) значения текущего времени t tn/3:
AV 3Јk(24)
что соответствует выражению (7).
В случае, если A L 6,85 х мин, на выходе третьего компаратора 17 возникает сигнал О, в результате чего с третьего выхода задатчика 18 констант на выходы первой и второй ячеек блока 16 коммутации сигналов проходит сигнал 1, а на выходы третьей,, четвертой и пятой ячеек блока 16 проходят сигналы соответственно Lni, Ln2 с шестого и седьмого выходов задатчика 6 отрезаемой длины и сигнал 2 с четвертого выхода задатчика 18 констант. В остальном работа устройства аналогична описанной выше.
К концу первой фазы выходные сигналы интеграторов 9 и 10 составляют величину:
-(1-v7imS
L
V«-vV
SAL-LMHH L
а выходной сигнал второго множитель- но-делительного блока 8 для первой фазы имеет вид:
AV ,jЈ- t,(26)
t- l-мин - ° L-мин
что соответствует величине ускорения согласно выражению (16).
К концу второй фазы выходной сигнал первого интегратора 9 равен величине:
Al V nt Vn(tn-ty)
-T tn-TO -Vi 8AL-Un tn2L
(25)
уО + V1 .. SAL-L T) L
Значение уровня снижения скорости на участке движения с постоянной скоростью получим, учитывая (26) и (18)
5 ду,-}Ј .ь -угБАТ-Т Г)
JL LMMH
10
15
20
25
30
35
/ .м М 8 Ди LMHHfr,a
- Vn (28)
4 LMIIH
что соответствует выражению (17).
Таким образом, данное устройство позволяет расширить технологические возможности за счет существенного расширения диапазона отрезаемых длин.
Формула изобретения
Устройство управления электроприводом летучих ножниц, содержащее систему автоматического регулирования скорости электродвигателя ножниц, соединенные с валом ножниц датчики скорости и положения ножей, датчик скорости перемещения полосы, задатчик отрезаемой длины, имеющий пять выходов, сигналы которых линейно зависят от заданной длины, первый и второй множительно-делительные блоки, первый и второй интеграторы, первый и второй компараторы, ключ, логические элемент НЕ и логический элемент ИЛИ, первый и второй входы которого соединены соответственно с выходом элемента НЕ и с выходом компаратора, а выход подключен к управляющему входу ключа, выход которого соединен с входом второго интегратора, управляющий вход которого подсоединен к
выходу второго компаратора, а выход подключен к входу умножения множительно-де- лительного блока, выход которого соединен с первым входом системы автоматического
лп РегУлиР°вания скорости электродвигателя ножниц, второй вход которой подсоединен к выходу датчика скорости ножей ножниц, а третий вход подключен к выходу датчика скорости перемещения полосы и к первому . входу множительно-делительного блока, выход которого соединен с первым входом второго множительно-делительного блока и с входами ключа и первого интегратора, выход которого подсоединен к первым входам ,. второго и первого компаратора, выход которого подключен к входу элемента НЕ, а выход датчика положения ножей ножниц соединен с входами сброса первого и второго интеграторов, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения возможности расширения диапазона отрезаемых длин, оно снабжено третьим компаратором,
задатчиком констант и блоком коммутации сигналов, состоящим из пяти ячеек, каждая
из которых имеет два входа и один выход, а задатчик отрезаемой длины снабжен шестым и седьмым дополнительными выходами, сигналы которых зависят от заданной длины, причем первый выход задатчика констант подключен к первому входу третьего компаратора, второй выход соединен с входом задатчика отрезаемой длины, третий выход подключен к вторым входам первой и второй ячеек блока коммутации сигналов, четвертый выход задатчика констант подсоединен к второму входу пятой ячейки блока коммутации сигналов, первые входы первой, второй, третьей, четвертой и пятой ячеек блока коммутации сигналов соединены соответственно с первым, вторым, третьим, четвертым и пятым выходами задатчика отрезаемой длины, вторые входы третьей и
четвертой ячеек блока коммутации сигналов подключены соответственно к шестому и седьмому выходам задатчика отрезаемой длины, выходы первой и второй ячеек блока
коммутации сигналов соединены соответственно с входами умножения и деления первого множительно-делительного блока, выходы третьей и четвертой ячеек блока коммутации сигналов подсоединены к вторым входам соответственно первого и вто.- рого компараторов, выход пятой ячейки блока коммутации сигналов подключен к входу деления второго множительно-делительного блока, а управляющий вход блока
коммутации сигналов соединен с выходом третьего компаратора, второй вход которого подсоединен к первому выходу задатчика отрезаемой длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Устройство для управления летучими ножницами | 1984 |
|
SU1212716A1 |
| Способ управления электроприводом летучих ножниц | 1984 |
|
SU1228979A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU746418A1 |
| Система управления профилегибочным агрегатом | 1981 |
|
SU952394A1 |
Использование: управление электроприводом летучих ножниц, производящих порезку на ходу проката на заданные мерные длины. Сущность изобретения: устройство в зависимости от заданной длины порезки формирует два вида оптимизированных трапецеидальных тахог- рамм ножниц, соответствующих минимуму потерь энергии в якорной цепи электродвигателя. При длине порезки, не превышающей некоторой граничной величины, промежутки времени торможения и разгона составляют одну треть времени движения ножей на пониженной скорости. Если длина порезки превышает граничную величину, формируется тахограмма, в которой обеспечивается равенство путей ножей ножниц при торможении, реверсе, разгоне и движении на пониженной скорости. Это достигается путем соответствующего выбора коэффициентов, определяемых заданной длиной порезки и конструкцией ножниц. 2 ил. & И
3
Уп .
1
xh
7V
у
р
аа:
Lnl
ЖЕ ГпГ
Ш LHUH
16
ь 9
Т-
8
4
Ун
V
15
10
А /v t
-л.
5
№
И
/3
Щ
Т-
/2
амМ)
Фиг
7
F,
/
Vn
Ун
&L 6Ј5LMUH
О
,
.У з
tn
7
/V
/Vn
,85L
о
, ty
V
ь
о
Ли
vF2,
мин
t
y
tw
.tc
ФигЗ
| Устройство для управления летучими ножницами,работающими в режиме непрерывного вращения | 1983 |
|
SU1107970A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ управления электроприводом летучих ножниц | 1984 |
|
SU1228979A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
