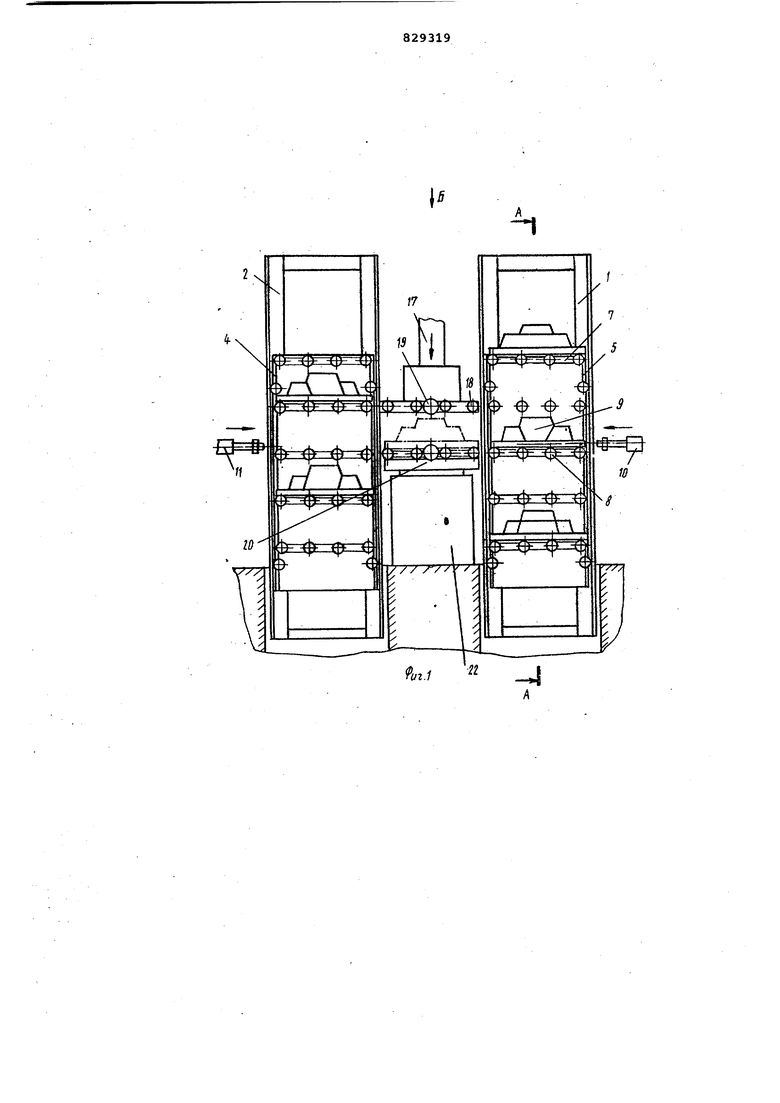
Изобретение относится к литейному производству, в частности к устройствам для смены модельных плит. Известны устройства дл смены модельных плит, содержащие кассеты, в которых установлены модельные плиты, и толкатель с поршневым приводом Известно устройство для смены модельных плит, содержащее станину, толкатель с nojMiiHeBt приводом, крес тообразную траверсу с горизонтальной осью вращения с установленными на каждой ее крестовине поворотными рамками, на противоположных сторонги по периметру которых расположены модельные плиты, причем оси поворота траверсы и ргдаок выполнены в виде мо ментных цилиндров с обгонной муфтой а модельные плиты соединены с поворотной рамкой при помощи ласточкиного хвоста Cl. Недостатком данного устройства яв ляется сложность конструкции вследствие большого количества приводов (моментных цилиндров); необходимости крепления модельной плиты к поворотной рамке при помощи ласточкиного хвоста, большое количество вращательных движений для выбора не обходимой модельной плиты, а также сложность в управлении. Цель изобретения - упрощение конструкции устройства и обеспечение управления сменой ьюдёльных плит. Для достижения указанной цели устройство дли автоматической смены мо-. дель.ньлх плит выполнено в виде двух вертикально установленных шахт, внутри которых размещены кассеты, снабженные роликовыми опорами для модельных плит, а привод перемещения кассет снабжен шаговыми захватами и фиксирующими зажимами. На фи-. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1. Устройство для автоматической смены модельных плит содержит две шахты 1 и 2/ представляющие собой вертикально установленные короба прямоугольного сечения с направлякидимн, по которым при помощи роликов 3 перемещаются кассеты 4 и 5, выполненные в виде двух прямоугольных рам 6, соединенныех через равные расстояния стяжками 7 с роликовыми опорами 8, которые образуют позиции кассет
для приема, хранения и выдачи модельных плит 9,
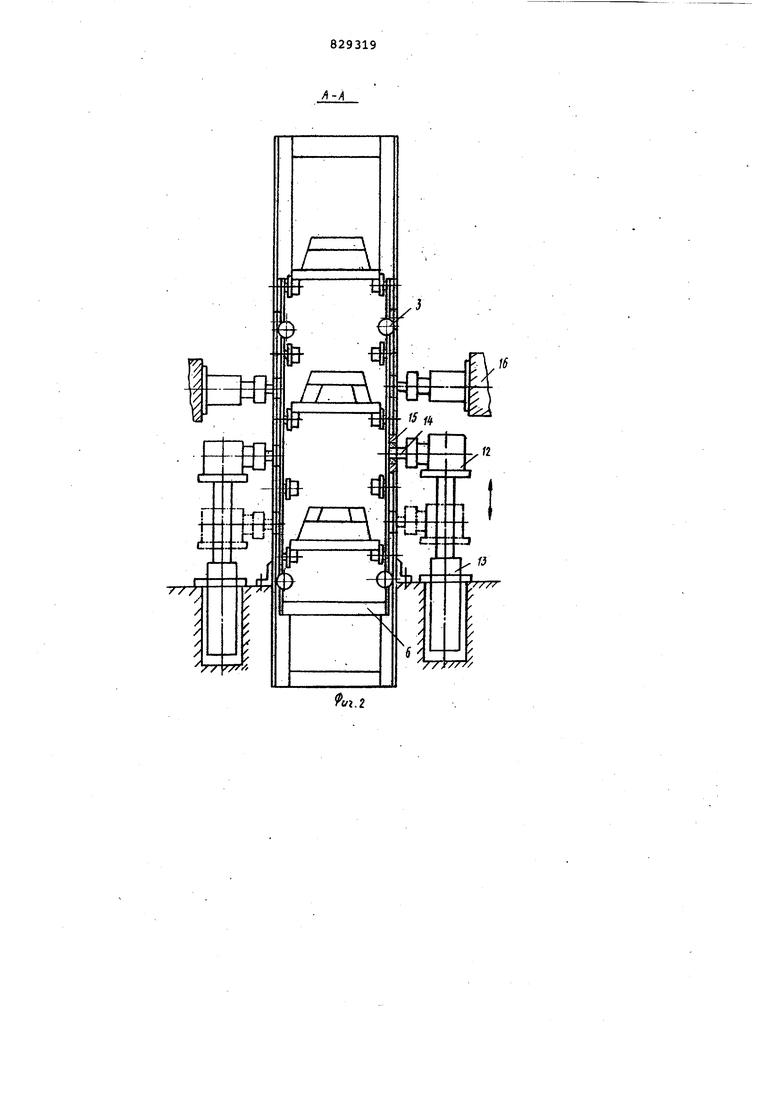
Толкатели 10 и 11, выполненные как поршневые приводы, служат для выталкивания нужной модельной плиты из позиции кассеты. Кассета перемещается в шахте в вертикальном направлении при помощи шагового захвата 12 который представляет собой поршневой привод 13 вертикального действия с закрепленным на конце его штока другим поршневым приводом, шток 14 которого поочередно входит во втулки 15, установленные в раме кассеты через шаг, равный расстоянию между соседними позициями кассеты. В те же втулки 15 входит и шток фиксатора 16, который определяет положение кассет по высоте.
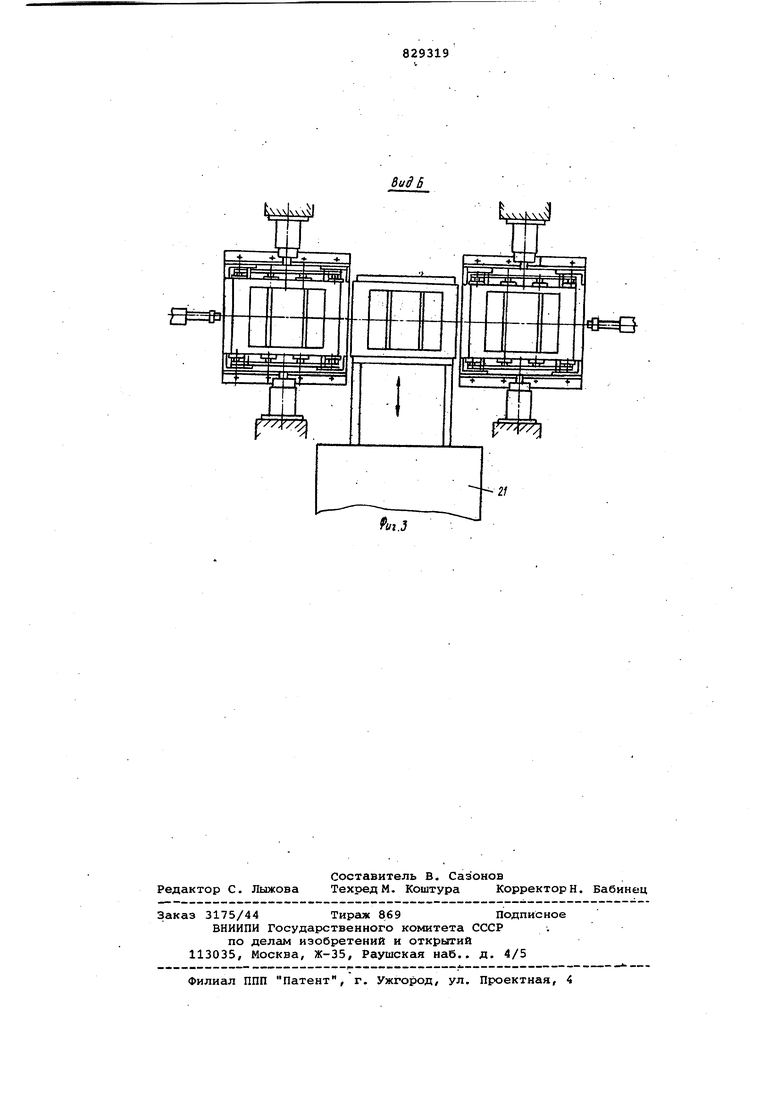
Подъемный механизм 17 снабжен раздвижным рольгангом 18, который представляет собой прямоугольную раму, на противоположных сторонах которой установлены поршневые приводы 19, штоки которых связаны с секциями раздвижного рольганга 18, и позволяет им перемещаться в направлении, перпендикулярном движению модельных плит. Подъемный механизм служит для передачи модельной плиты на челнок 2О,.который перемещается от формовочного автомата 21 до позиции 22 смены модельной плиты и обратно.
Устройство работает следующим образом.
Челнок 20 из формовочного автомата 21 подает бтработанную модельную хшиту на позицию 22 смены модельных плит. Подъемный механизм 17 с раздвинутыми в стороны секциями рольганга 18 опускается на челнок 20 (на фиг. 1 показано штрих-пунктирной линией) . Секции рольганга -18 поршневым приводом 19 сдвигаются внутрь. Подъемный механизм 17 приподнимается до уровня транспортирования вместе с зависшей на роликах раздвижного рольганга 18 модельной плитой, Одновременно кассета 5, расположенная в шахте 1, шаговым захватом 12 перемещается ролик ми 3 по направлякхдим шахты и подает на уровень транспортирования (толкателя 10) в соответствии с заданной программой необходимую для формовки новую модельную плиту 9 и закрепляется в этом положении фиксатором 16. После того как кассета зафиксируется, шток 14 поршневого привода шагового захвата 12 выходит из втулки 15 и опускается вниз при помощи поршневого привода 13 (на фиг. 2 это положение показано штрихпунктирной линией), В нижнем положении шагового захвата шток 14 снова входит в очередную втулку 15. после этого для следукяцего перемещения вверх кассеты необходимо шток фиксатора 16 вывести из соответствующей втулки 15.
Аналогично происходит и опускание кассет.
Таким же образом кассета 4 перемещается в шахте 2, но на уровень транспортирования (толкателя 11) подается свободная позиция кассеты 4, предназначенная для приема и хранения модельной плиты. Толкатель 10 выталкивает модельную плиту 9 по роликовым опорам 8 из позиции кассеты 5 на ролики раздвижного рольганга 18, а отработанная модельная плита выталкивается на свободную позицию кассеты 4, расположенную в шахте 2, на хранение .
Подъемный механизм 17 опускает модельную плиту 9 в челнок 20. Секции рольганга 18 раздвигаются поршневым приводом 19 и подъемный механизм поднимается в верхнее положение, давая возможность, челноку 20 с модельной плитой переместиться с позиции 22 смены модельных плит в формовочны автомат 21.
Аналогично можно выдавать модельные плиты из шахты 2, а на хранение вьадавать их в шахту 1.
Предлагаемое устройство отличается простой конструкцией и несложным управлением. Работа устройства легко поддается программному управлению, ч что позволяет применять его в автоматических линиях с программным управлением. Под устройством может располагаться автоматизированный или. механизированный склгш модельных плит, что позволит механизировать комплектацию кассет устройства для автоматической смены модельных плит.
формула изобретения
1.Устройство для автоматической смены модельных плит, содержащее кассеты с приводом перемещения, в которых установлены модельные плиты, отличающееся тем, что, с целью упрощения устройства и обеспечения управления сменой модельных плит, оно- выполнено в виде двух вертикально установленных шахт, внутри которых размещены кассеты, несущие роликовые опоры для модельных плит.
2.Устройство по п. 1, отличающееся тем, что привод перемещения кассет в шахте снабжен шаговым захватом и фиксирующими зажимами.
go Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР 445508, кл. В 22 С 25/00, 1974.
I
иг.1 2 J e
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм транспортировки модельных плит | 1983 |
|
SU1201044A1 |
| Автоматическая формовочная машина | 1979 |
|
SU929304A1 |
| Устройство для смены модельных плит | 1985 |
|
SU1306647A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Формовочная машина | 1971 |
|
SU556884A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Устройство для автоматической простановки стержней | 1985 |
|
SU1268281A1 |