Изобретение относится к литейному производству5 в частности к литью под давлением.
Целью изобретения является повышение качества отливок путем снижения 5 газов выходит в промывник 5.
пористости их.
На фиг. 1 показана литниковая система в момент начального этапа заполнения формы металлом; на фиг. 2 - то же, на завершающем этапе заполнения.
Литниковая система состоит из литникового канала 1, соединенного с пресс-камерой и заканчивающегося суТаким образом, на первом этапе заполнения поток, выходящий из соплового отверстия сужения 2 литникового канала 1, выносит газы из оформляющих 10 полостей 4 в емкость промывника 5. По мере заполнения промывника и возрастания в нем давления вынос газов из оформляющих полостей прекращается, и наступает второй этап заполнежением 2, образующим сопловое отверстие, питателей 3, соединяюш,их литни- ния формы (фиг. 2). На этом этапе ковый канал 1 с полостями 4, оформля- происходит заполнение металлом офор- ющими отливку, и промывника 5, кото- 4ляющиx полостей 4, освобожденных от рый соединительным каналом 6 связан имевшихся в них газов, с питателями 3. Промывник расположен Применение литниковой системы да- против литникового канала 1 . Попереч- ет возможность удалить газы из оформ- ное сечение сужения 2 выполнено мень- ляющей полости перед заполнением ее
металлом и за счет этого повысить качество отливок, обеспечивая при
шим поперечного сечения соединительного канала 6 не менее, чем в 2 раза.
Литниковая система работает следующим образом.
После закрытия пресс-формы, заливки сплава в камеру прессования и включения прессования прессующий плунжер сжимает воздух и сплав, находившиеся в камере прессования, и вытесняет их из камеры прессования в начальный участок литникового канала 1. При поступлении сплава в сужение 2 скорость потока возрастает и он выходит из соплового отверстия с высокой скоростью Б соединительный канал 6. На данном этапе прессования литниковая система работает как струйный аппарат. Примыкающий к сужению 2
литье под давлением достижение 1-2 бал- лов пористости по шкале ВИАМ,
Формула изобретения
30
Литниковая система для литья под давлением, содержащая литниковый ка- нап, питатели, связанные с оформляющими полостями пресс-формы, и про- мывник с соединительным каналом, о т- л и ч а ю щ а я с я тем, что, с 35 целью повышения качества отливок путем снижения пористости их, промывник расположен против литникового канала, при этом в литниковом канале в месте соединения с питателями выполучасток, от которого отходят питате- 40 нено сужение, поперечное сечение коли 3, служит приемной камерой, в нем
торого меньше поперечного сечения соединительного канала промывника.
создается разрежение и в него через
питатели выходят газы из оформляюпщх полостей 4. Соединительньш канал 6 выполняет функции камеры смешения и диффузора. Смешанный поток металла
Таким образом, на первом этапе заполнения поток, выходящий из соплового отверстия сужения 2 литникового канала 1, выносит газы из оформляющих полостей 4 в емкость промывника 5. По мере заполнения промывника и возрастания в нем давления вынос газов из оформляющих полостей прекращается, и наступает второй этап заполнения формы (фиг. 2). На этом этапе происходит заполнение металлом офор- 4ляющиx полостей 4, освобожденных от имевшихся в них газов, Применение литниковой системы да- ет возможность удалить газы из оформ- ляющей полости перед заполнением ее
литье под давлением достижение 1-2 бал- лов пористости по шкале ВИАМ,
Формула изобретения
30
Литниковая система для литья под давлением, содержащая литниковый ка- нап, питатели, связанные с оформляющими полостями пресс-формы, и про- мывник с соединительным каналом, о т- л и ч а ю щ а я с я тем, что, с 35 целью повышения качества отливок путем снижения пористости их, промывник расположен против литникового канала, при этом в литниковом канале в месте соединения с питателями выполнено сужение, поперечное сечение ко
торого меньше поперечного сечения соединительного канала промывника.
Заказ 1482/8
us. г Тираж 74
Подписное
-полигр. пр-тие,, г. Ужгород, ул. Проектная, 4
us. г Тираж 74
Подписное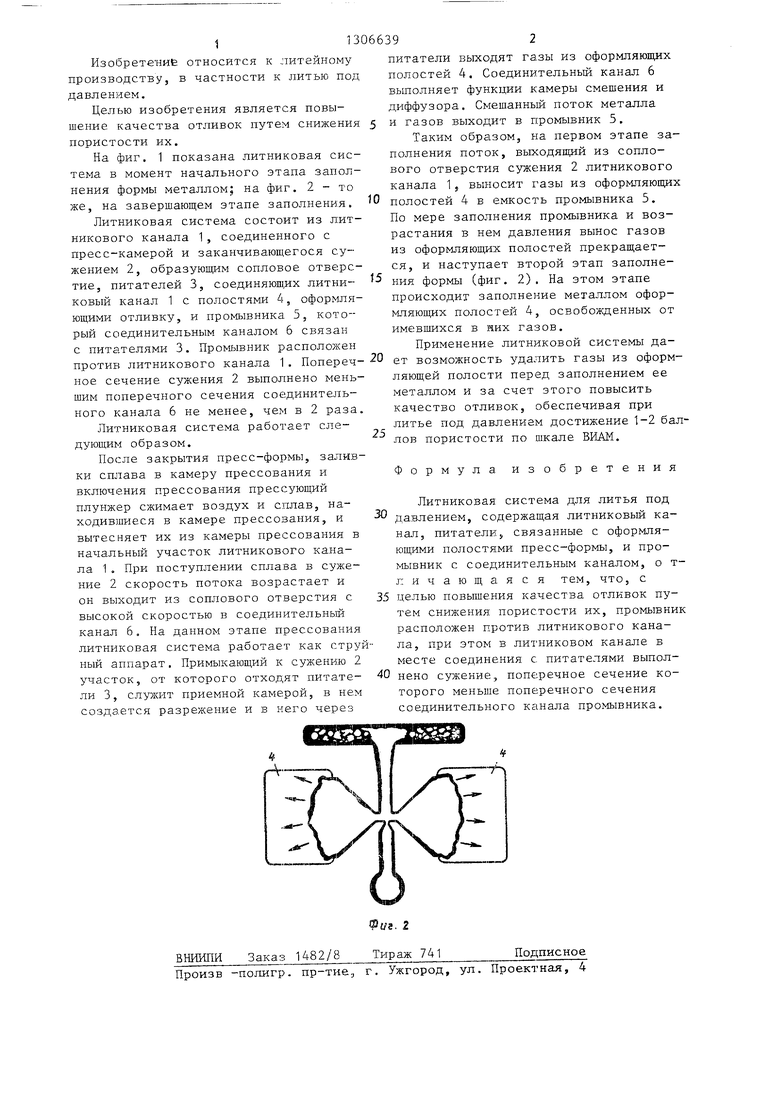
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниково-вентиляционная система для литья под давлением | 1989 |
|
SU1770057A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1666270A1 |
| Пресс-форма для литья под давлением протяженных отливок | 1986 |
|
SU1400773A1 |
| Пресс-форма для литья под давлением | 1991 |
|
SU1836184A3 |
| Способ литья под давлением | 1990 |
|
SU1787675A1 |
| Пресс-форма для изготовления литьем под давлением образцов | 1983 |
|
SU1115848A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1400774A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
Изобретение относится к литейному производству, в частности к литью под давлением. Целью изобретения является повышение качества отливок путем снижения пористости их. Литниковая система для литья под давлением содержит лптпнкоБый какал 1, питатели 3, оформляющие 1о. :ости 4 и промыв- ник 5 с coeдинитeльны r каналом 6. Промывник расположен против литникового канала 1, причем в литниковом канале выполнено сужение 2 с сечением, ieныlIИ ; сечения соединительного канала 6, Б таком исполнении литниковая система выполняет роль струйного аппарата. HDTJ выхоле металла из cvy.e- ния 2 в участке, примыкающ - к 3, создается разрежонпо, и газы из полостей - через пи га гели устремляются в Промывник д. Таким образом, заполненр:е оформляющих полостей металлом происходит после вакуумиро- вания их. 2 ил. щ (Л Фие. f
| Литье под давлением | |||
| Под ред | |||
| А.К.Белопухова | |||
| М.: Машиностроение, 1975, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
