Изобретение относится к прокатному производству и может быть использовано на предприятиях черной и цветной металлургии, преимущественно при производстве тонкой ленты.
Целью изобретения является увеличение жесткости комплекта валков и повышение производительности клети.
На фиг. 1 изображена схема валкового узла при прокатке полосы слева направо; на фиг. 2 - то же, нри проу.ат:ке полосы справа налево; на фиг. 3 - кассета; на фиг. 4 - комплект валков, вариант изготовления.
Комплект валков (фиг. 1) содержит js рабочие 1-4 и опорные 5-8 валки. При прокатке, например, слева направо (фиг. 1) полоса 9 деформируется между рабочими валками 1 и 2. В этом случае валки 3 и 4 способствуют увеличению жесткости валков узла в продольном направлении, а опорные валки 5 и 7 увеличивают жесткость валкового узла в вертикальном направлении. Для смены направления прокатки рабочие валки 1 и 2 разводят, а дополнительные валки сводятся при неизменном направлении их 25 вращения. При этом полоса 9 начинает деформироваться между валками 3 и 4 (фиг. 2}. В этом случае основная часть горизонтального усилия, действующего со стороны полосы на валки 3 и 4, воспринимается вал20
Применение предлагаемого комплекта валков позволит повысить производительность как отделыюй многовалковой рабочей клети, так и непрерывного стана, имеющего в своем составе многовалковые клети, за счет сокращения числа перевалок валков практически вдвое, а также увеличить жесткость комплекта валков за счет его более рациональной компоновки и установки дополнительного опорного валка.
Формула изобретения
1. Комплект валков многовалковой клети преимущественно для прокатки тонкой ленты, включающий два приводных опорных валка и четыре рабочих валка, установленных по два в поворотных относительно опорных валков кассетах, отличающийся тем, что, с целью увеличения жесткости комплекта валков и повышения производительности клети, он снабжен двумя дополнительными опорными валками, каждый из которых взаимодействует с соответствующим опорным валком, а рабочие валки установлены с взаимным контактом и, кроме
ками 1 и 2, а основная часть вертикального 30 того, каждый рабочий валок соответственно
усилия - валками 6 и 8.
Рабочие валки одной стороны заключены в кассету 10 (фиг. 3). Для смены направления прокатки достаточно повернуть кассеты, находящиеся по разные стороны от плоскости полосы, вокруг их осей.
На фиг. 4 показан вариант изготовления комплекта валков, при котором рабочие и опорные валки выполнены в одной кассете И. Кассета установлена на оси 12, которая опирается на станину 13. При этом давле35
взаимодействует только с одни.м опорны.м, а ось поворота кассеты лежит в вертикальной плоскости, проходящей через линию контакта рабочих валков.
2. Комплект валков по п. 1, отличающийся тем, что в соответствующих поворотных кассетах вместе с рабочими установлены и опорные валки, а каждая кассета снабжена двумя нажимными механизмами, размещенными по обе стороны оси поворота.
75 7J,
Т
Фиг. 2
ние прокЬтки, действующее на рабочий валок, преобразуется в крутящий момент, стремящийся повернуть кассету 1 вокруг оси 12. Предохраняют кассету от поворота нажимные устройства 14 и 15, имеющие элемент с шаровыми опорами.
Применение предлагаемого комплекта валков позволит повысить производительность как отделыюй многовалковой рабочей клети, так и непрерывного стана, имеющего в своем составе многовалковые клети, за счет сокращения числа перевалок валков практически вдвое, а также увеличить жесткость комплекта валков за счет его более рациональной компоновки и установки дополнительного опорного валка.
Формула изобретения
1. Комплект валков многовалковой клети преимущественно для прокатки тонкой ленты, включающий два приводных опорных валка и четыре рабочих валка, установленных по два в поворотных относительно опорных валков кассетах, отличающийся тем, что, с целью увеличения жесткости комплекта валков и повышения производительности клети, он снабжен двумя дополнительными опорными валками, каждый из которых взаимодействует с соответствующим опорным валком, а рабочие валки установлены с взаимным контактом и, кроме
того, каждый рабочий валок соответственно
взаимодействует только с одни.м опорны.м, а ось поворота кассеты лежит в вертикальной плоскости, проходящей через линию контакта рабочих валков.
2. Комплект валков по п. 1, отличающийся тем, что в соответствующих поворотных кассетах вместе с рабочими установлены и опорные валки, а каждая кассета снабжена двумя нажимными механизмами, размещенными по обе стороны оси поворота.
75 7J,
/ //Г
q3U3.3
Редактор Л. Веселовская Заказ 1357/6
(Составитель Г. Ростов
Техред И. f:5epecКорректор А. Знмокосов
Г 1раж481 .Подписное
Государственн01-о комигета ((ХЛ ио делам изобретений и открытий
1 13035, Москва, Ж -35, Раушская наб., д, 4/5 Производствеино-полиграфическое 11редп|)иятие, с. Ужгород, ул. Проектьгая. 4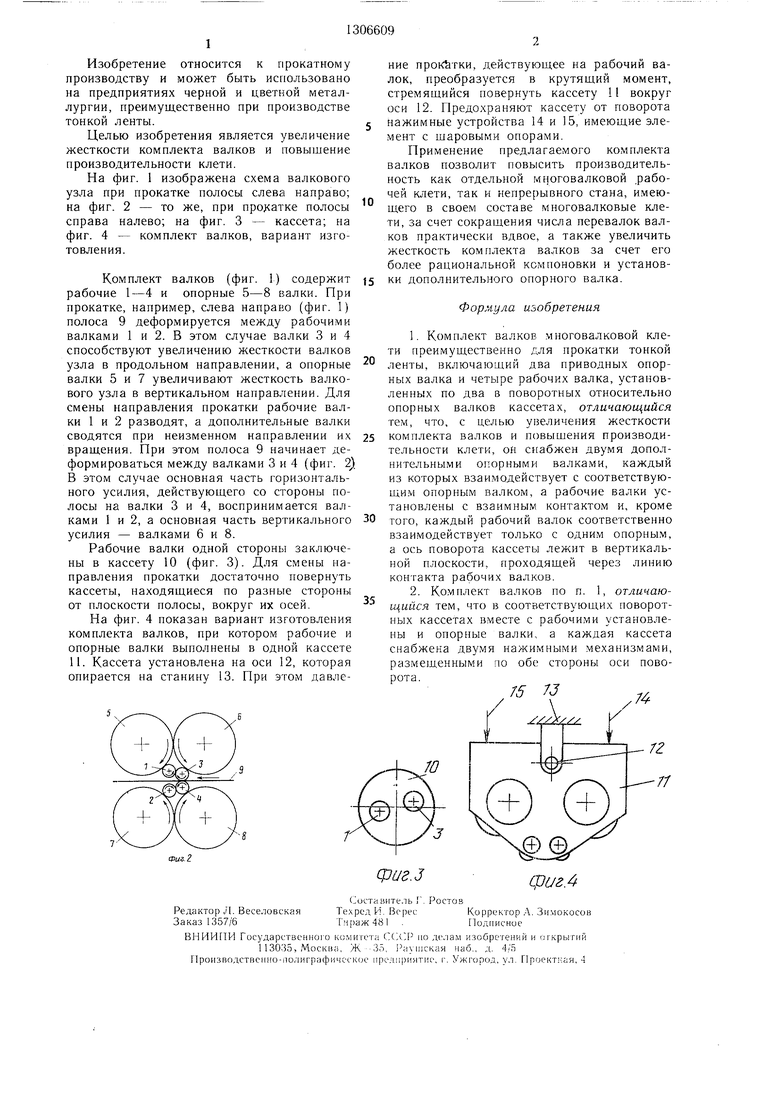
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Прокатная клеть с многовалковым калибром | 1980 |
|
SU865442A1 |
| Прокатная клеть с многовалковым калибром | 1973 |
|
SU484721A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| РАБОЧАЯ КЛЕТЬ | 1998 |
|
RU2129052C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2004 |
|
RU2283707C2 |
Изобретение относится к области прокатного производства и может быть использовано на предприятиях черной и цветной металлургии, преимущественно при производстве тонкой ленты. Цель изобретении - увеличение жесткости комплекта валков и повышение производительности клети. Снабжение комплекта валков дополнительными опорными валками 5, 6 позволяет создать более эффективную компоновку валков в комплекте. Каждая пара рабочих валков 1, 2 или 3, 4 используется благодаря поворотной кассете при определенном направлении прокатки. Рабочие валки при такой компоновке не подвержены ни вертикальному, ни горизонтальному изгибу. Производительность поднимается за счет сокращения перевалок. 1 з.п.ф-лы, 4 ил. СО Фиг.1
| Берман С: И | |||
| ПрЪкатка листов и лент из тяжелых цветных металлов | |||
| М.: Металлургия, 1977 | |||
| ПРОКАТНЫЙ СТАН ТИПА СТЕКЕЛЯ | 1936 |
|
SU52369A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
