На нем смонтирован поводок 20 с осью 21. Через механизм 22 поворота БЦ вал 19 связан с приводом. На стой ке 17 установлена ось 24 с возможностью возвратно-поступательного перемещения вдоль собственной оси. На скальчатых направляющих С 2 установлен стол 2.8. На С 2 посредством смон тированного в ее верхней части кронштейна 1 и установленного на нем балансира установлена плита 4 с боко выми упорами 5 и размещенными между ними захватами 6. Каждый захват выполнен в виде щарнирно укрепленной одним концом на плите 4 штанги, имеющей штифты и выполненной со сквозным поперечным отверстием. В нем размещены с возможностью осевого перемещения для подпру;киненных друг
1
Изобретение относится к подъемно- транспортному машиностроению, в частности к кантователям блоков цилиндров автомобиля, и является усовер- щенствованием устройства по авт. св. № 1036635.
Целью изобретения является расширение технологических возможностей кантователя путем совмещения операций кантования и выпрессовки гильз блоков цилиндров.
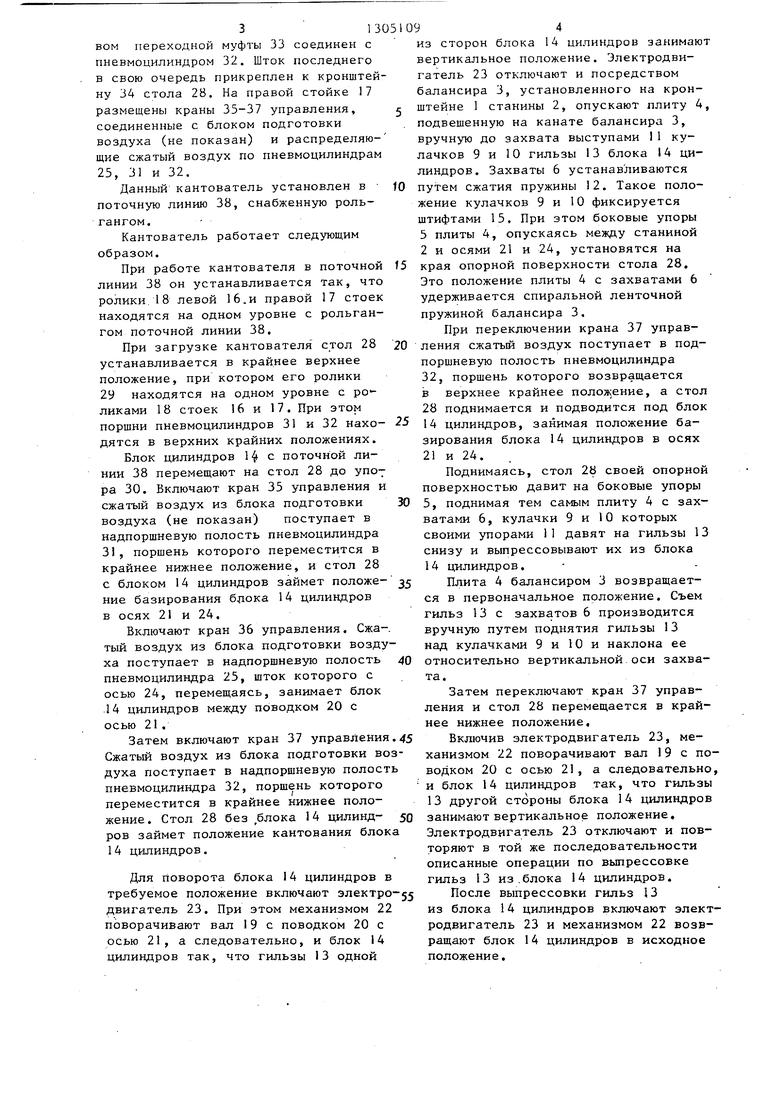
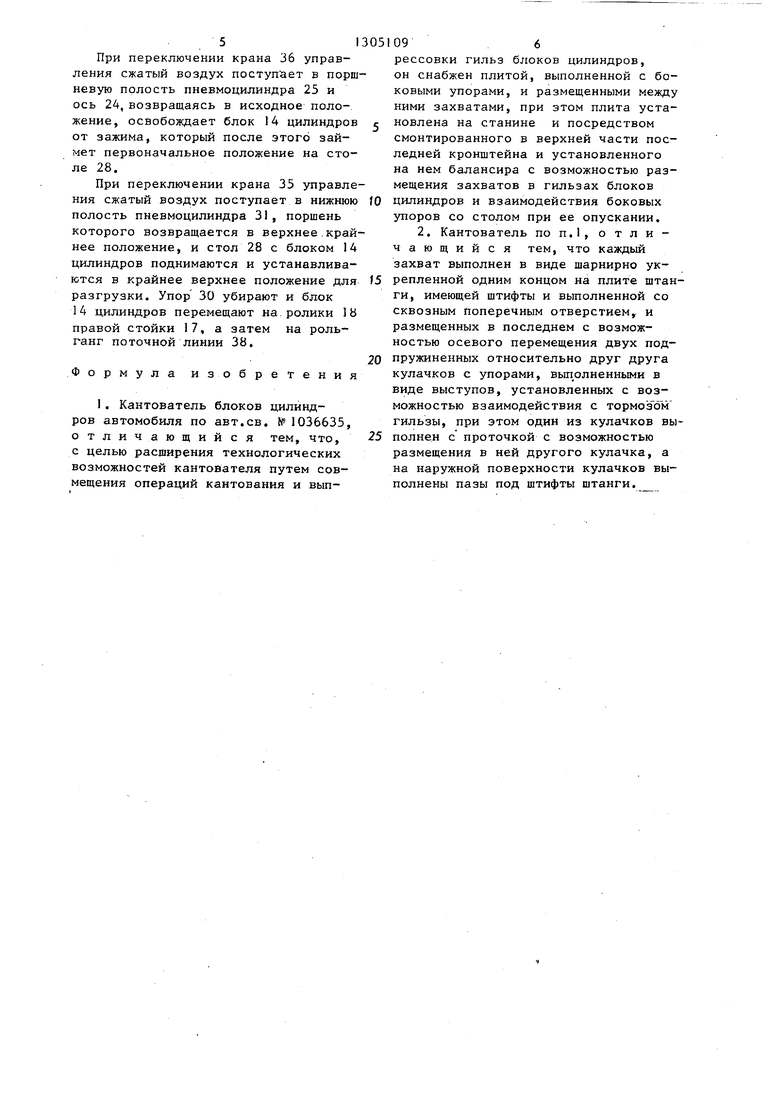
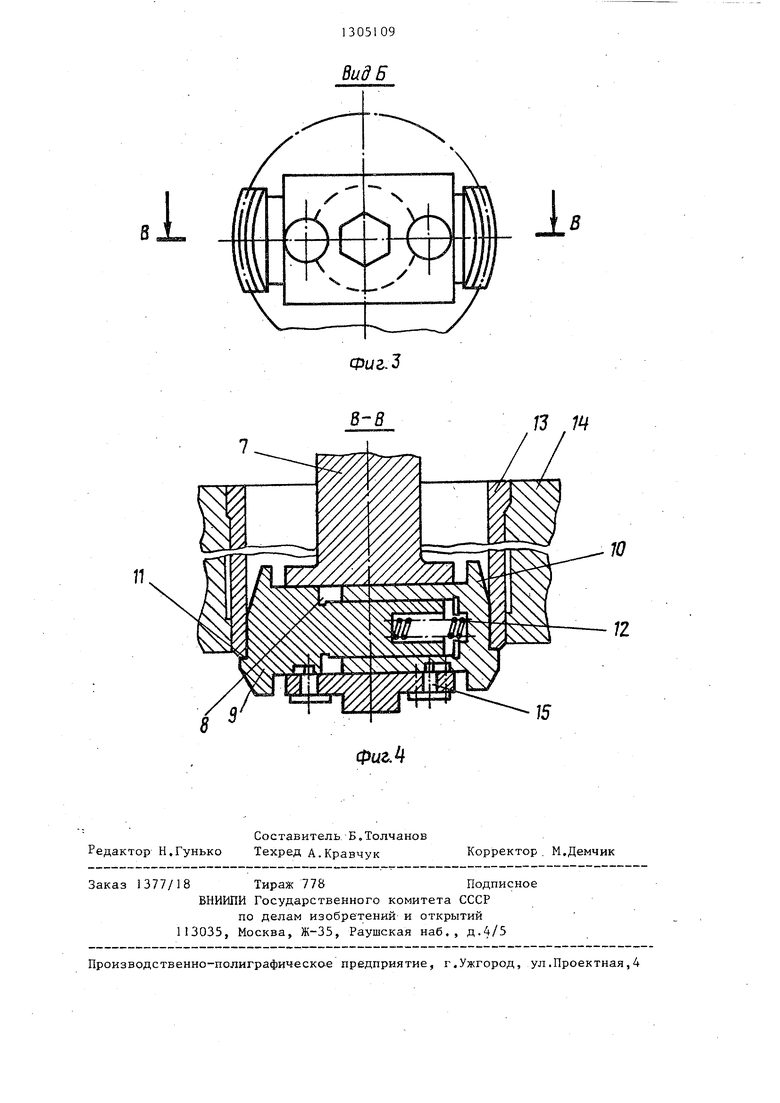
На фиг.1 изображено устройство,«г общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез Б-В на фиг.З.
Кантователь блоков цилиндров автомобиля имеет кронштейн 1 в верхней части станины 2 с установленным на нем балансиром 3, к которому подвешена плита 4, выполненная с боковыми упорами 5, между которым размещены четыре захвата 6, Последний имеет корпус 7, выполненный в виде штанги, один конец которой шарнирно укреплен на плите 4, а другой имеет сквозное поперечное отверстие 8, в котором размещены с возможностью осевого перемещения два кулачка 9 и 10 с упором П. При этом кулачки 9 и 10 подпружинены между собой пружиной 12. Упор 11 выполнен в виде радиального выступа, взаимодействую05109
относительно друга кулачка (к) с упорами в виде выступов. Один из К выполнен с проточкой с возможностью размещения в ней другого К. На наружной поверхности К выполнены пазы под штифты штанги. При работе БЦ базируется в осях 21 и 24. Поворачивают вал 19 с поводком 20 и осью 21, а следовательно, и БЦ, так, чтобы гильзы одной из сторон БЦ заняли вертикальное положение. Опускают плиту 4 до захвата выступами К гильзы. Упоры 5 упираются в поверхность стола 28. При подъеме стола 28 он давит на упоры 5, поднимая плиту 4 с захватами 6. Упорами К давят на гильзы снизу и выпрессовывают их из БЦ. 1 3.п. ф-лы, 4 ил.
щего с гильзой 13 при выпрессовке ее из блока 14 цилиндров. Кулачок 9 цилиндрической направляющей входит в расточку кулачка 10.
На наружной цилиндрической поверхности кулачков 9 и 10 выполнены пазы, в которые входят штифты 15, установленные в теле корпуса 7 и удерживающие кулачки 9 и 10 от углового и
осевого смещений.
Станина 2 имеет левую 16 и правую 17 стойки, опорные поверхности которых выполнены с роликами 18. На левой стойке 16 установлен вал 19,
на котором смонтирован поводок 20 с осью 21, Вал 19 через механизм 22 поворота блока цилиндров 14 связан с приводом в виде электродвигателя 23. На правой стойке 17 установлена
ось 24,- закрепленная на щтоке пнев- моцилиндра 25, который сообщает ей возвратно-поступательное движение вдоль собственной оси. Станина 2 6ы- полнена с кронштейном 26, скальчаты- ми направляющими 27, на которых установлен стол 28. На опорной поверхности стола 28 установлены ролики 29 и упор 30. Стол 28 имеет индивидуальный привод, состоящий из двух
пневмоцилиндров 31 и 32, Ьа кронштейне 26 станины 2 укреплен пневмо- цилиндр 31, шток которого посредст
BOM переходной муфты 33 соединен с пневмоцилиндром 32. Шток последнего в свою очередь прикреплен к кронштейну 34 стола 28. На правой стойке 17 размещены краны 35-37 управления, соединенные с блоком подготовки воздуха (не показан) и распределяющие сжатый воздух по пневмоцилиндрам 25, 31 и 32.
Данный кантователь установлен в поточную линию 38, снабженную рольгангом.
Кантователь работает следующим образом.
При работе кантователя в поточной линии 38 он устанавливается так, что ролики 18 левой 16.и правой 17 стоек находятся на одном уровне с рольгангом поточной линии 38.
При загрузке кантователя стол 28 устанавливается в крайнее верхнее положение, при котором его ролики 2У находятся на одном уровне с роликами 18 стоек 16 и 17. При этом поршни пневмоцилиндров 31 и 32 нахо- дятся в верхних крайних положениях.
Блок цилиндров Ц с поточной линии 38 перемещают на стол 28 до упо7 ра 30. Включают кран 35 управления и сжатый воздух из блока подготовки воздуха (не показан) поступает в надпоршневую полость пневмоцилиндра 31, поршень которого переместится в крайнее нижнее положение, и стол 28 с блоком 14 цилиндров займет положа- ние базирования блока 14 цилиндров в осях 21 и 24.
Включают кран 36 управления. Сжатый воздух из блока подготовки воздуха поступает в надпоршневую полость пневмоцилиндра 25, шток которого с осью 24, перемещаясь, занимает блок 14 цилиндров между поводком 20 с осью 21.
Затем включают кран 37 управления Сжатый воздух из блока подготовки водуха поступает в надпоршневую полост пневмоцилиндра 32, поршень которого переместится в крайнее нижнее положение. Стол 28 без блока 14 цилинд- ров займет положение кантования блок 14 цилиндров.
Для поворота блока I4 цилиндров в требуемое положение включают электро двигатель 23. При этом механизмом 22 поворачивают вал I9 с поводком 20 с осью 21, а следовательно, и блок 14 цилиндров так, что гильзы 13 одной
из сторон блока 14 цилиндров занимаю вертикальное положение. Электродвигатель 23 отключают и посредством балансира 3, установленного на кронштейне 1 станины 2, опускают плиту 4 подвешенную на канате балансира 3, вручную до захвата выступами I1 кулачков 9 и 10 гильзы 13 блока 14 цилиндров. Захваты 6 устанавливаются путем сжатия пружины 12. Такое положение кулачков 9 и 10 фиксируется штифтами 15. При этом боковые упоры 5 плиты 4, опускаясь между станиной 2 и осями 21 и 24, установятся на края опорной поверхности стола 28. Это положение плиты 4 с захватами 6 удерживается спиральной ленточной пружиной балансира 3.
При переключении крана 37 управления сжатый воздух поступает в под- поршневую полость пневмоцилиндра 32, поршень которого возвращается в верхнее крайнее полож ение, а стол 28 поднимается и подводится под блок 14 цилиндров, занимая положение базирования блока 14 цилиндров в осях 21 и 24.
Поднимаясь, стол 28 своей опорной поверхностью давит на боковые упоры 5, поднимая тем самым плиту 4 с захватами 6, кулачки 9 и 10 которых своими упорами 11 давят на гильзы 13 снизу и выпрессовывают их из блока 14 цилиндров.
Плита 4 балансиром 3 возвращается в первоначальное положение. Съем гильз 13 с захватов 6 производится вручную путем поднятия гильзы 13 над кулачками 9 и 10 и наклона ее относительно вертикальной оси захвата.
Затем переключают кран 37 управления и стол 28 перемещается в крайнее нижнее положение.
Включив электродвигатель 23, механизмом 22 поворачивают вал 19 с поводком 20 с осью 21, а следовательно и блок 14 цилиндров так, что гильзы 13 другой стороны блока 14 цилиндров занимают вертикальное положение. Электродвигатель 23 отключают и повторяют в той же последовательности описанные операции по выпрессовке гильз 13 из .блока 14 цилиндров,
После выпрессовки гильз 3 из блока 14 цилиндров включают электродвигатель 23 и механизмом 22 возвращают блок 14 цилиндров в исходное положение,
51
При переключении крана 36 управления сжатый воздух поступ ает в поршневую полость пневмоцилиндра 25 и ось 24, возвращаясь в исходное положение, освобождает блок 14 цилиндров от зажима, который после этого займет первоначальное положение на столе 28.
При переключении крана 35 управления сжатый воздух поступает в нижнюю полость пневмоцилиндра 31, поршень которого возвращается в верхнее.крайнее положение, и стол 28 с блоком 14 цилиндров поднимаются и устанавливаются в крайнее верхнее положение для разгрузки. Упор 30 убирают и блок 14 цилиндров перемещают на.ролики 18 правой стойки 17, а затем на рольганг поточной линии 38.
Формула изобретения
1. Кантователь блоков цилиндров автомобиля по авт.св. №1036635, отличающийся тем, что, с целью расширения технологических возможностей кантователя путем совмещения операций кантования и вып
5
0
5
096
рессовки гильз блоков цилиндров, он снабжен плитой, выполненной с боковыми упорами, и размещенными между ними захватами, при этом плита установлена на станине и посредством смонтированного в верхней части последней кронштейна и установленного на нем балансира с возможностью размещения захватов в гильзах блоков цилиндров и взаимодействия боковых упоров со столом при ее опускании.
2. Кантователь по п.1, о т л и - чающийся тем, что каждый захват выполнен в виде шарнирно укрепленной одним концом на плите штанги, имеющей штифты и вьтолненной со сквозным Поперечным отверстием, и размещенных в последнем с возможностью осевого перемещения двух подпружиненных относительно друг друга кулачков с упорами, выполненными в виде выступов, установленных с возможностью взаимодействия с тормоз ом гильзы, при этом один из кулачков выполнен с проточкой с возможностью размещения в ней другого кулачка, а на наружной поверхности кулачков выполнены пазы под штифты штанги.
18
27
33
Фаг. 2
Buff Б
1
В
Ф1/г.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь блоков цилиндров автомобиля | 1985 |
|
SU1305110A2 |
| Кантователь блоков цилиндров автомобиля | 1981 |
|
SU1036635A1 |
| Стенд для испытания на герметичность полых изделий | 1990 |
|
SU1772641A1 |
| Поточная линия для обработки кромок стекол | 1990 |
|
SU1728139A1 |
| Поточная линия для подготовки затворов промежуточных и сталеплавильных ковшей | 1988 |
|
SU1668033A1 |
| Кантователь изделий | 1986 |
|
SU1323315A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Устройство для выпрессовки гильз блока цилиндров | 1988 |
|
SU1636171A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для выпрессовки гильз из блоков цилиндров двигателей | 1988 |
|
SU1516294A1 |
Изобретение относится к области подъемно-транспортного машиностроения и позволяет расширить технологические возможности кантователя путем совмещения операций кантования и выпрессовки гильз блоков цилиндров (ВЦ). Кантователь включает станину (С) 2 с левой 16 и правой 17 стойками. На стойке 16 установлен вал 19. 27 6 W I I I т г гз к гз X 2 iT ГЧ) Фиг.)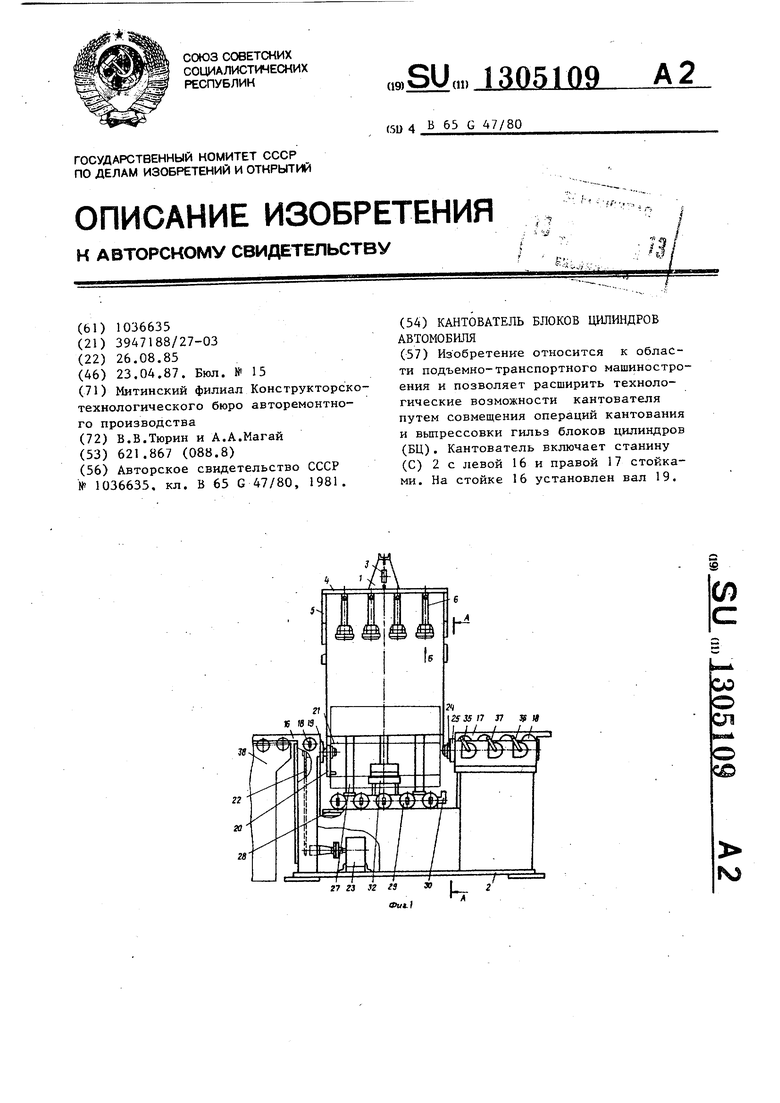
6-я
13 Щ
J5
Составитель Б,Толчанов Редактор Н.Гунько Техред А.Кравчук
Заказ 1377/18 Тираж 778Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.А/
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
ФигЛ
Корректор . М.Демчик
| Кантователь блоков цилиндров автомобиля | 1981 |
|
SU1036635A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
