Изобретение относится к литейному производству, в частности к устройствам для смены модельных плит«
Цель изобретения - снижение энергозатрат и повышение надежности.
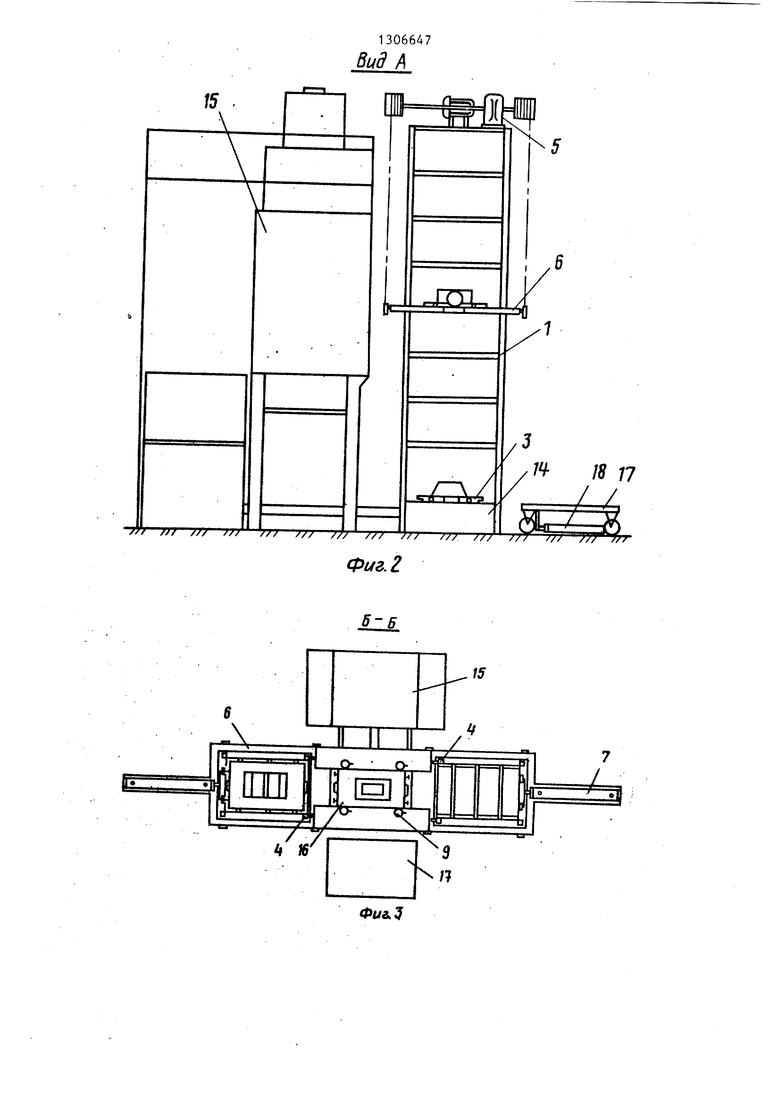
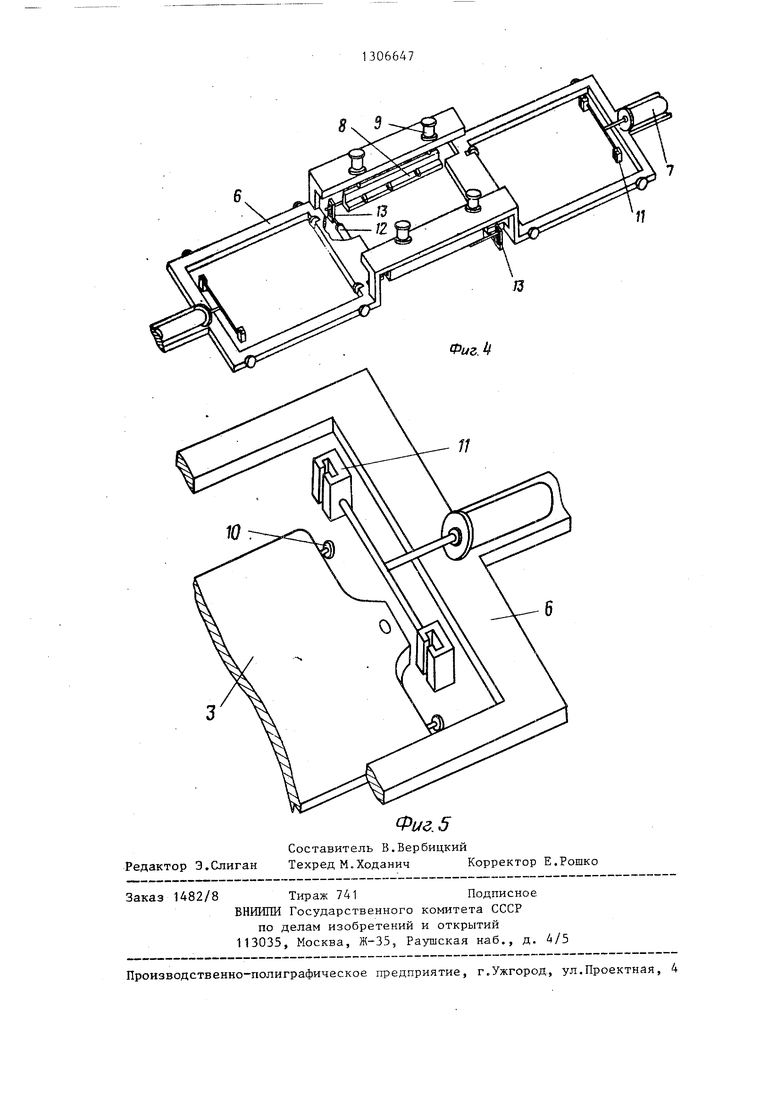
На фиг.1 схематически изображено предлагаемое устройство, общий вид; на фиг.2 -г вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - подвижная каретка; на фиг.5 - механизм захвата модельной плиты.
Устройство для смены модельных плит состоит из двух вертикально установленных на основании стеллажей 1
10
Плиту на разд 1ижной рольганг 8. Затем цилиндры 9 опускают рольганг 8 с модельной плитой на величину, необходи мую для вывода элементов 10 из захва тов 11. Шток толкателя 7 с захватом 11 возвращается в исходное положение Каретка 6 опускает модельную плиту на заранее поданную на позицию 16 смены модельных плит выдвижную каретку 14, где модельная плита центри руется по штырям. Цилиндры 12 разводят в стороны секции раздвижного . рольганга 8, шарнирно соединенные со штоками цилиндров 9. Каретка 6 подни
ячейками в виде многоярусных роли- 5 мается, давая возможность вьщвижной
ковых опор 2 для приема, хранения и вьщачи модельных плит 3 и направляющими 4, по которым центрируется и перемещается при помощи привода 5 каретка 6, охватывающая стеллажи. Ячей- 20 выполняются в обратной последователь- ки правого стеллажа смещены по высоте ности.
каретке 14 переместить модельную плиту на позицию формовки 15.
При возврате отработанной модельной плиты в свою ячейку все действия
относительно ячеек левого стеллажа. Установленные на каретке с двух противоположных ее сторон толкатели 7 служат для выдачи из ячейки нужной модель- .ной плиты на раздвижной рольганг 8 и возврата отработанной плиты в ячейку. Цилиндры 9 предназначены для опускания модельной плиты относительно каретки и вывода сцепных элементов 10 из зацепления с захватами 11, выполненными, например, Т-образньми. Внизу каретки установлены цилиндры 12, штоки которых связаны с секциями раздвижного рольганга посредством вертикальных направляющих 13. Каретка 6 устанавливает модельную плиту на вьщвижную каретку 14, которая перемещается от позиции 15 формовки до позиции 16 смены модельных плит. Загрузка стеллажей модельными плитами и удаление отработавших производится загрузочной тележкой 17 с приводом 18.
Устройство работает следующим об- разом.
По команде каретка 6 перемещается вниз или вверх к заданной ячейке 2 стеллажа 1. Захваты 11 толкателей входят в зацепление с элементами 10 модельной плиты, толкатели 7 вьщают
Плиту на разд 1ижной рольганг 8. Затем цилиндры 9 опускают рольганг 8 с модельной плитой на величину, необходимую для вывода элементов 10 из захватов 11. Шток толкателя 7 с захватом 11 возвращается в исходное положение. Каретка 6 опускает модельную плиту на заранее поданную на позицию 16 смены модельных плит выдвижную каретку 14, где модельная плита центрируется по штырям. Цилиндры 12 разводят в стороны секции раздвижного . : рольганга 8, шарнирно соединенные со штоками цилиндров 9. Каретка 6 поднивыполняются в обратной последователь- ности.
каретке 14 переместить модельную плиту на позицию формовки 15.
При возврате отработанной модельной плиты в свою ячейку все действия
25
35 40
Загрузка стеллажей осуществляется при помощи загрузочной тележки 17, которая после установки на нее модельной плиты подается на позицию 16 смены модельных плит поршневым приводом 18.
Работа предложенного устройства легко поддается программному управ- лению, что позволяет применять его в системе гибкого автоматизированного производства.
Формула изобретения
Устройство для смены модельных плит, содержащее два вертикальных стеллажа с многоярусными роликовыми ; опорами, установленных на основании, и механизм для вьщачи и возврата модельных плит на стеллажи с толкателями, отличающееся тем, что, с целью снижения энергозатрат и повышения надежности, механизм для выдачи и возврата модельных плит на стеллажи представляет собой подвижную в вертикальном направлении каретку, охватывающую стеллажи, а толкатели установлены на каретке с двух противоположных ее сторон и имеют захваты.
13066А7
Вид А
15 .
рявм
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической простановки стержней | 1985 |
|
SU1268281A1 |
| Устройство для автоматическойСМЕНы МОдЕльНыХ плиТ | 1979 |
|
SU829319A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Установка для подачи стержней | 1980 |
|
SU950480A1 |
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
| Станок для запрессовки подшипников с двух сторон | 1976 |
|
SU782979A1 |
| Механизированный склад | 1989 |
|
SU1689231A1 |
Устройство относится к литейному производству, конкретнее к устройствам дпя смены модельных плит, Цель - снижение энергозатрат и повылу / / л / / / У /// 7 /ff /7/ iW Фиг1 шение надежности. Устройство для сме- 1Ы модельных плит 3 состоит из двух вертикально установленных на основании стеллажей 1 с ячейками в виде многоярусных роликовых опор 2 и нап- равляюпщми 4, по которым центрируется и перемещается при помощи привода 5 каретка 6, охватывающая стеллажи, С двух противоположных сторон каретки 6 расположены толкатели 7 с захватами 11 для вьщачи модельных плит со стеллажей. В центре каретки смонтирован вертикально перемещаемый цилиндрами 9 раздвижной рольганг 8 с цилиндрами 12 и вертикальными направляющими 13. Каретка 6 устанавливает модельную плиту 3 на выдвижную каретку 14, которая перемещается от позиции смены модельных плит на позицию формовки, 5 ил. Ш (О
frt )))-/ // V/y V/ / V/y 777
.о
/
W IS 17
/ /
фиг. I
ll
С
II II II
Б
о- о
IBI
II II II - /
о
I
I
/
- «у
.V
5 /7
Фи&
К 3
Редактор Э.Слиган Заказ 1482/8
Составитель В.Вербицкий
Техред М.Ходанич Корректор Е.Рошко
Тираж 741Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фие.5
| Устройство для автоматическойСМЕНы МОдЕльНыХ плиТ | 1979 |
|
SU829319A1 |
