1
Изобретение относится к прокатному производству и может быть применено в станах, производящих проволоку, сортовой и фасонный прокат.
Известна прокатная клеть с многовалковым калибром, которая содержит станину, два комплекта рабочих валков, смонтированных соответственно во вводной и выводной кассетах и развернутых друг относительно друга на половину углового шага валков. В известной клети нет необходимости в операции кантовки полосы между рабочими валками вводной и выводной кассет. Однако она не имеет достаточной жесткости для производства сортового и фасонного проката высокой точности.
Предлагаемая клеть отличается тем, что она снабжена общим для двух комплектов рабочих валков комплектом опорных валков, при этом каждый рабочий валок вводной кассеты опирается на один опорный, а каждый рабочий валок выводной кассеты - на два соседних опорных валка. Это повышает жесткость прокатной клети.
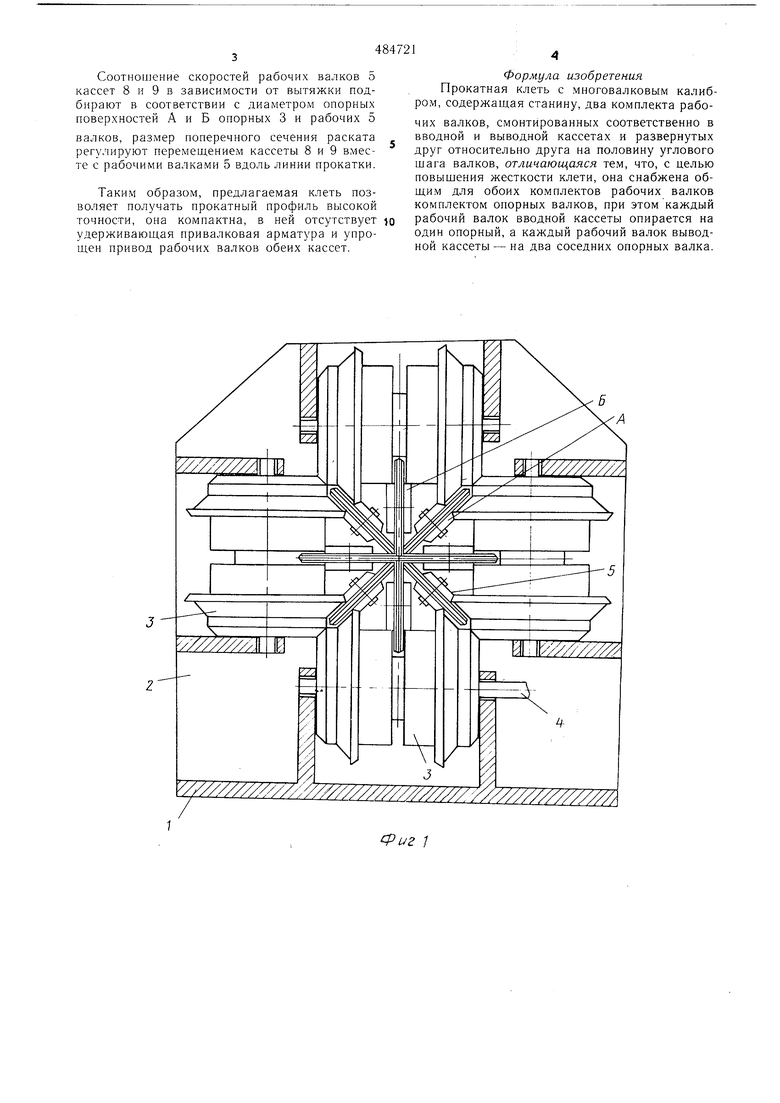
На фиг. 1 показана предлагаемая клеть, вид спереди; на фиг. 2 - то же, вид сбоку (один прокатный валок условно не показан).
Прокатная клеть с многовалковым калибром на основании 1 установлена в линии стана. В станине 2 установлены опорные валки 3, вращающиеся на валах 4. Рабочие валки 5 укреплены на осях 6 в вилках 7 кассет 8 и 9
и прижаты опорными поверхностями А и Б посредством пружинящих вилок 7 к опорным валкам 3. Оси 6 рабочих валков 5 смещены относительно оси валов 4 опорных валков 3 на небольшое расстояние, которое зависит от
,Q ширины и диаметра рабочих валков 5. Кассета 8 установлена с нередней по ходу прокатки стороны станины 2 клети, кассета 9 - с задней стороны станины 2. Рабочие валки 5 кассеты 8 относительно рабочих валков кассеты 9 расположены так, что разъемы калибра, образованного рабочими валками одной кассеты, совпадают с центрами ручьев калибра, образованного рабочими валками другой кассеты.
Привод рабочих валков 5 осуществляетoQCH через опорные валки 3, которые приводятся через валы 4 от двигателя. Прокатка производится непрерывно в рабочих валках 5 обеих кассет 8 и 9. Расстояние между калибр(ми, образованными валками кассет 8 и 9, обеспечивает надежное прохождение раската от калибра к калибру.
Соотношение скоростей рабочих валков 5 кассет 8 и 9 в зависимости от вытяжки подбирают в соответствии с диаметром опорных поверхностей А и Б опорных 3 и рабочих 5
валков, размер поперечного сечения раската регулируют перемещением кассеты 8 и 9 вместе с рабочими валками 5 вдоль линии прокатки.
Таким образом, предлагаемая клеть позволяет получать прокатный профиль высокой точности, она компактна, в ней отсутствует удерживающая привалковая арматура и упрощен привод рабочих валков обеих кассет.
Формула изобретения
Прокатная клеть с многовалковым калибром, содержащая станину, два комплекта рабочих валков, смонтированных соответственно в вводной и выводной кассетах и развернутых друг относительно друга на половину углового щага валков, отличающаяся тем, что, с целью повышения жесткости клети, она снабжена общим для обоих комплектов рабочих валков комплектом опорных валков, при этом каждый рабочий валок вводной кассеты опирается на один опорный, а каждый рабочий валок выводной кассеты - на два соседних опорных валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть с многовалковым калибром | 1980 |
|
SU865442A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| Комплект валков многовалковой клети | 1985 |
|
SU1306609A1 |

иг 1
